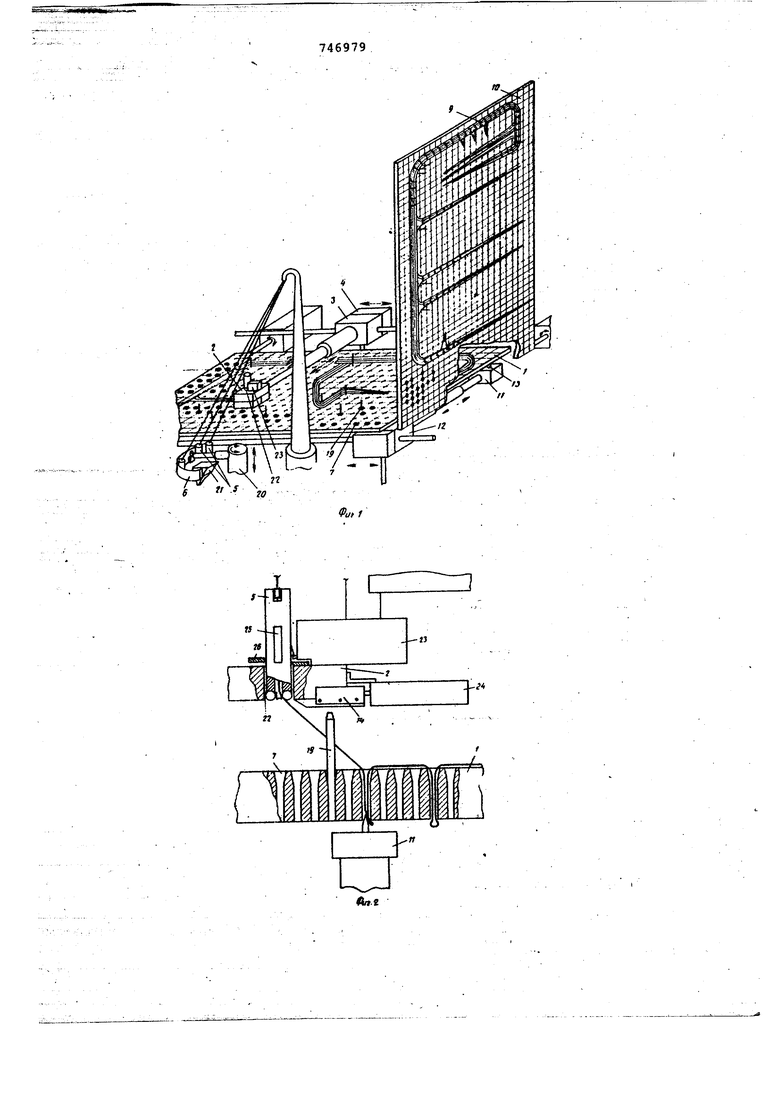
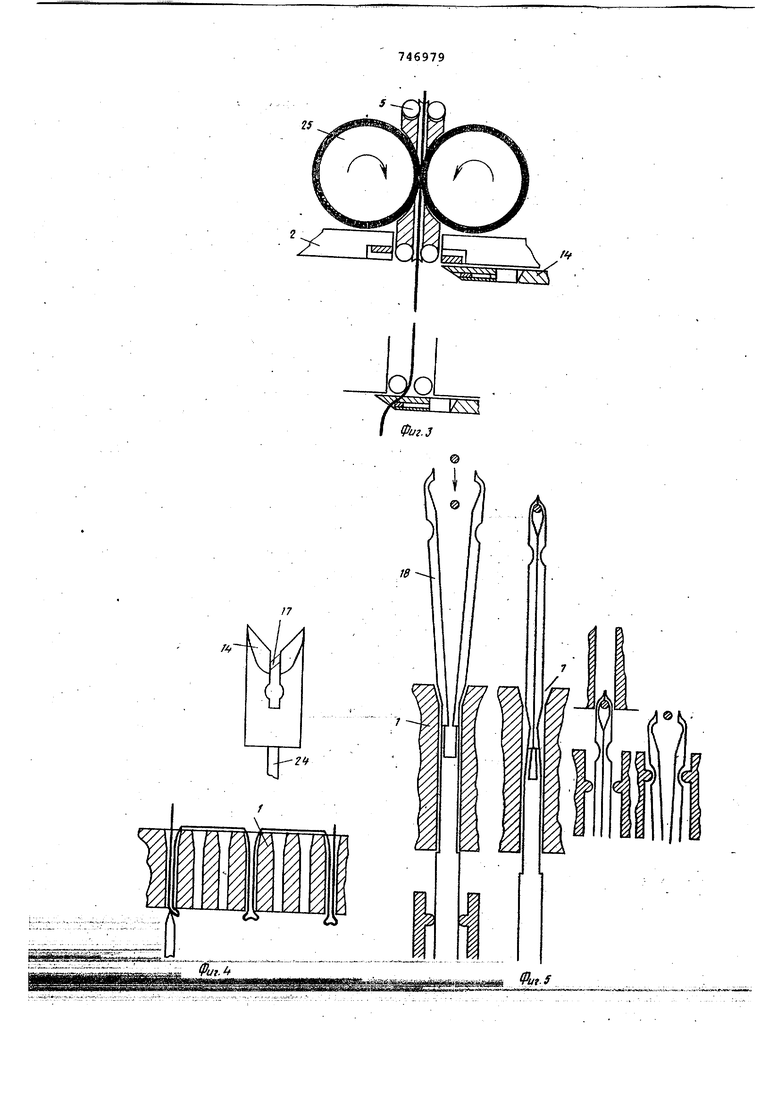
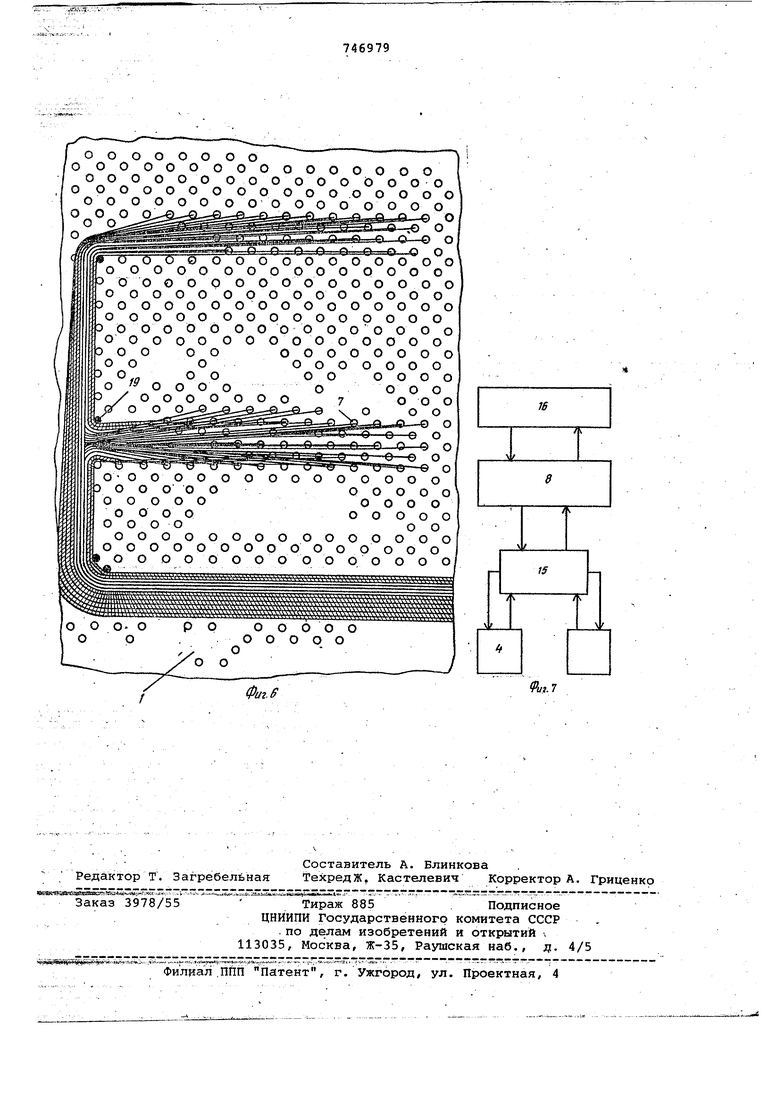
(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖГУТОВ Изобретение относится к области радиоэлектроники, в частности к производству электромонтажных жгутов для систем автоматического управления, вычислительных меоиин, автоматических телефонных станций, а также для другого оборудования, в котором используются жгуты различной сложности. Известно устройство для изготовле ния жгутов с nporpaMMHbiM управлением содержащее каретку, перемещающуюся , по направляющим, тормоз-фиксатор, раскладывающую головку с системой пр водов , программоноситель с программой, записанной в него во время раскладки первого жгута, кинематически связанный с раскладывающей головкой и Являющийся датчиком команд на перемещение i . Однако известное устройство недостаточно производительно, имеет слож ную конструкцию и применяется редко. Наиболее близким j предложенному устройству является устройство для Изготовления жгутов, содержащее монтажный стол с монтажной панелью, каретку с приводом и следящим блоком, механизмы подачи провода, элементы раскладки и удержания проводов и прораммоноситель с программой образцового жгута 2 . Однако и это устройство недостаточно производительно. Цель.изобретения - повышение производительности устройства. Это достигается тем, что устройство для изготовления жгутов, содержащее монтажный стол, на котором расположена монтажная панель и над которым размещена каретка с приводом и следящим блоком, сменные механизмы подачи провода, элементы раскладки и удержания проводов и программоноситель с программой образцового;жгута, снабжено панелью с образцовым} жгутом, снабженной дополнительной кареткой с приводом, механизмом захвата и прижима провода, установленннм на дополнительной каретке, сменными механиз-. мами подачи опорных штырей, механизмом петлеобразования, расположенным на основной каретке с возможностью йеремещения и блоком управления, причем смейные механизмы провода и опорных штырей размещены на основной каретке, программоноситель электрически соединен посредством решаю цёго блЗка с приводом основной карет ки и снабжён блоком ввода и вывода информации, а привод дополнительной Карет ки через блок управя ния связан ср. следящим блокомосновн й каретки ЭЛеМёнты раскл дкй й yse1 SfflF провода выполнены в виде перфораций в панелях,, . Механизм петлеобразования вьшолнен в виде вилки с замком. . Механизм захвата и прижима провод выполнен в виде разрезной иглы с ушком., , . На фиг. 1 изображено предложенное устройство,- общий вид; на фиг, 2 - механизмы кареток и элементы расклад ки и удержания проводов; на фиг. 3 - механизм подачи провода; на фиг. 4 - механизм петлеобразования; на фиг.5 механизм захвата и прижима провода; на фиг, б - участок разложенного жгу та; на фиг. 7 - блок-схема электри ческих узлов устройства;. ,:.: Устройство для изготовления жгутов содержит монтажный стол, на котором расположена монтажная панель 1 инадкоторым размещена основная каретка 2с приводом 3 и следящим блоком 4, сменные механизмы 5 подачи провода и опорных штырей, которые расположены в секторе б, элементы раскладки и удержания провода, выполненные в виде перфораций 7 в панели 1, програр онрситель 8 с программой образцового жгута 9, размещенного на панели 10, снабженной Дополнительно кареткой 11 с приводом 12, механизм 13 захвата и прижима провода, установленный на дополнительной каретке li, механизм .14 детлеобразования, расположенный на основной каретке 2 с возможностью перемещения, блок fs управления, посредством которого программоноситель 8 электрически соединен с приводом 3 основной каретки 2. Программоноситель 8 снабжен блоком 16 ввода и вывода информации. Йривод 12 дополнительной, каретки 11 через блок 15 управления связан со следящим блоком 4 основной каретки 2. Механизм 14 НГёт леобразования выполнен в виде вилки с замком 17, а механизм 13 захвата и прижима провода выполнен в виде разрезной иглы 18 с ушком. Процесс изготовления жгутов со-, из ряда последовательных тйпо вых 6пераций. Прог1займа На1 раСй-ЙаЯйу первого жгута, производимую обычно йручную, записывается ff программонбситель 8 , и всё последующие жгуты одного и того же типа раскладываются по данной программе. ПослёдоватеЛбность типовых операций может также Э§Жаватъея командами тс пульта управ;ления. И1 1Ъ ШВ Гё1Н1Йё й-ачийается с установки опорных штырей 19 в точках, где потоки провбдов меняют направление. Основная каретка 2 из крайнего положения устанавливается в другое строго определенное положение рядом с сектором 6. Узел 20 переноса сменных механизмов 5 раэворачивйется на определенный угол, захватывает бункер 21с опорными штырями и переносит его из сектора 6 в приемный механизм 22 для установки сменных механизмов 5 подачи опорных штырей и провода, смонтированный на основной каретке 2.. -Основная каретка 2 перемещается по координатам по заданной программе, а механизм для установки сменных.мехаHI13MOB под действием привода 23 устанавливает опорные штыри в перфора- ции. По окончании установки штырей 19 в зaдaнныk точках панели основная каретка 2 перемещается в точку рядом с сектором, бункер 21 для опорных штырей возвращается в сектор 6, а вместо него в приемный механизм устанавливается сменный механизм 5 подачу провода с проводом требуемой расцветки и сечения. Смена всех механизмов в приемном механизме производится узлом 20 переноса сменных механизмов. 5. Далее по заданной программе или. по команде с пульта производится аскладка провода на панели.Каретки перемещаются в точку начала раскладки провода, который заведен, в сменный механизм 5 подачи провода.Механизм 14 петлеобразования захватывает конец провода и вместе с ним перемещается под действием привода 24 влево.Конец провода удерживается в изогнутом положении замком 17. Под действием толкателя 25 проводВЫВОДЯТ из корпуса на некоторую величину, при этом в вилке петлеобразователя образуется петля. Дополнительная каретка 11 с механизмом 13 захвата и прижима провода устанавливается.приводом точно под перфорацией в панели, в .которую должна заводиться петля провода. Механизм 13 захвата и прижима провода под действием привода перемещается вверх и проходит через перфорацию 7. В крайнем верхнем положении механизм 13 захвата и прижима п ровода, .выполненный в виде разрезной иглы 18, раскрывается для захвата петли. В самом Hatiajfie движения вниз разрезная игла закрывается, захватывая петлю. После протаскивания петли через перфорацию 7, в исходнрм положении, игла снова раскрывается, освобождая петлю, а затем заклинивает ее в перфорации, выполняя функции прижима. Удержание петли продолжается до момента очередной заделки провода в перфорацию или до изменения направления движения каретки 2, Обрезка провода производится в конце прокладки электрической цепи ножом 2 б, Каретка 2 перемещается от точки к точке по программе, записанной в программоноситель 8, причем последний управляет приводами кареток через блок 15 управления. Информация о перемещении каретки 2 через следя щий блок 4 перерабатывается в блоке 15 управления и в виде команд воздействует на привод дополнительной каретки 11, которая не повторяет перемещений каретки 2, а направляется к точке, заданной кареткой 2, по кратчайшему пути, т.е. каждое переме щение каретки 11 является функцией .движения каретки 2. После окончания, раскладки провода одной расцветки или сечения происходит перестановка сменных механизмов и начинается раскладка провода другой расцветки или сечения. Формула изобретения 1. Ус тройство для изготовления жгутов, содержащее Монтажный стол, на котором расположена монтажная панель и над которым размещена каретка с приводом и следящим блоком, сменные механизмы подачи провода, элементы раскладки и удержания проводов и программоноситель с программой образцового жгута, о т л и ч а ю щ 6 .е с я тем, что, с целью повышения про изводитёльности, оно снабжено .панелью с образцовым жгутом, снабженной дополнительной кареткой с приводом, механизмом захвата и прижима провода, установленным на дополнительной каретке, сменными ме.ханязмами подачи опорншс штырей, механизмом петлеобразования, расположенньп на основной каретке с возможностью перемещения, и блоком управления, причем сменные механизмы пОдачи провода tt опорных штырей размещены на основной каретке , программоноситель электрически соединен посредством решакадего блока с приводом Основной кареткии снабжен блоком ввода и вывода информации, а привод дополнительной каретки через блок управления связан со следящим блоком основной каретки. 2.Устройство по п, 1, о т л и чающееся тем, что элементы раскладки и удержания провода вапопнены в виде перфораций в панелях. 3.Устройство по п. 1, отличаю щ е е с я тем, что механи:ЗМ петлеобразования выполнен в виде вил-ки с замком. 4.Устройство по п. 1, отличающееся тем, что механизм захвата и прижима провода выполнен в виде разрезной иглы с ушком. Источники информации, ринятые во внимание при экспертизе 1.Патент США № 3609848, л. 209-203, 1970. 2.Патент-СШа 3693228, л. 209-203, 26.09.72 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскладки проводов в жгут | 1988 |
|
SU1672598A1 |
| Способ изготовления коммутационного модуля | 1986 |
|
SU1429352A1 |
| Устройство для изготовления жгутов проводов | 1985 |
|
SU1330659A1 |
| Устройство для раскладки проводов в жгут | 1989 |
|
SU1691996A1 |
| Автомат для предмонтажной обработки проводов | 1983 |
|
SU1129681A1 |
| Устройство для раскладки проводов в жгут | 1984 |
|
SU1580608A1 |
| Жгут и шаблон для раскладки проводов в жгут | 1986 |
|
SU1496020A1 |
| Устройство для изготовления жгутов из проводов | 1986 |
|
SU1441493A1 |
| Устройство для укладки проводов наплАТЕ | 1979 |
|
SU851497A1 |
| Станок для раскладки проводов в жгуты | 1984 |
|
SU1275553A1 |
ae;& sjtafe i@Bii8 Ea i sae u:i e«3tss№«t as«5S S s
fn
13
25
О
Фиг.З
17
АI
Я
i гФиг 5
ОООООООО ОООООООООООООООО
О О О О оо оо ооо о о О оо
о ОООООООООООООООО
оо о о о о ооо о о о оо оо
о ..:Q-:: EU e--€) О О
о- о ооо оо оооо о оо о
о о о о о о о о о о
о о о о оооо
о о
о о о
о о о
о о
16
о
о
о о о о о
оооо о о о о о о о
ооооооооооооооо
0о о о оо ооооо о оо о
1о о о о о о оооо о о о о о
Р о
ооооо
о о о- о ооооо
о о
ФигР
Puf. 7
