ts9
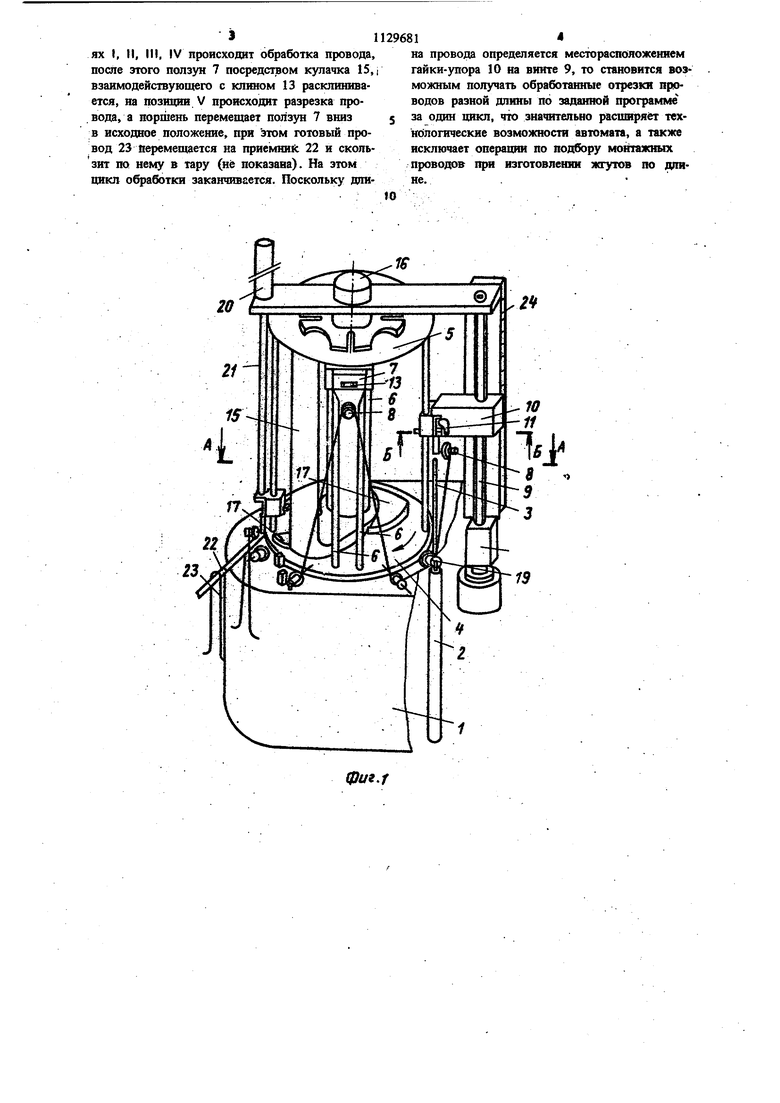
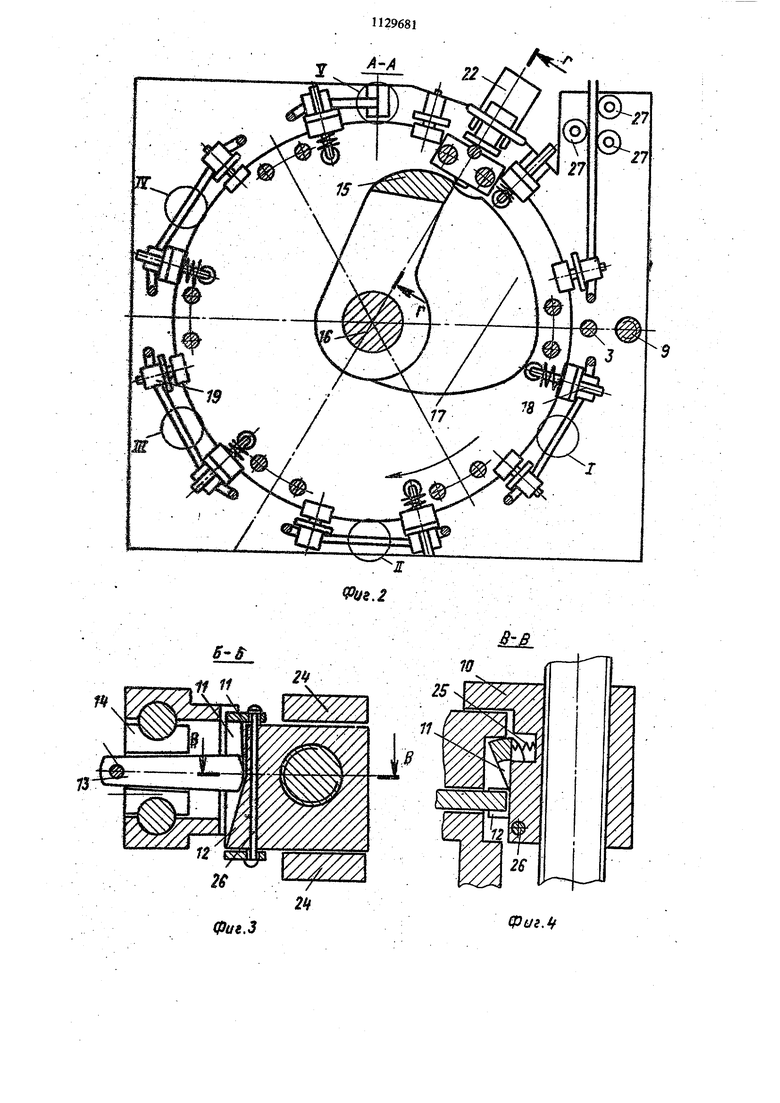
00 Изобретение относится к электрорадиомонталсу, а именно к геигологическому оборудованшо для предмонтажной обработки, проводов Известно устройство для за шстки концов, Л5окений и мерной резки проводов, содержащее механизмы перемещения и раскладки про вода, обжига, зачистки, флюсования, обслуживания и резки провода, вьшолненное в виде двух раздвижных дискбв, по окружности которых размещены штыри для укладки на них провода подпружиненным кулачком, имеющим отверстие для прохода провода и перемещающимся по копиру, расположенному на каретке раскладчика 1. Недостатком указанногЬ устройства является невозможность изменения длины обрабатываемых проводов по заданной программе, а: раскладка провода по штырям оставляет на последнем след перегиба от штыря, который затрудняет монтаж. Известен автомат для подготовки, электрических проводов к монтажу, содержащий , привод, механизм раскладки провода, механизм резки, снятия изоляции, флюсования и лужения концов проводов, транспортирующий многопозиционный ротор, выполненный в виде №уа дисков с отверстиями, один из них установлен подвийато в осевом направлении и несет на себе злементы дпя удержани провода, а другой неподв.ижен, при этом автомат содержит неподвижный ко1шр, расположен ный соосно с транспортирующим ротором, и механизм для зажима провода 12}. Недостатком указанного автомата являются ограниченные технологические возможности, так как для получения монтажных проводов разной длины по заданной программе необходимо производить настройку при остановке автомата. Целыо изобретения является расширение тех нологических врзмолоностей путем пол)Д1ения набора проводов разной длины за один рабочий цикл. Поставленная цель достигается тем, что автомат для предмонтажной обработки проводов содержащий установленный на стан1ше многопо зициоьный транспортирующий ротор, вьшолнен ный в виде установленных на центральной оси приводных дисков, в каждой позиции одного из которых расположены злементы фиксации провода и механизм петлеобразования, и расставленные по соответств}тощим позициям на станине механизмы подачи и измерения дяины, обработки провода, резки и выгрузки, снабжен установленным в позищга измерения длины задатчиком длины петли провода и даумя пневмоприводами со встречно направленными щтоками, один из которых расположен в позиции измерения длины, а другой - в позиции резки, механизм петлеобразования вьшолнен в виде ползуна с роликом и рычаЖ но-клиновым фиксатором, установленного на направляющих между злементами фиксации каждой смежной поз1сщи, и расклинивающего кулачка, расположенного в позиции резки, задатчик длины петли провода вьшолнен в виде ходового винта и гайки-упора с собачкой, .при этом каждый ползун установлен с возможностью поочередного взаимодействия со штоками пневмоцилиндров, а его рычажноклиновой фиксатор - с собачкой гайки-упора и расклшшвающим кулачком. На фиг. 1 изображен автомат для предмонтажной обработки проводов, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг.1; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. б - вид D на фиг. 5. Автомат содержит станину 1, привод, механизм петлеобразования, состоящий из пневмоцилиндра 2 со цггоком 3, расположенные на станине 1 механизмь снятия изоляции 1, зачистки II, флюсования til, лужения IV и резки V, многопозиционный транспортирующий ротор, включающий диски 4, 5, соединенные между собой направляющими плангами 6, на которых установлены ползуны 7 с направляющими роликами 8, механизм измерения длины провода, выполненный в виде винта 9 с гайкой-упором 10, в которой щарнирно установлена подпрзокиненная собачка 11, и кулачок 12,. взаимодействующий с клином 13, расположенным в ползуне 7 и заклинивающим его на щтангах 6 посредством сухарей 14, кулачок 15 для расклинивания полззгнов 7, закрепленный на центральной оси 16, кулачок 17, взаимодействующий с захватами 18 провода, ролики 19, механизм для возврата ползунов 7 в исходное положение, содержаишй пневмоцилиндр 20 со щтоком 21, выполненный в виде вилки приемник 22 проводов 23, направляющие 24 для удержания от поворотов гайкиупора Ш, пружину 25 и ось 26 для собачки Пи рихтующие ролики 27. Автомат работает следующим образом. Конец провода проп скается через рихтующие ролики 27 и закрепляется захватом 18, затем включается привод (не показан) автомата, работающий по циклограмме, шток 3 перемещает полззш 7 до гайки-упора 10, а .ролик 8 вытягивает до нужной длины петлю провода 23, после чего пневмопривод реверсируется, и шток 3 возвращается в исходное положение. Ползун 7 удерживается собачкой 11 на гайке-упоре 10, а при перемещении дисков 4, 5 на очередной щаг ползун 7 заклинивается на направляющих щтангах 6 посредством кулачка 12, клина 13 и сухарей 14. На позициях I, II, III, IV происходит обработка провода, после этого ползун 7 посредством кулачка 15,| взаимодействующего с клином 13 расклинивается, на позиции V происходит разрезка провода, а поршень перемещает ползун 7 вниз в исходное положение, при этом готовый провод 23 перемещается на приемник 22 и скопьзит по нему в тару (не показана). На этом цикл обработки заканчивается. Поскольку длина провода определяется месторасположением гайки-упора 10 на винте 9, то стаиовится возможным получать обработанные отрезки проводов разной длины по заданной программе за один цикл, что значительно расщиряёт технологические возможности автомата, а также исключает операции по подбору монтажных проводов при изготовлении жгутов по длине.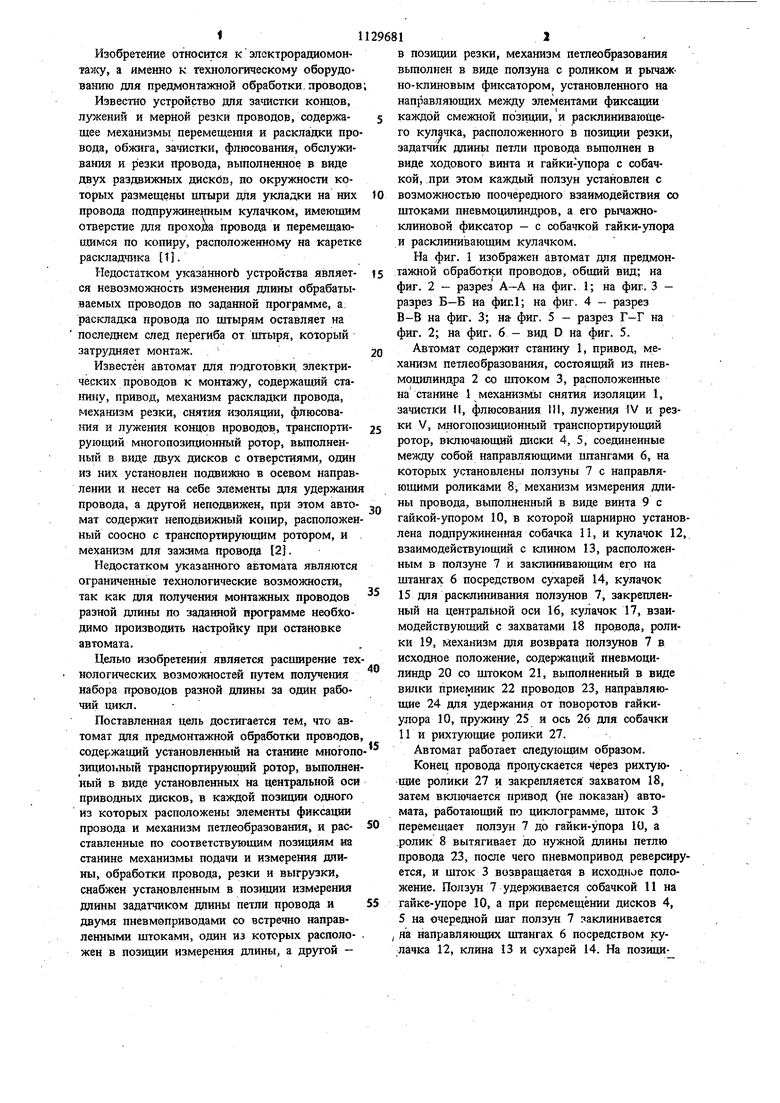
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат комплексной подготовки проводов к монтажу | 1987 |
|
SU1411872A1 |
| Автомат для подготовки электрических проводов к монтажу | 1986 |
|
SU1464232A1 |
| Автомат для подготовки электрических проводов к монтажу | 1984 |
|
SU1339710A1 |
| Автомат для подготовки электрическихпРОВОдОВ K МОНТАжу | 1978 |
|
SU845207A1 |
| Автомат для предмонтажной обработки электрических шнуров | 1988 |
|
SU1642542A1 |
| Автомат для заготовки монтажных проводов | 1979 |
|
SU1008831A1 |
| Автомат для мерной резки проводов и зачистки их концов от изоляции | 1983 |
|
SU1128321A1 |
| Автомат для подготовки проводов к монтажу | 1987 |
|
SU1457041A1 |
| Устройство для изготовления из проволоки деталей типа штырей | 1982 |
|
SU1180129A1 |
| Полуавтомат для лужения деталей | 1984 |
|
SU1194617A1 |
А ВТОМАТ ДЛЯ ПРЩЩОНТАЖНОЙ ОБРАБОТКИ ПРОВОДОВ, содержащий устаиовленный на ;ташше миогопознщонный транспортируюищй ротор, вьшоянекный в виде размешенных на центральной оси приводных дисков, в каждой позиции одаого из которых расположены элементы фиксации провода и механизм-петлеобразования, и расставлеииые по соответствующим позициям на станине механизмы подата и измерения длины, обработки провода, резки к выгрузки, отличающийся тем, что, с целью расширения технологических возможностей путем палучеяия набора проводов разнЫ1 длины за один рабочий цикл, автомат снабжен установлениым в позиции измерения дгоош задвтчиком дпины петли проводэ и двумя пневмоприводами со встречно направленными штоками, один из которых расположен в позиции измерения щ«яы, а другой - в позишш резки, механизм петлеобразования вьшолиги в виде ползуна с роликом и рычажио-клиновым фяоссатором, установленного на направляющих между зпементами фиксации каждой смежной позиции, и расклинйваюшего кулачка, раслоложооюго в позиции резки, задатчик длины петтш |фовода выполнен в виде ходового виита и гайки-упора с собачкой, при этом каждый ползуи усташ новлен с вошо.жностью поочередного взаимодействия со штоками пиевмоцияиндров, а его с рычажно-клшювый ф1ассагор - с собаякой гайки-упора и расклинивающим кулачком.
20
2f
фиг,if
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ЗАЧИСТКИ концов, ЛУЖЕНИЯ и МЕРНОЙ РЕЗКИ ПРОВОДОВ | 0 |
|
SU233765A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автомат для подготовки электрическихпРОВОдОВ K МОНТАжу | 1978 |
|
SU845207A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
