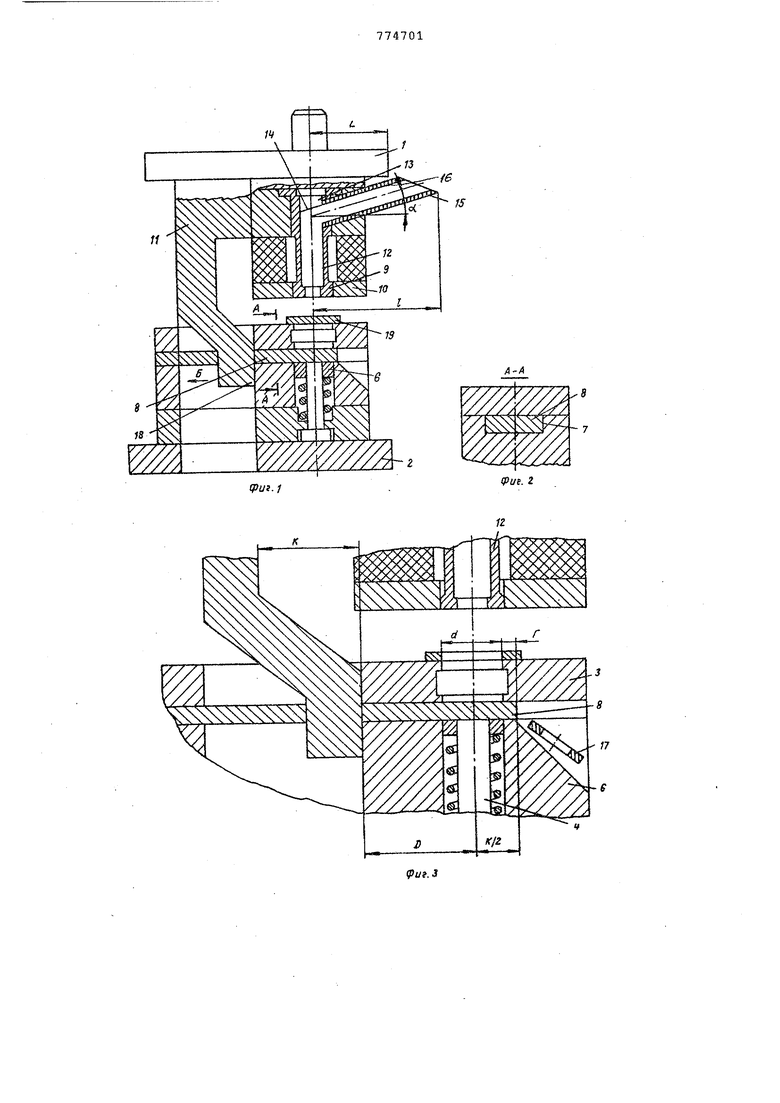
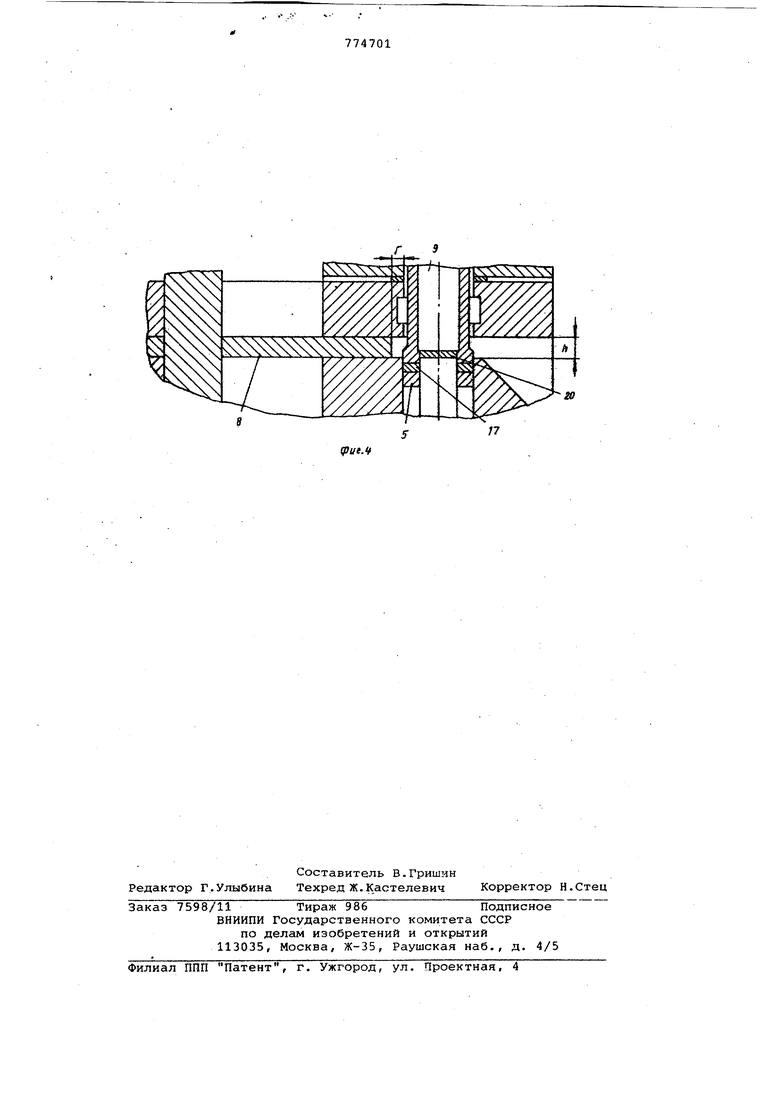
Изобретение относится к области обработки материалов давлением и может быть использовано в листоштампо вочном производстве. Известен штамп для вырубки и пробивки деталей из листового материала содержащий неподвижную часть, включающую вырубную матрицу и пробивной пуансон с выталкивателем, и подвижную часть, содержащую пуансон-матрицу с прижимом-съемником . Однако этот штамп не обеспечивает надежного гарантированного удаления отштампованных деталей и отходов из рабочей зоны, что служит причиной его выхода из строя (зарубание). Недостаток устраняется за счет т го, что штамп снабжен подвижным пер пендикулярно направлению перемещения подвижной части штампа шибером дл/f удаления отштампованных деталей размещенных между вырубной матрицей и пробивным пуансоном, режущая кром ка которого расположена за зеркалом матрицы по направлению перемещения подвижной части при штамповке. Пуан сон-матрица выполнена со сквозным ступенчатым отверстием, в большей ступени которого установлена заглуш ка, ее обращенная к режущей кромке пуансон-матрицы торцовая поверхность наклонена к зеркалу вырубной матрицы под углом, большим угла самотор- можения, а в подвижной части штампа заподлицо с наклонной поверхностью заглушки установлен патрубок, имеющий отверстие, равное отверстию большей ступени пуансон-матрицы,и выступающий открытым концом за пределы подвижной части штампа. На фиг. 1 изображен штамп, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - расположение деталей штампа в момент удаления отштампованной детали из рабочей зоны; на фиг. 4 - расположение деталей штампа в момент пробивки отверстия в штампуемой детали. Штамп содержит подвижную 1 и неподвижную 2 плиты, на плите 2 закреплена вырубная матрица 3, за зеркалом которой по ходу перемещения подвижных частей штампа при штамповке расположен дыропробивной пуансон 4 с подпружиненным выталкивателем 5 и промежуточная плита б. В плите 6 выполнен сквозной паз 7, в котором между матрицей 3 и пробивным пуансоном 4 размещен шибер 8 для удаления отштам пованных деталей, подвижный перпенди кулярно перемещению подвижных частей штампа. На подвижной плите 1 закреплен пуансон-матрица 5 подпружиненный прижим-съемщик 10 и двухступенчатый двухсторонний клин 11, связанный с шибером 8. Сквозное .отверстие в пуансон-матрице 9 выполнено ступенчатым, большая ступень 12 закрыта с торца заглушкой 13, Обращенная к режущей кроме пуансон-матрицы 9 торцо вая поверхность 14 заглушки 13 накло нена к зеркалу вырубной матрицы 3 под углом оС большим угла самотормозцения. В отверстии, выполненном в. боковой поверхности пуансон-матрицы 9, также под углом об установлен патрубок 15, выступающий открытым конусом за пределы подвижной плиты 1 штампа (). Поверхность отверстия 16 патрубка 15 выполнена заподлицо с поверхностью 14, а размеры отверстия 16 равны размерам отверстия 12 пуансон-матрицы 9. Расстояние К между ступенями клина 11 (ход шибера) равно диаметру d штампуемой детали 17 плюс 2Г - величина дополнительного хода шибера 8, равная 4-6 мм. Ступень 18 клина 11 размещена от оси штампа на расстояни и , не меньшем удвоенной величины К или кратной этой величине минус вели чинах. . Выполнение расстояний 2К и 1) оговоренных величин связано с обес печением гарантированной работы штам па. Штамп работает следующим образом При движении подвижной части штампа настречу неподвижной клин 11 перемещает шибер 8 по направлению стрелки Б (фиг. 1) до тех пор пока не откроется провальное отверстие вырубной матрицы 3. Одновременно с подвижной частью штампа перемещатотся пуансонматрица 9 и прижим-съемник 10, с помощью которых заготовку 19 прижимают к зеркалу вырубной ма;грицы 3, вырубают из нее полуфабрикат с диаметром d и перемещают ее через провальное отверстие вырубной матрицы 3 на позицию расположения режущей кромки пробивного пуансона 4. При дальнейшем движении пуансон-матрица 9, перемещая выталкиватель 5, с помощью пуансона 14 пробивает в полуФабрикате отверстие, оформляя деталь 17. Отход 20 от пробивки пападает в отверстие 12 пуансон-матрицы 9. При необходимости рихтовки детали 17 пуансон-матрица 9 перемещается до упора выталкивателя 5 в опорную плиту 2. При движении подвижных частей штампа в обратном направлении пуансон-матрица 9 освобождает рабочее ;пространство штампа, деталь 17 выталкивателем 5 снимается с противного пуансона 4 и при движении шибера 8 в обратном направлении (против стрелки Б) удаляется из штампа в тару (не показана). По мере накопления отходов 20 он перемещается в отверстиях 12 пуансон-матрицы 9 и 16 патрубка 15 до попадания в тару. Формула изобретения 1.Штамп для вырубки и пробивки деталей из листового материала, содержащий неподвижную часть, несущую вырубную матрицу и пробивной пуансон с выталкивателем, и подвижную часть, несущую пуансон-матрицу с прижимомсъемциком, отличающийся тем, что, с целью повьЕиения надежноети удаления деталей, он снабжен подвижным перпендикулярно к направлению перемещения подвижной части шибером для удаления отштампованных деталей, размещенным между вырубной матрицей и пробивным пуансоном, а режущая кромка последнего расположена за зеркалом матрицы по направлению перемеЫения подвижной части при штамповке. 2.Штамп ПОП.1, отличающийся тем, что, с целью удаления отхода из рабочей зоны штампа, пуансон-матрица выполнена со сквозным ступенчатым отверстием, в большей ступени установлена заглушка, ее обращенная к режущей кромке пуансонматрицы торцовая поверхность наклонена к зеркалу вырубной матрицы под углом, большим угла самоторможения, а в подвижной части штампа заподлицо с наклонной поверхностью заглушки установлен патрубок, имеющий отверстие, равное отверстию большей ступени пуансон-матрицы, и выступающий открытым концом за пределы подвижной части штампа. Источники информации, принятые во внимание при экспертизе 1. Фойгельман Г.А. Альбом конструкций универсальных штампов, блоков и узлов для холодной штамповки. М., Машгиз, 1970, с. 109.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп совмещенного действия | 1975 |
|
SU592488A1 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
| Штамп комбинированный | 1985 |
|
SU1292877A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |
| Штамп для изготовления тарельчатых пружин | 1978 |
|
SU721184A1 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| СОВМЕЩЕННЫЙ ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ | 1971 |
|
SU311686A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |