При таком способе измерения достигается полное функциональное я количественное соответствие между напряжением наводки и компенсирующим, так как их источником являются одни и те же элементы - провода измерительной- цепи, подключающие регистрирующий прибор к электродам сварочной машины. При сварке деталей в измерительной цепи .действует активное падение напряжения на сварочном контакте и ЭДС,взаимной; индукции, наводимая сварочным током. При переходе машины от сварки к режиму короткого замыкания, действует только ЭДС взаимной индукции, так как ввиду отсутствия свариваемого изделия, разность потенциалов между электродами машины равна нулю.
Настройка кo дпe caции в предлагаемом способе отсутствует. Фактически она сводится к измерениюи запоминанию напряжения наводки на провода измерительной цепи от сварочног тока в рейсиме короткого замыкания маишны.
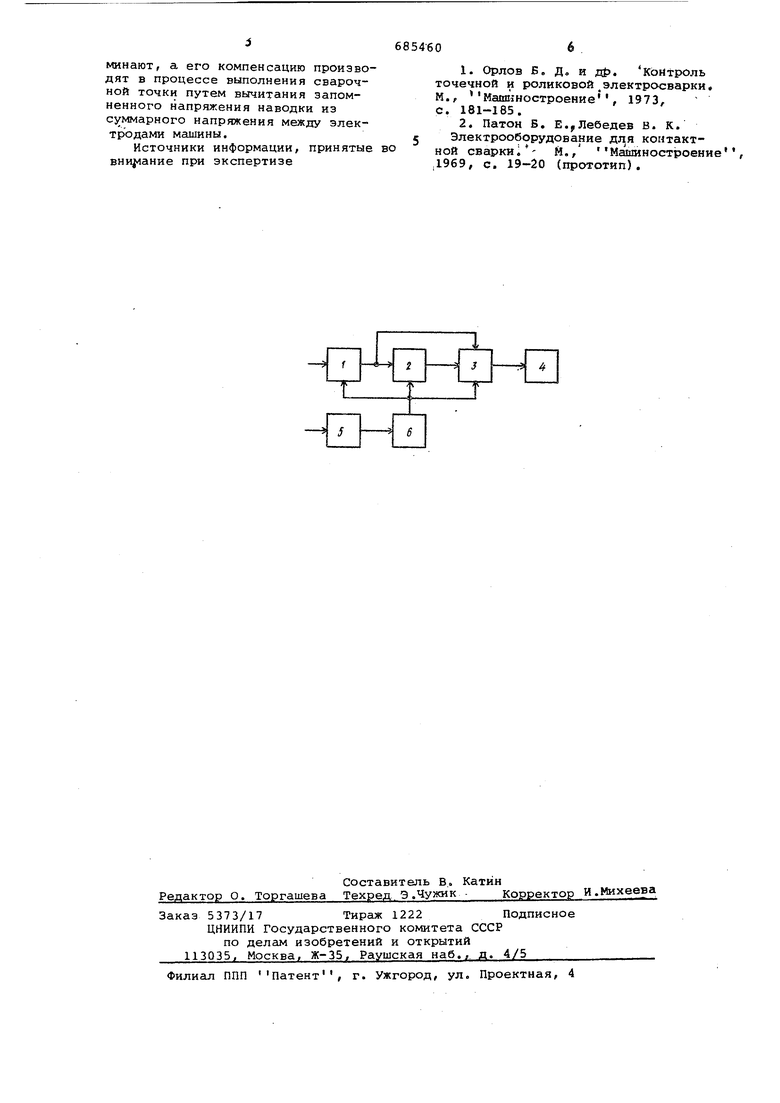
Иа чертеже изображена схема устройства, реализующего способ.
Предлагаемое устройство содер жит аналого-цифровой преобразователь 1, блок 2 памяти, арифметическое устройство 3, регистрир пощий прибор 4, синхронизатор 5 и блок б управления. Элементы устройства соединены так, что аналого-цифровой преобразователь 1, блок 2 памяти, арифметическое устройство 3 и регистрирующий, прибор 4 включены последовательно, причем выход аналого цифр.ового преобразователя 1 подсоединен к втсэрму входу арифметического устройства З.Синхррнизатор 5 подключен к блоку б управления, выход которого соедине с вторыми входами ангшого-цифрового преобразователя 1 и блока 2 памяти и третьим входом арифметического устройства 3,
С измерительвой цепи (на чертеже не показа.на) напряжение, снимае мое с концов электродов сварочной машины, поступает на вход аналогоцифрового преобразователя 1. Этим . блоком производится измерение непрерывного сигнала и его преобразование в дискретную форму Результаты измерений поступают либо в арифметическое устройство 3, либо заносят.ся в блок 2 памяти и хранятся. в нем. В режиме короткого замыкания сварбчной маиины измеряется ЭДС. взаим.ной индукции от сварочного тока -- напряжение наводки на проводах измерительной цепи, цифровые значения которого.заносятся в блок 2 памяти. При сварке деталей в измерительной цепи действуют: активное падение .напряжения на сварочном контакте и ЭДС взаимной индукции После измерения и кодирования аналого-цифровым преобразователем этот суммарный сигнал поступает в арифметическое устройство 3. Туда же по другому входу поступает цифровой код напряжения наводки, хранящийся в блоке памяти. Арифметическое устройство 3 выполняет операцию вычитания напряжения наводки из суммарного сигнала, действующего в измерительной цепи, т. е, в арифметическом устройстве происходит выделение полезного сигнала из сигнала помехи. С выхода блока активное падение напряжения на сварочном контакте поступает на регистрирующий прибор 4.
Блок 6 управления синхронизирует во времени работу аналого-цифрового преобразователя 1, блока 2 памяти и арифметического Устройства Зо Кроме того, блок 6 управления Осуществляет перевод устройства из режима, при котором измеряется и запоминается напряжение помехи, в режим измерения активного падения напряжения на сварочном контакте. Для синхронизации устройства с циклом выполнения операций сварочной мшиной служит синхронизатор 5, связанный с Одной стороны с машиной, с другой - с блоком 6 управления.
Точность измерения активного, падения напряжения на сварочном контакте в основном определяется дискретностью представления непрерывных сигналов. С увеличением частоты дисретизации погрешность от аппроксимации уменьшается. Для получения раной точности измерения при различном времени сварки tea частоту дискретизации i следует изменять. Так, при 0,06 сек частота дискретизации выбиралась равнойf, 1,95 кГц Число уровней квантования сигнала при f|j 1,95 кГц составило 110. Погрешность от аппроксимации при этом не превышала 1%. Число двоичных, разрядов для представления измерительной информации технологических процессов обычно выбирается равным восьми, что обеспечивает достаточно высокую точность их измерения {порядка 0,5% для верхнего значения параметраи,пц -5В/. .
Формула изобретения
Способ измерения напряжения на электродах сварочной машины, основанный на измерении активной сотавляющей падения напряжения на электродах с кo етetзcaциeй напряжения наводки, отличаю щи йс Я тем, что, с целью повышения точности измерения и улучшения технологичности способа, напряжение наводки измеряют в режиме короткого замыкания машины и запо.минают, а его компенсацию производят в процессе выполнения сварочной точки путем вычитания запомненного напряжения наводки из ci MMapHoro напряжения между электродами машины.
Источники информации, принятые вни 1ание при экспертизе
1.Орлов Б, д, и pp. Контроль точечной и роликовой электросварки, М., Машиностроение. 1973
с. 181-185.
2.Патон Б. Е.,Лебедев в. к. Электрооборудование для контактной сварки; М,, Машиностроение , ,1969, с. 19-20 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения напряжения на сварочных электродах | 1978 |
|
SU747654A1 |
| Устройство для контроля параметров процесса контактной сварки | 1980 |
|
SU912440A1 |
| ВЫСОКОВОЛЬТНОЕ ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОКА | 2007 |
|
RU2346285C1 |
| Способ контроля качества сварных соединений, выполненных стыковой контактной сваркой оплавлением, и устройство для его реализации | 2018 |
|
RU2682362C1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2011 |
|
RU2457497C1 |
| Устройство для измерения напряжения на сварочных электродах | 1981 |
|
SU998054A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1985 |
|
SU1243918A2 |
| Способ контроля процесса контактной сварки | 1984 |
|
SU1232429A1 |
| Способ измерения напряжения на электродах сварочной машины переменного тока | 1985 |
|
SU1320034A1 |
| Устройство для контроля параметров процесса контактной сварки | 1977 |
|
SU650754A1 |
