1
Изобретение относится к машинострое нию и предназначено для обработки спиральных пружин и других тел вращения.
Известно устройство для обработки фасок на цилиндрических деталях, содержащее абразивный инструмент, П-образиущ направляющую, по которой перемещаются цилиндрические детали при помощи контактирующего с ними бесконечного ремня, установленного на ведущий и ведомый щкивы и прижатого направляющей плаикой к изделиям.10
Такое устройство не обеспечивает высокой производительности и точности обработки, так как детали в процессе прохождения по П-образной направляющей могут перекащиваться и не имеют надежного прижима к инструменту. Устройство не предусматривает также разделение обрабатываемых изделий при их движении.
Цель изобретения - повыщеиие производительности и качества обработки. .
Указанная цель достигается тем, что уст- ул ройство снабжено плоской пружиной, закреп ленной на внутренней стенке П-образной направляющей против окна для инструмента, ртсекателем, выполненным в виде рычага, и вилкой с пазами, установленной с возможностью качания. При этом устройство снабжено рамой, на которой смонтированы ведущий и ведомый щкивы С бесконечным ремнем и направляющей планкой, и дополнительным бесконечным ремнем со шкивами, установленными в нижней части П-образной направляющей с возможностью контакта с цилиндрической поверхностью изделия.
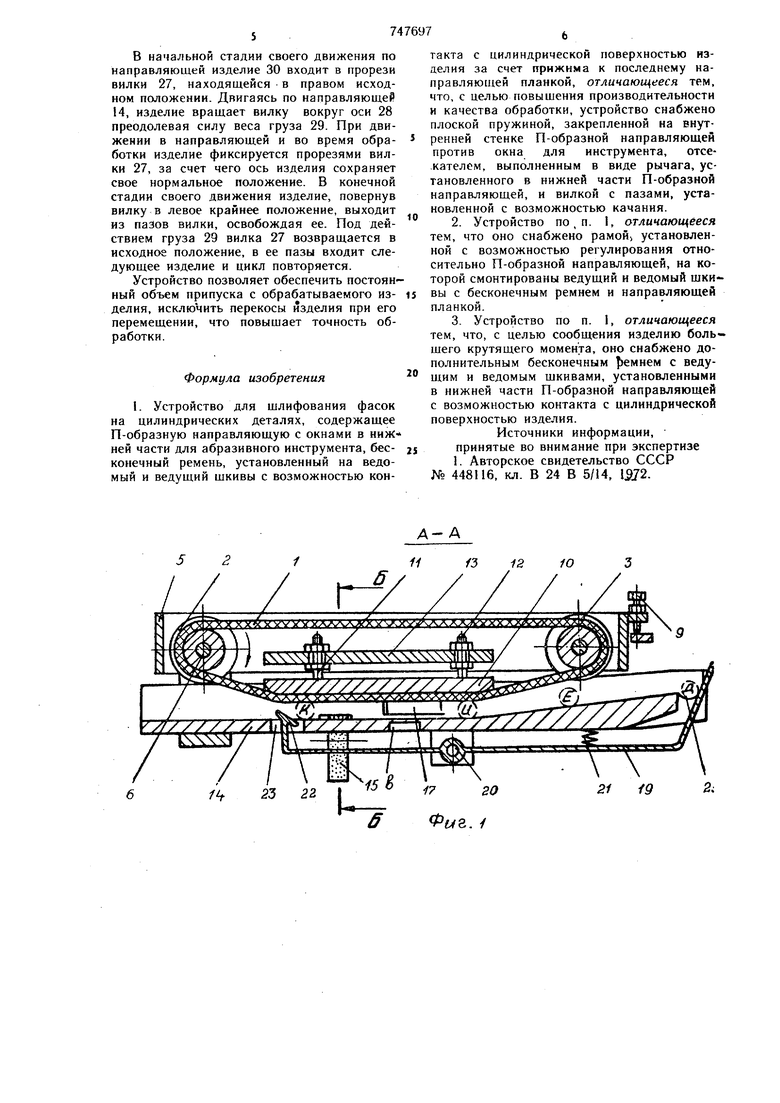
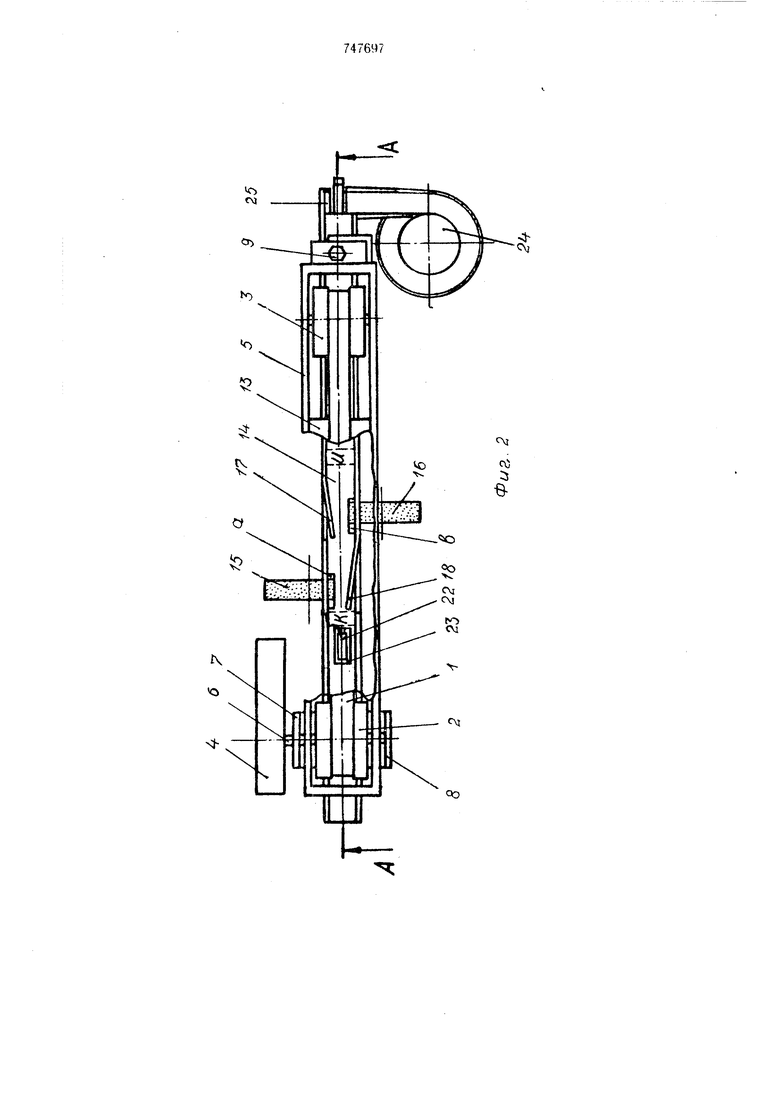
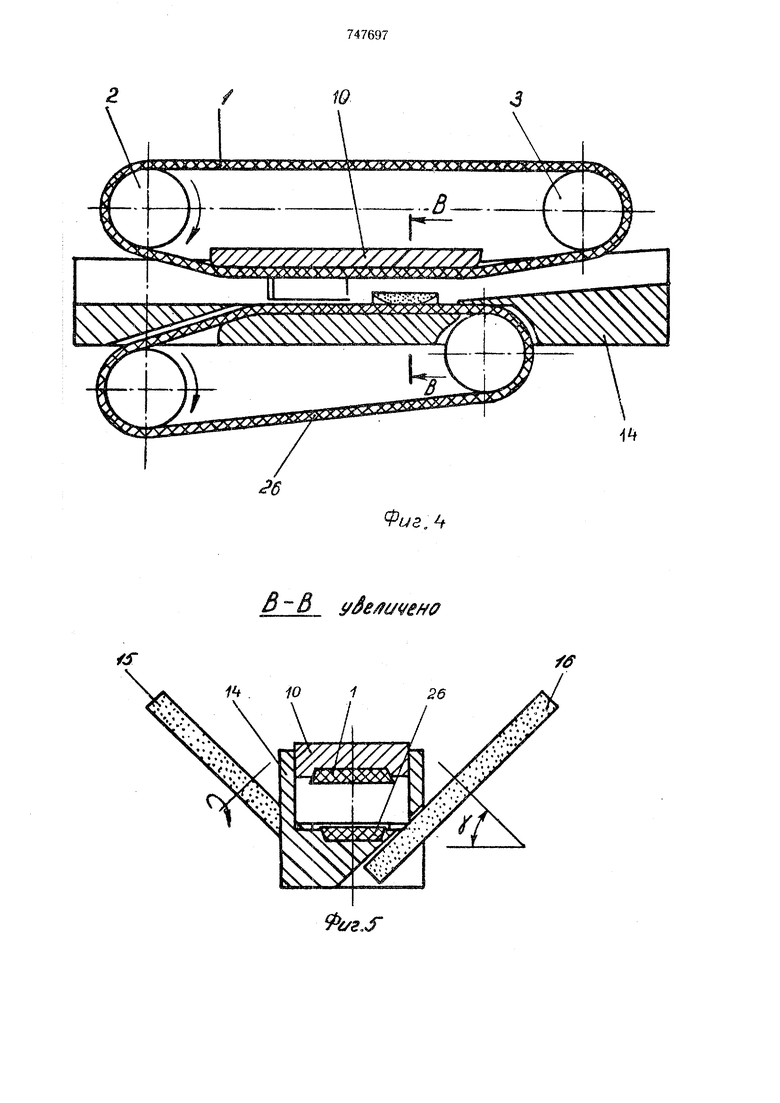
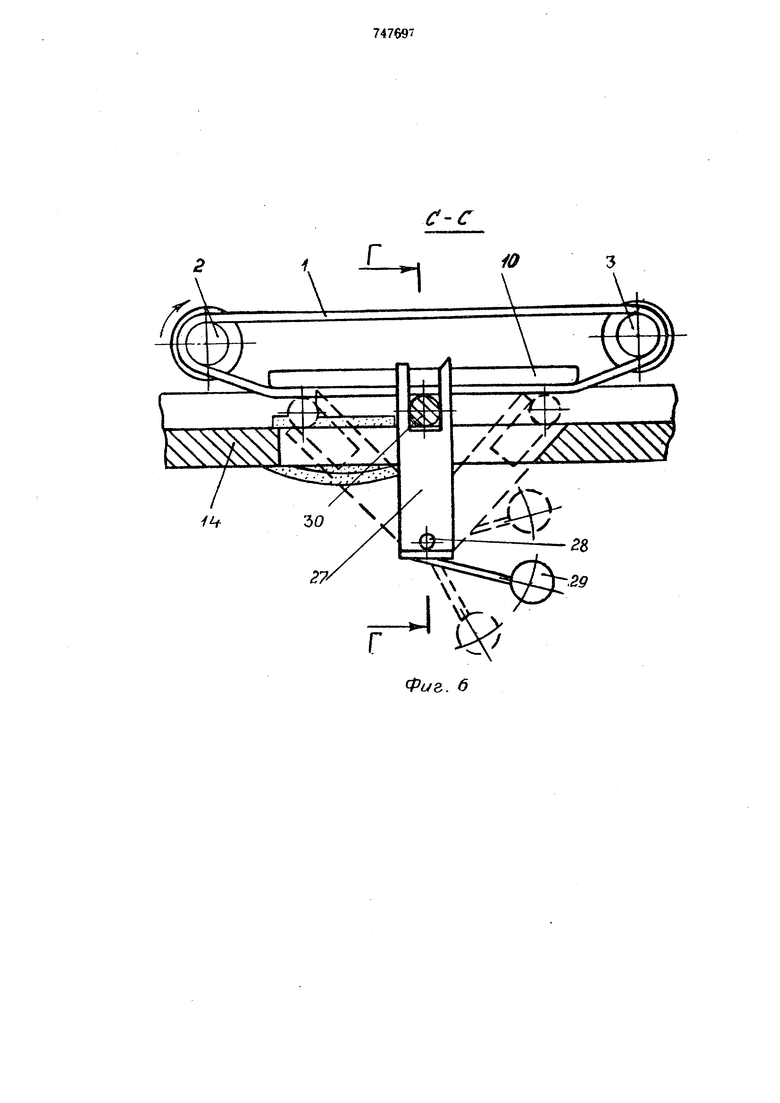
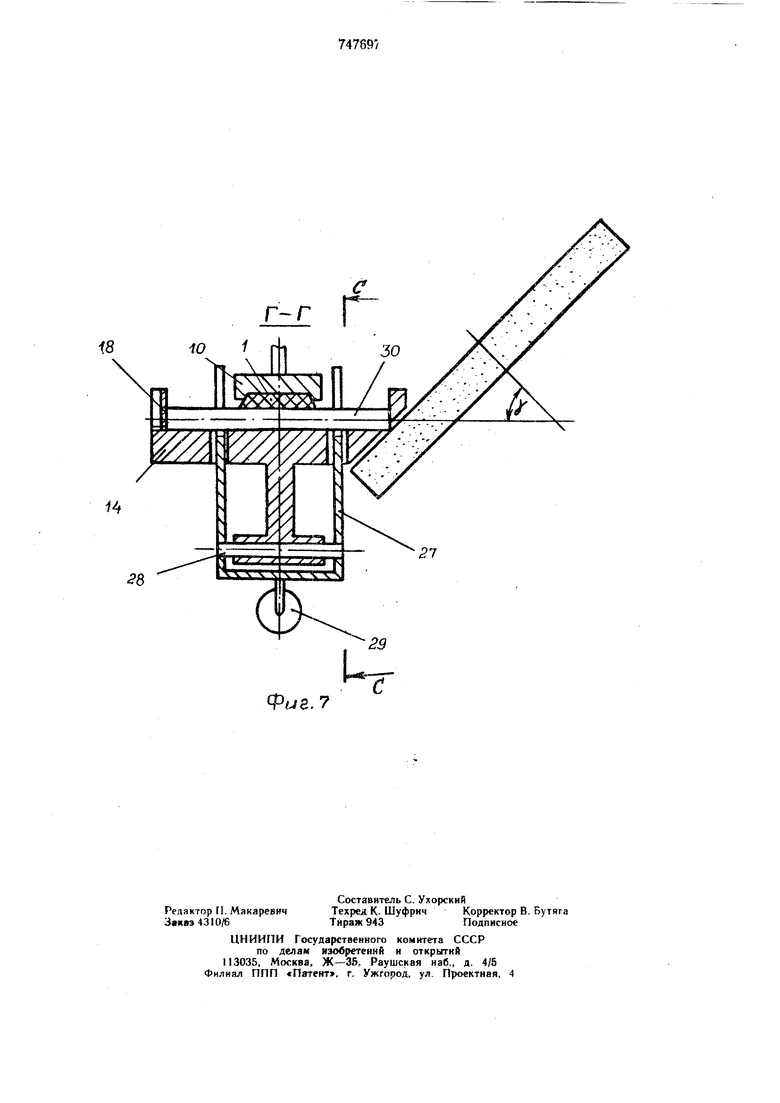
На фиг. I изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сверху; иа фиг. 4 и 5 - вариант исполнения устройства с двумя передачами; на фиг. 6 и 7 - вариант исполнения уст ройства с поддерживающей вилкой.
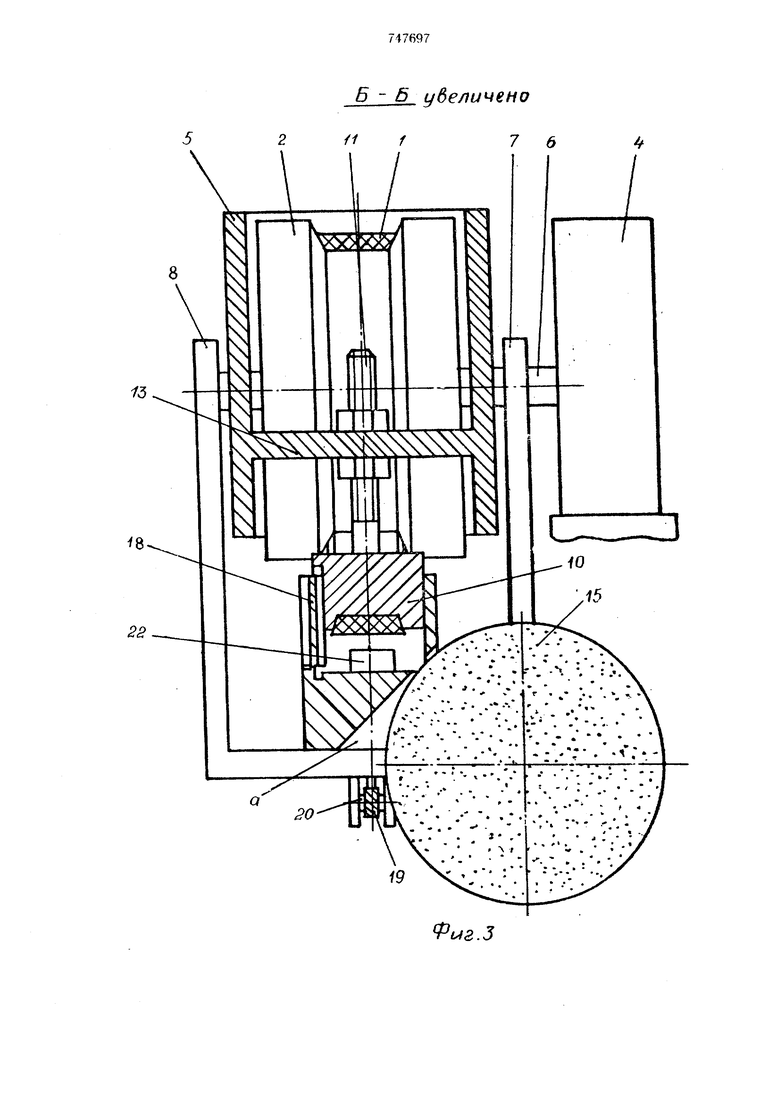
Устройство, изображенное на фиг. I и 2 включает в себя бесконечный ремень 1, ведущий шкив 2, ведомый щкив 3, привод 4 передачи, раму 5, опирающуюся со стороны ведущего щкива 2 на приводной вал 6, установленный в опорных стойках 7 н 8. Со стороны ведомого щкива 3 рама 5 опирается на регулировочный болт 9. Натяжение ремня 1 производится с помощью прижима 10, укрепленного на щпильках И и 12 в поперечине 13 рамы 5. Прижим 10
с нижней ветвью ремня 1 расположен в верх ней части П-образной направляющей 14. В нижней части направляющей 14 выполнены окна а и 0, в которых установлены шлифовальные круги 15 и 16. Стенки направляющей 14, расположенные напротив окон с и б выполнены в виде плоских пружин 17 и 18, отогнутых вовнутрь направляющей 14. Во время обработки изделия плоские пружины 17 и 18 прижимают его К той стенке направляющей 14, где расположено окно со щлифовальным кругом. Под Направляющей 14 расположен отсекатель 19, установленный на оси 20 и пружине 21. ОтСекатель 19 своей пятой 22 входит Е; паз 23, выполненный в нижней части направляющей 14. 8 передней части направляю щей 14 установлен вибробуикер 24, слу жащий для подачи заготовок в прорезь 25 направляющей 14.
На фиг. 1 и 2 пунктирными линиями и буквами Д, Е, И, К изображены последовательные положения изделия при его перемещении в направляющей 14.
Устройство работает следующим образом.
Привод 4 через вал 6 приводит во врашение в направлении, указанном стрелкой, ведущий щкив 2, бесконечный ремень 1 и ведомый щкив 3. Изделие подается вибробункером 24 в прорезь 25 направляющей 14, .40 упора в боковую стенку направляющ.ей 14, При запуске устройства первое изделие подается в наклонную часть направляющей 14 нажатием на рычаг отсекателя 19. Скатываясь по наклонной части направляющей 14, изделие захватывается движущимся ремнем 1. В момент захвата изделия ремнем 1 рама 5, поворачиваясь на валу 6 приподнимается и своим весом через прижим 10 и ремень прижимает изделие к нижней части направляюп.1ей 14. Под действием движущегося ремня 1 изделие, вращаясь вокруг своей продольной оси, движется поступательно в направляющей 14. Обработка фасок изделия производится вращающимися шлифовальными кругами 16 и 15 через окна айв. Пластинчатые пружины 17 и 18 подают изделие в направлении его продольной оси и удерживают его во время обработки у той стенки направляющей 14, где в настоящее время расположено окно со щлифовальным кругом. После окончания обработки изделие выходит из-под прижима 10 и рама 5 опускается в исходное положение. При выходе изделия из-под прижима, оно нажимает на пяту 22 отсекателя 19, который, поворачиЙясь вокруг оси 20, выталкивает из про ()ези 25 следующее изделие. Далее цикл йовторяется. Устройство работает в авто магическом режиме.
Число оборотов, совершаемое изделием 1рямо пропорционально пути, который про
ходит изделие, соприкасаясь с бесконечным ремнем, и обратно пропорционально диаметру изделия. Длн обработки одной фаски изделие должно повернуться не менее чем на один оборот. Исходя из .этого, щирина рабочей поверхности шлифовального круга должна быть не менее длины окружностиизделия. Для уменьшения габаритов шлифовальных кругов, создания больщего крутящего момента при обработке крупных изделий, устройство выполняется по схеме, изображенной на фиг. 4 и 5. При этом в устройство вводится передача, бесконечный ремень 26 которой расположен в нижней части направляющей 14. Направление движения нижнего ремня 26 противоположно движению верхнего 1. За счет того, что изделие врагцается двумя бесконечными ремнями 1 и 26, переме цающимися в разных направлениях, ему сообидается €ольшой крутящий момент и большое число оборотов, приходящееся на единицу длины пути проходимого изделием в направляющей. Поступательное движение из.аелия в направляющей 14 осуществляется за счет разницы в скоростях верхнего и нижнего ремней. Для того, чтобы изделие двигалось в направлении подачи, скорость движения верхнего ремня должна быть больше скорости движения нижнего рем.ня. Угол между осью вращения шлифовального круга и осью вращения изделия выбирается з зависимости от угла фаски изделия.
Изделия одной номенклатуры, обрабатываемые в П-образной направляющей, имеют различную длину, что обусловлено наличием поля допуска на длину изделия. Ширина П-образной нагфавляющей рассчитана на длину наибольщего изделия, лежащего в поле допуска. Для того, чтобы продольная ось изделия, при движении его в П-образной направляющей, всегда была перпендикулярна боковым стенкам направляющей и не происходило заклинивания изделия или разворота его продольной оси вдоль направляющей, должно выполняться следующее условие. Размер по диагонали наименьшего изделия, лежащего в поле допуска, должен быть больше ширины направляющей. В случае, если это условие не выполняется, что бывает у изделий с большим отношением длины к диаметру, то устройство необходимо оснащать приспособлениями, которые будут удерживать изделие в правильном положении.
Устройство, содержащее такое приспособление изображено на фиг. 6 и 7. Приспособление, состоит из вилки 27 с прорезями, ширина которых соответствует диаметру изделия. Вилка 27 установлена на оси 28 и свободно вращаться на ней На хвостовике вилки 27 укреплен груз 29. Правое - исходное я левое -- крайнее положения вилки 27 показаны на фиг. 6 пунктирными линиями. Приспособление работает следующим образом. В начальной стадии своего движения по направляющей изделие 30 входит в прорези вилки 27, находящейся в правом исходном положении. Двигаясь по направляющей 14, изделие вращает вилку вокруг оси 28 преодолевая силу веса груза 29. При движении в направляющей и во время обработки изделие фиксируется прорезями вилки 27, за счет чего ось изделия сохраняет свое нормальное положение. В конечной стадии своего движения изделие, повернув вилку в левое крайнее положение, выходит из пазов вилки, освобождая ее. Под действием груза 29 вилка 27 возвращается в исходное положение, в ее пазы входит следующее изделие и цикл повторяется. Устройство позволяет обеспечить постоянный объем припуска с обрабатываемого изделия, исключить перекосы изделия при его перемещении, что повыщает точность обработки. Формула изобретения I. Устройство для щлифования фасок на цилиндрических деталях, содержащее П-образную направляющую с окнами в нижней части для абразивного инструмента, бесконечный ремень, установленный на ведомый и ведущий щкивы с возможностью контакта с цилиндрической поверхностью изделия за счет прижима к последнему направляющей планкой, отличающееся тем, что, с целью повыщения производительности и качества обработки, устройство снабжено плоской пружиной, закрепленной на внутренней стенке П-образной направляющей против окна для инструмента, отсекателем, выполненным в виде рычага, установленного в нижней части П-образной направляющей, и вилкой с пазами, установленной с возможностью качания. 2. Устройство по, п. 1, отличающееся тем, что оно снабжено рамой) установленной с возможностью регулирования относительно П-образной направляющей, на которой смонтированы ведущий и ведомый щкивы с бесконечным ремнем и направляющей планкой. 3. Устройство по п. 1, отличающееся тем, что, с целью сообщения изделию боль щего крутящего момента, оно снабжено дополнительным бесконечным |)емнем с ведущим и ведомым щкивами, установленными в нижней части П-образной направляющей с возможностью контакта с цилиндрической поверхностью изделия. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 448116, кл. В 24 В 5/14, 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования фасок на цилиндрических деталях | 1985 |
|
SU1296376A1 |
| Устройство для снятия фасок с тел вращения | 1989 |
|
SU1773688A1 |
| Устройство для шлифования тел вращения | 1972 |
|
SU448116A1 |
| Устройство для подачи изделий в зонуОбРАбОТКи | 1975 |
|
SU831519A1 |
| УСТАНОВКА ДЛЯ ШЛИФОВАНИЯ | 2008 |
|
RU2385795C2 |
| Устройство для оборачивания и расстила лент льна | 1985 |
|
SU1271428A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Устройство для подачи обвязочной ленты | 1989 |
|
SU1712250A1 |
| Устройство для срезания волосяного покрова с меховых шкур | 1982 |
|
SU1124040A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
Б 5 увеличено 1 f7
.З 6
Фиг,
/2,S
