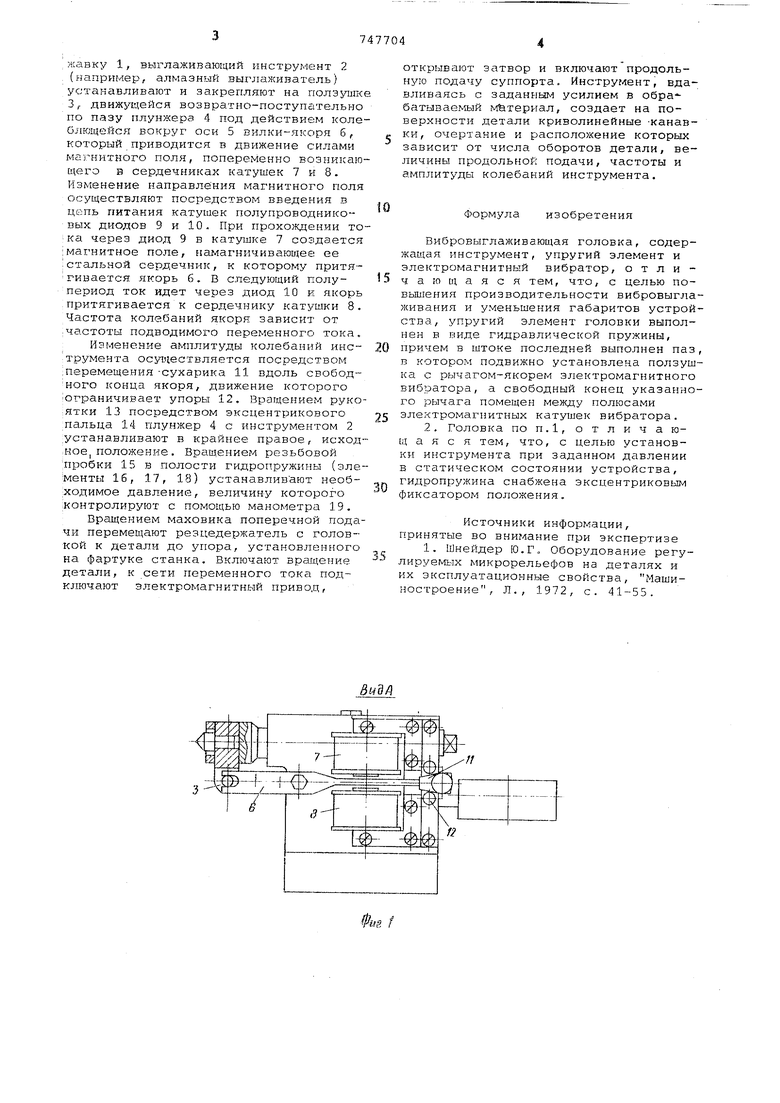
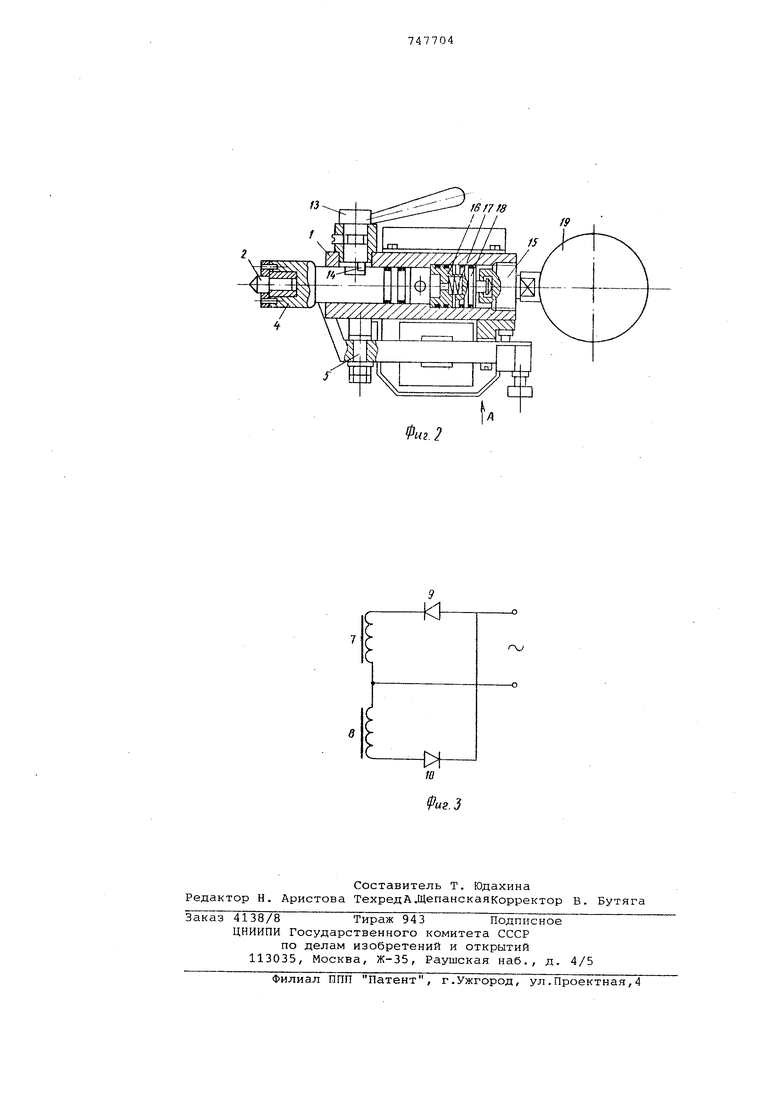
жавку 1, выглаживающий инструмент 2 {например, алмазный выглаживатель) устанавливают и закрепляют на полэушке 3, движ тдейся возвратно-поступательно по пазу плунжера 4 под действием колеблющейся вокруг оси 5 вилки-якоря 6, который приводится в движение силами магнитного поля, попеременно возникающего в сердечниках катушек 7 и 8. Изменение направления магнитного поля осуществляют посредством введения в цепь питания катушек полупроводниковых диодов 9 и 10. При прохождении то ка через диод 9 в катушке 7 создается :магнитное поле, Ешмагничивающее ее ;стальной сердечник, к которому притягивается якорь 6. В следующий полупериод ток идет через диод 10 и якорь притягивается к сердечнику катуажи 8. Частота колебаний якоря зависит от частоты подводимого переменного тока. Изменение амплитуды колебаний инструмента осугчествляется посредством перемещения -сухарика 11 вдоль свобод ного конца якоря, движение которого ограничивает упоры 12. Вращением руко ятки 13 посредством эксцентрикового пальца 14 плунжер 4 с инструментом 2 устанавливают в крайнее правое, исход ное, положение . Вращением резьбовой пробки 15 в полости гидропружины (эле менты 16, 17, 18) устанавливают необходимое давление, величину которого контролируют с помощью манометра 19. Вращением маховика поперечной подачи перемещают резцедержатель с головкой к детали до упора, установленного на фартуке станка. Включают врагдение детали, к сети переменного тока подключают электромагнитный привод, открывают затвор и включают продольную подачу суппорта. Инструмент, вдавливаясь с заданнЕлм усилием в обрабатываемый материал, создает на поверхности детали криволинейные -канавки, очертание и расположение которых зависит от числа оборотов детали, величины продольной подачи, частоты и амплитуды колебаний инструмента. изобретения Формула Вибровыглаживающая головка, содержащая инструмент, упругий элемент и электромагнитный вибратор, отличающаяся тем, что, с целью повышения производительности вибровыглаживания и уменьшения габаритов устройства, упругий элемент головки выполнен в виде гидравлической пружины, причем в штоке последней выполнен паз, Б котором подвижно установлена ползушка с рычагом-якорем электромагнитного вибратора, а свободный конец указанного рычага помещен между полюсами электромагнитных катушек вибратора. 2. Головка ПОП.1, отличающ а я с я тем, что, с целью установки инструмента при заданном давлении в статическом состоянии устройства, гидропружина снабжена эксцентриковым фиксатором положения. Источники информации, принятые во внимание при экспертизе 1. Шнейдер Ю.Г, Оборудование регулируемых микрорельефов на деталях и их эксплуатационные свойства, Машиностроение, Л., 1972, с. 41-55.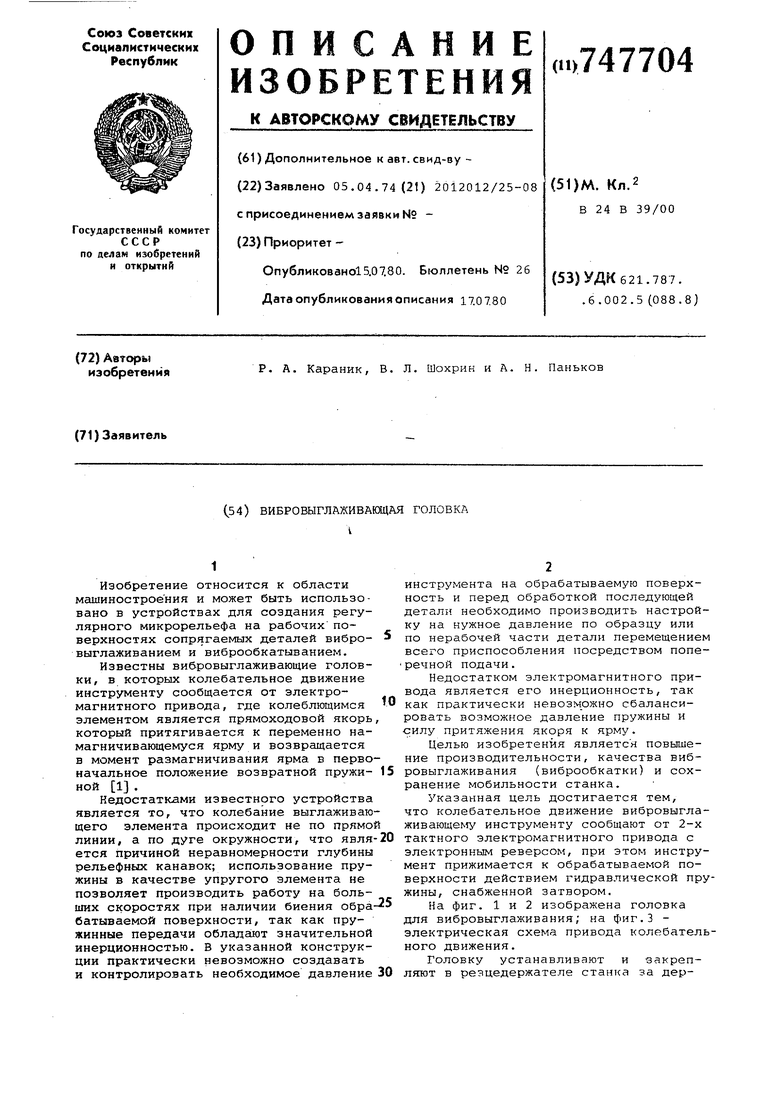
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ ВИБРАТОР | 2005 |
|
RU2292960C2 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| ВОЗБУДИТЕЛЬ МЕХАНИЧЕСКИХ КОЛЕБАНИЙ | 2008 |
|
RU2440660C2 |
| Сварочная головка для вибродуговой наплавки | 1957 |
|
SU114078A1 |
| Машина для нанесения клеевой пленки на затяжную кромку обуви | 1981 |
|
SU961654A1 |
| Электромагнитный перфоратор | 1986 |
|
SU1373805A1 |
| Вибрационный конвейер | 1979 |
|
SU827357A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ УПРОЧНЯЮЩИХ ПОКРЫТИЙ ФЕРРОМАГНИТНЫМИ ПОРОШКАМИ | 1991 |
|
RU2034096C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИМПУЛЬСНОГО НАРАЩИВАНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1994 |
|
RU2094187C1 |
| Электромагнитный вибратор | 1981 |
|
SU978946A1 |
9
-к
т иг.З
