Изобретение относится к машиностроению, в частности к конструкции гидравлических кузнечно-прессовых машин.5
Известна система управления гидравлическим прессом, содержащая многопозиционный гидравлический распределитель с приводом, блок питания, датчики исходного и конечного положа-fО ния исполнительных механизмов пресса, электрически соединенные между собой и приводом tlj .
Этой системе управления свойственны недостатки, обусловленные ограни- g ченными возможностями изменения технологических переходов, а следовательно, и диапазона типоразмеров прессуемых издел ий. .Кроме этого в извест)oй системе затруднена наладка цикла.20 Цель изобретения - расширение диапазона типоразмеров обрабатываемых изделий.
Для достижения указанной цели система управления гидравлическим прес- 25 сом снабжена соединенным с приводом задающим устройством, источниками света, подключенными к блоку питания, фотодатчиками и ячейками управления распределителем, подключенным парал- 0
ЗТёльно к блоку питания, причем каждан ячейка выполнена в виде последовательно соединенных размыкающих . контактов датчика конечного положения, тиристора и исполнительного аппарата. При этом многопозиционный распреде.литель выполнен золотниковым с электрическим управлением, а задгирщее устройство в виде бесконечной перфоленты, кинематически связанной с упомянутым приводом. Эта система снабжена также наладочными кнопкс1Ми управления, подк.шоченными параллельно фотодатчикам,
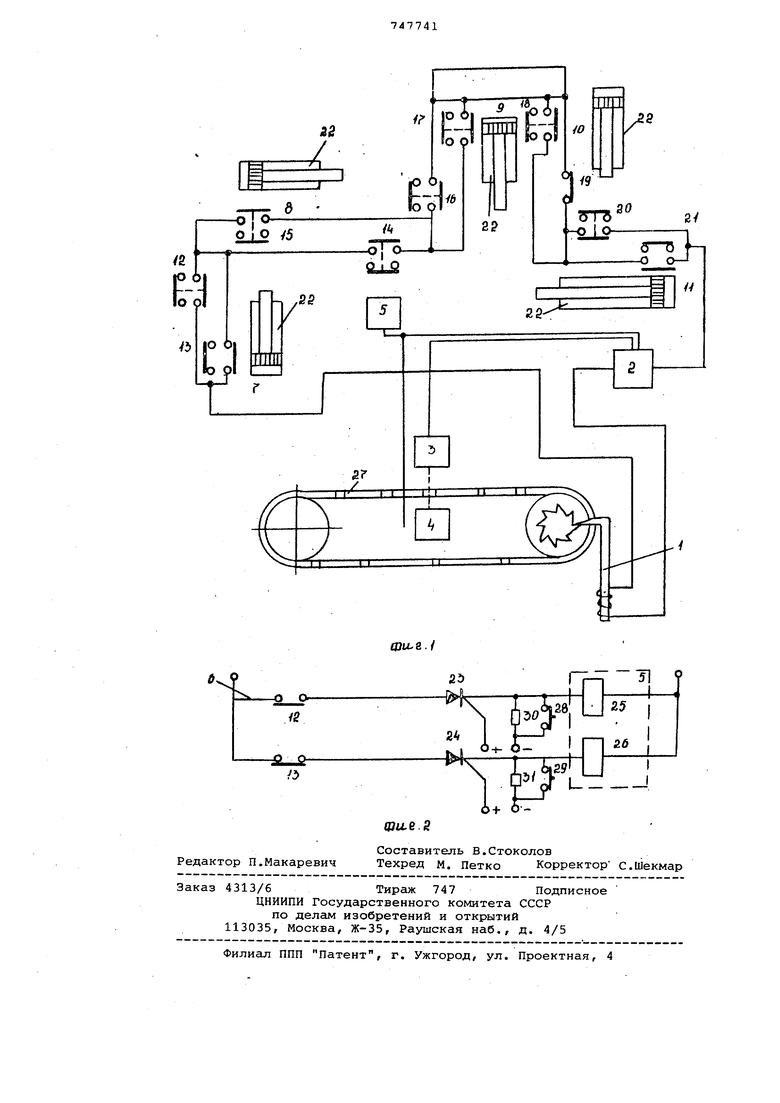
На фиг. 1 приведена схема системы управления; на фиг. 2 - электрическая схема ячеек управления.
Система управления содержит привод 1, блок 2 питания, источник 3 света, подключенный к блоку 2 питания, блок 4 фотодатчиков, многопозиционный распределитель 5, ячейки 6 управления распределителя 5 в количестве, равном числу операций (пере-. ходов) технологического цикла и подключенных к блоку 2 питания..Датчики, 7, 8, 9, 10 и 11, контролирующие исходное положение, и датчики 12-21, контролирующие конечное положение
сполнительных механизмов 22, соедиЯены между собой, блоком 2 питания ячейкги и 6 управления. Каждая ячейка 6 управления выполнена в виде поседовательно соединенных датчиков 12-21 с размыкающими контактами,, тиристоров 23 и 24, исполнительных аппаратов .25 и 26, входящих в многопозиционный золотниковый распределитель 5. Задающее устройство 27,соедиенное с приводом 1 и выполненное в i виде бесконечной перфоленты с нанесенной программой в виде просечек, авных количеству операций в тезгнолоРическом цикле, и работающее по замкнутому циклу с переходом от конечной операции к начальной.
Для предварительной обработки технологических процессов в наладочном ежиме система имеет кнопки управления 28 и 29, подключенные параллельно фотодатчикам 30 ii 31.
Система управления гидравлическим рессом работает следующим образом.
При включенной системе управления ерез замкнутую электрическую цепь, состоящую из датчиков 7, 8, 9 и 10 исодного положения, либо датчикозз 12-21 конечного положения с блока 2 питания поступает сигнал на привод 1 и задающее устройство 27 переводится в последующую позицию. Начало операции технологического цикла происходит .при наличии электрической цепи, составленной в виде последовательно соединенных командного датчика 12, с размыкающим контактом и контролирующего конечное положение совершаемой операции ячейкой 6 тиристора 23 и исполнительного аппарата 25, которая создается появлением сигнала от источника 3 света на фотодатчике 30 через просечку в перфоленте. В фотодатчике 30 возникает ток, достаточный для открывания тиристора 23. Механизм пресса перемещается до срабатывания командного датчика 13. При этом замыкаются контакты 13, задающее устройство 27 переводится в последующуюпозицию и посредством воздействия источника 3 света на фотодатчик 31 через следующую просечку в перфоленте создается цепь для работы последующей ячейки б управления, следовательно, и последующей операции (перехода).
В случае, если технологическим процессом предусмотрено чтобы механизм, либо блок механизмов пресса, при перем.ещении в конечное положение в какой-то последовательности оставались под давлением до какой-то операции, необходимо эту ячейку или блок ячеек подключить через соответствующий датчик с размыкающими контактами, контролирующий конечное положение ряда операций к блоку 2 питания.
Эффективность использования системы управления гидравлическим прессом обуславливается расширением номенклатуры прессуемых изделий и улучшением условий наладки цикла прессования .
Формула изобретения
1.Система управления гидравлическим прессом, содержащая многопозиционный распределитель с приводом, блок питания, датчики исходного и конечног положения исполнительных механизмов пресса, электрически соединенные между собой и приводом, отличающаяся тем, что, с целью расширения диапазона типоразмеров обрабатываемых изделий, она снабжена соединенным с приводом задающим устройством, источником света, подключенным к блоку питания фотодатчиками и ячейками управления распределителем, подключенными параллельно к блоку питания, причем каждая ячейка выполнена в виде последовательно соединенных размыкающих контактов датчика конечного положения, тиристора и ксполнитель-ч ного аппарата, при этом многопозиционный распределитель выполнен зо-, лотниковым с электрическим управлением, а задающее устройство - в виде бесконечной перфоленты, кинематически связанной с упомянутым приводом .
2.Система по п.1,,о т л и ч аю щ а я с я тем, что она снабжена наладочными кнопками управления, под.ключенными параллельно фотодатчикам.
Источники информации, принятые ВО внимание при экспертизе
1. Авторское свидетельство СССР №300347, кл. В 30 В 15/26, 1971.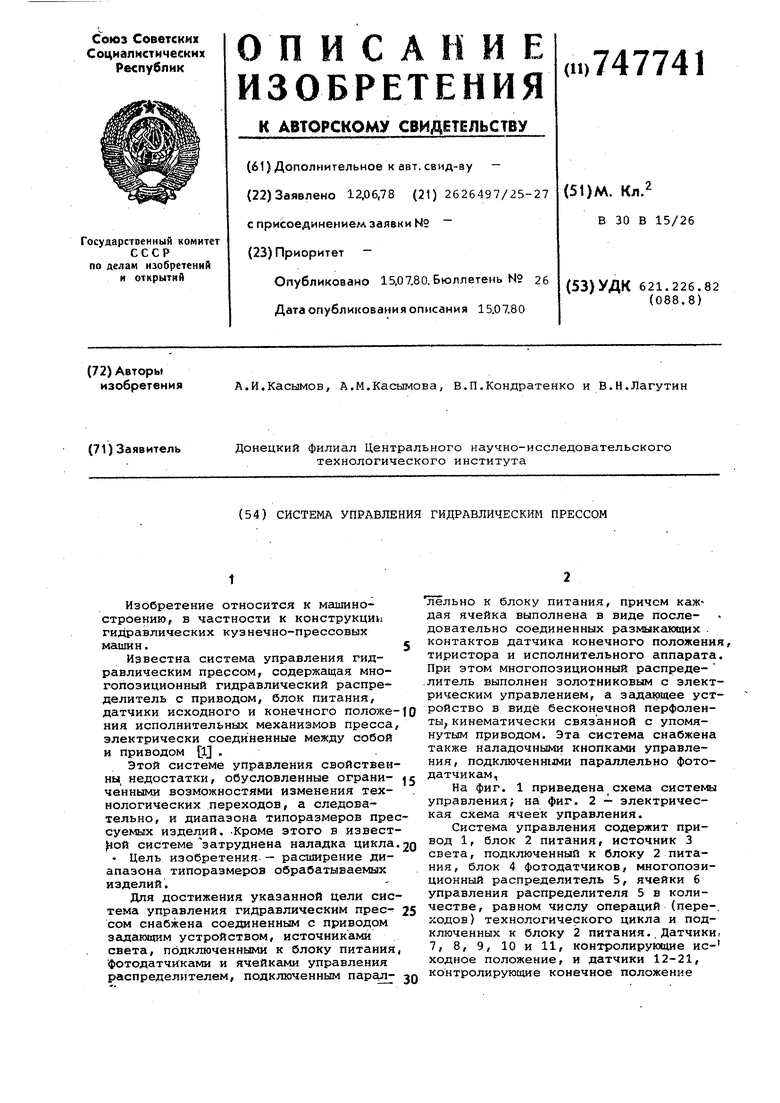
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ ПРЕССОМ | 1971 |
|
SU317551A1 |
| Автоматизированная линия поверки и наладки шахтных сигнализаторов газа | 1990 |
|
SU1723348A1 |
| Фотонаборное устройство | 1983 |
|
SU1111881A1 |
| Устройство для настройки рабочих органов однооперационной рыборазделочной машины | 1974 |
|
SU538702A1 |
| Устройство для горизонтирования самоходной платформы подъемного механизма | 1976 |
|
SU690452A1 |
| Система управления гидравлическим прессом | 1978 |
|
SU682391A1 |
| Пресс для высокочастотной сварки деталей из термопластичных материалов | 1983 |
|
SU1111865A1 |
| Система управления гидравлическим прессом | 1980 |
|
SU903212A1 |
| Пневматическая система управления циклическими процессами | 1985 |
|
SU1339498A1 |
| СИСТЕМА УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ ПРЕССОМ | 1971 |
|
SU302256A1 |