Изобретение относится к сварке пластмасс, а именно к устройствам для сварки деталей из термопластичных материалов токами высокой частоты.
Известен пресс для высокочастотной сварки термопластичных пленок, содержащий смонтированные на станине кондесатор, состоящий из верхней и нижней плит, экранирующее устройство и загрузочный стол с механизмом его перемещения в рабочую зону, установленный в прямолинейных направляющих, закрепленных на станине пресса 1 .
Недостатком пресса является его невысокая производительность.
Наиболее близким по технической сущности и достигаемому результату к изобретению является пресс для высокочастотной сварки деталей из термопластичных материалов, содержащий станину с верхней и нижней траверсами, на которых смонтировасоответственнр неподвижная потенциальная плита и подвижная заземленная плита с приводами подъема и возврата, механизм регулировки просвета между плитами, экранирующее устройство, приставные столы с подвижными каретками, фиксаторы рабочего положения кареток, пусковые кнопки и схему управления работой пресса, включающую блок управления полного рабочего цикла и датчики рабочего положения кареток. Работа на этом прессе осуществляется следующим образом. Рабочий после укладки обрабатываемых деталей на jcaретку сначала поворачивает вверх рукоятку вокруг своей оси и приподнимает рычаги, выводя один из них из стопорного паза фиксатора исходного положения, а затем легким усилием перемещает каретку в зону сварки, и поскольку у каретки отсутствуют ограничители рабочего хода, то он слегка придерживает ее, чтобы не ушла на противоположно расположенный стол и не нанесла увечий рабочему, который обслуживает вторую каретку. Рабочий при остановке каретки в зоне сварки обязан проконтролировать правильность ее расположения, после чего поворачивает вниз рукоятку вокруг своей оси и опускает рычаги, принудительно устанавливая рычаг в стопорный паз фиксатора рабочего положения, одновременно воздействуя на датчик рабочего положения, замыкающий контакт которого введен в цепь питания блока управления полного рабочего цикла. После этого рабочий нажатием на пусковые кнопки дает команду на включ ие привода пресса. В дальнейшем рабочий цикла сварки осуществляется автоматически с помощью средств автоматики и гидравлического привода 2J.
После окончания цикла сварки каретка аналогично вручную выводится из зоны сварки; сначала рабочий принудительно освобождает ее от фиксатора рабочего положения, а затем принудительно стопорит фиксатором исходного положения, что создает определенные трудности ,в работе, отрицательно влияет на производительность.
Недостатком указанного пресса явля5 ется то, что в нем отсутствуют средства автоматической фиксации кареток в исходных положениях в зоне заправки при отправлении одной из кареток в зону сварки, а также отсутствуют автоматические огра0 ничители их перемещения в зону сварки, -что не исключает случаи столкновения с каретками противоположно расположенных столов. Отсутствие средств автоматического возврата подвижной плиты в исходное крайнее положение, например, при неиредвиденS ном прекращении энерго- и пневмопитания также снижает степень безопасности и надежности пресса в работе.
Кроме того, пресс недостаточно удобен в обслуживании, особенно при установке его в поточные .чинии, потому что согласно
общепринятым требованиям эксплуатации технологического оборудования и соблюдения условий техники безопасности рабочий персонал, обеспечивающий загрузку и разгрузку кареток приста вных столов, должен
5 быть обращен боком или лицом к конвейеру, в таком случае один из приставных столов окажется значительно удаленным от конвейера, что вызывает затруднения в приеме и передаче изделий на поток, т. е. появляются дополнительные вынужденные тру0 дозатраты и потери полезного рабочего времени, а следовательно, имеет место снижения производительности и эффективности работы.
Целью изобретения является повышение надежности пресса в работе, его производп5 тельности и удобства в обслуживании.
Указанная цель достигается тем, что в прессе для высокочастотной сварки деталей из термопластичных материалов, содержащем станину с верхней и нижней траверсами, на которых смонтированы соответ ственно неподвижная потенциальная плита и подвижная заземленная плита с приводами подъема и возврата, механизм регулировки просвета между плитами, экранирующее устройство, приставные столы с подвижными каретками, фиксаторы рабочего положения кареток, пусковые кнопки и схему управления работой пресса, имеющую блок управления полного рабочего цикла и датчики рабочего положения кареток, подвижные каретки снабжены закрепленными
0 на них ограничителями продольного хода и установленными в зоне заправки на приставных столах электромеханическими замками и датчиками исходног;о положения, а фиксаторы рабочего положения кареток выполнены в виде смонтированного на каретке
подпружиненного фиксатора, взаимодействующего в зоне сварки с закрепленным на нижней траверсе ловителем, в котором установлен датчик рабочего положения каретки.
причем размыкающие контакты датчиков исходного положения кареток введены в цепь питания приводов электромеханических замков кареток противоположно расположенных столов и в цепь питания блока управления полного рабочего цикла и подключены к замыкающим контактам пусковых кнопок соответствующих приставных столов через последовательно соединенные с ними замыкающие контакты датчиков исходного положения кареток противоположно расположенных столов.
Кроме того, привод возврата подвижной плиты выполнен пружинным с возможностью регулировки тягового усилия, а привод подъема выполнен- пневмогидравлическим, содержащим пиевмогидроусилитель, центральная гидравлическая полость которого соединена с гидроцилиндром подвижной плиты, верхняя пневматическая полость пневмогидроусилителя, отделенная от гидравлической полости порщнем, подключена к пневмосистеме через распределитель цикла подъема, а нижняя пневматическая полость, отделенная от гидравлической полости плунжером, подключена к пневмосистеме через распределитель цикла высокого давления, при этом исполнительный электромагнит распределителя цикла подъема подключен к блоку управления общего рабочего цикла параллельно через размыкающий контакт датчика верхнего рабочего положения подвижной плиты, а исполнительный электромагнит распределителя цикла высокого давления подключен параллельно к блоку управления общего рабочего цикла через замыкающий контакт датчика верхнего рабочего положения подвижной плиты, причем к исполнительному электромагниту распределителя цикла высокого давления параллельно через замыкающий контакт датчика высокого давления подключен программный блок цикла высокочастотной сварки. Такое выполнение пресса обеспечивает его безопасность и надежность в работе, удобство в обслуживании и высокую производительность.
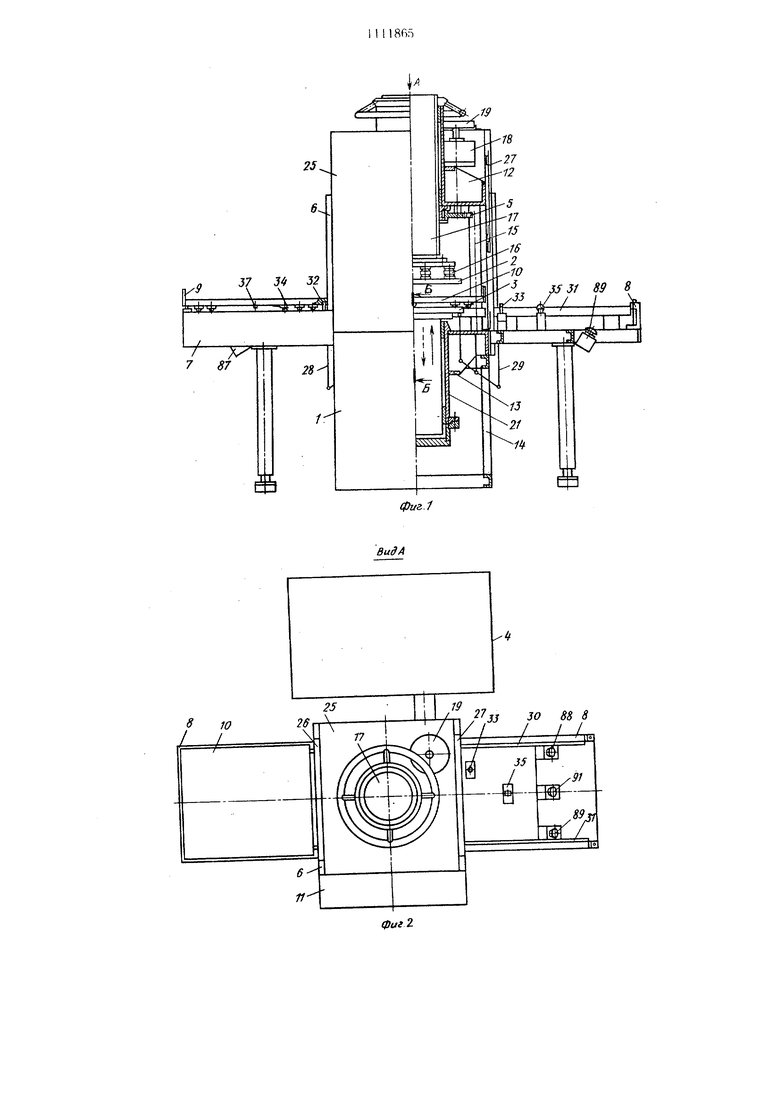
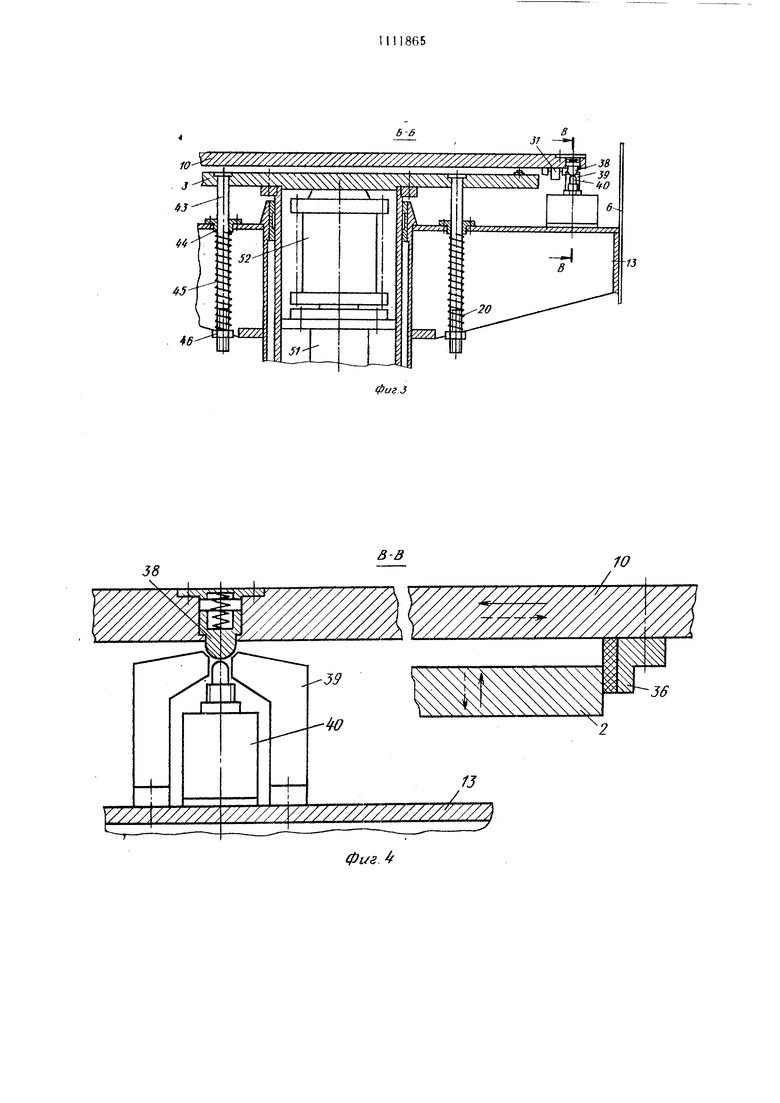
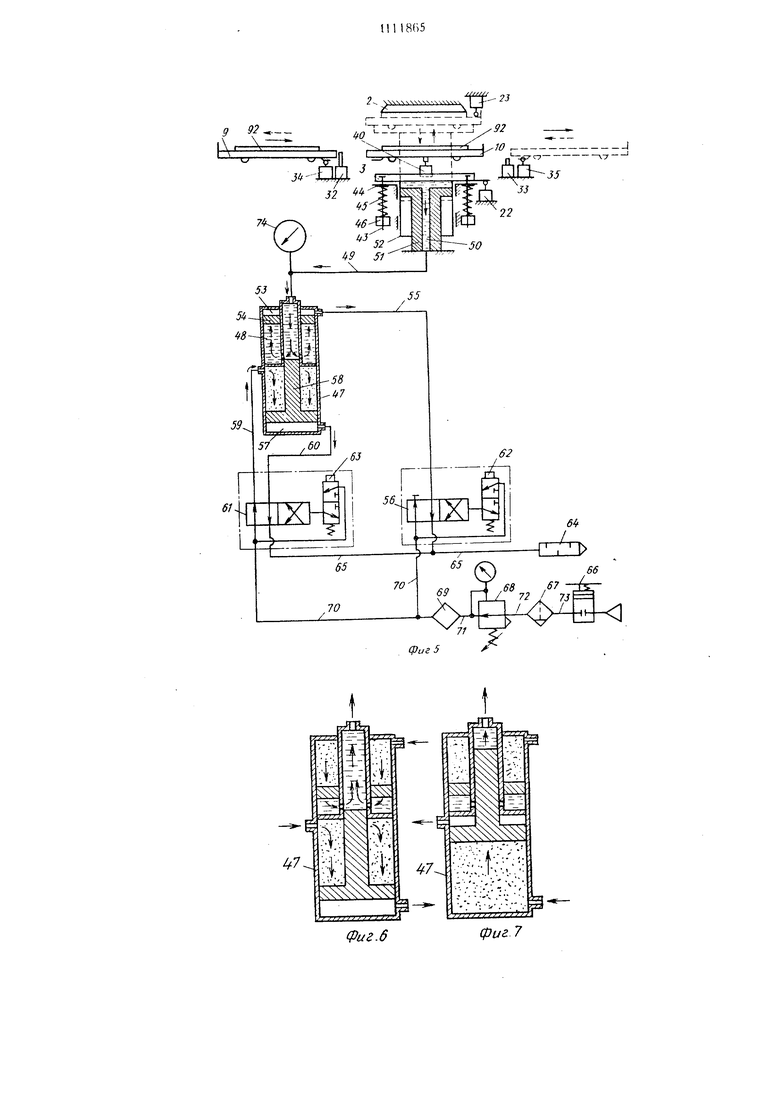
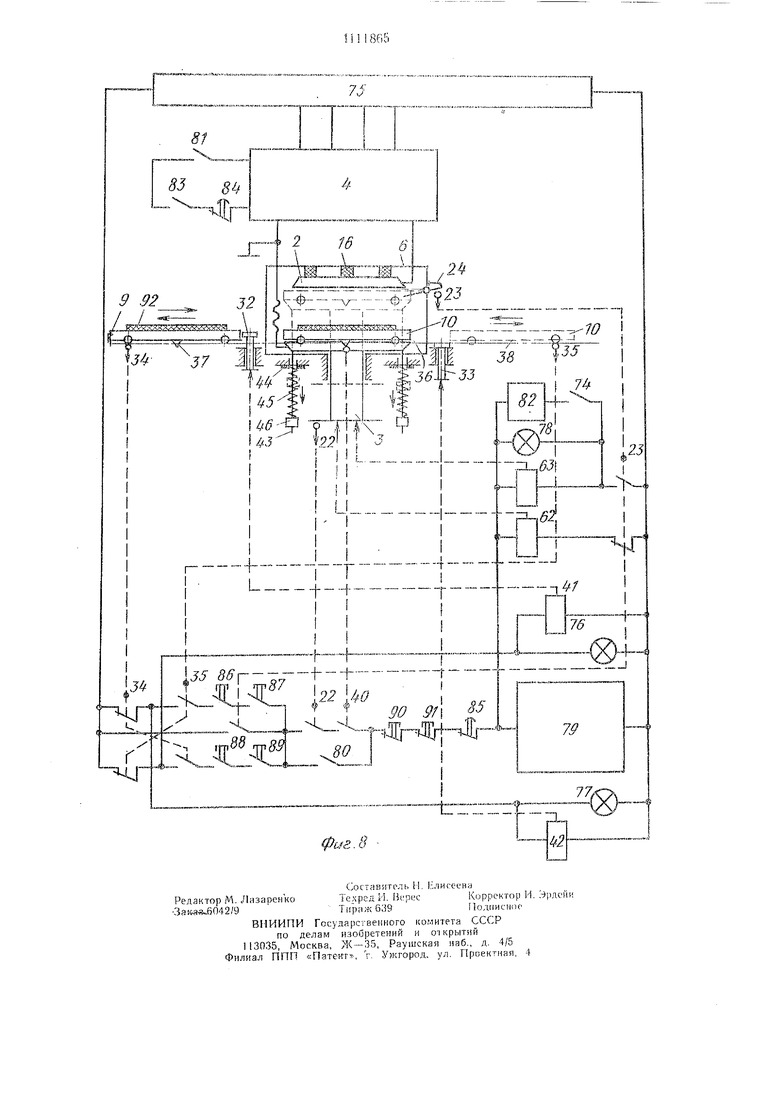
V На фиг. 1 изображен пресс, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 (механизм возврата подвижной плиты в нижнее исходное положение); на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - пневмогидромеханическая схема привода подвижной плиты при исходном положении поршня и плунжера пневмогидроусилителя; на фиг. 6 - пневмогидроусилитель при рабочем положении поршня в цикле подъема плиты; на фиг. 7 - пневмогидроусилитель при рабочем положении поршня и плунжера в цикле высокого давления; на фиг. 8 - схема управления работой пресса.
Пресс для высокочастотной сварки де талей из термопластических материалов, содержит станину I, неподвижную потенциальную плиту 2 и подвижную заземленную плиту 3, подключенные к выходу высокочастотного генератора 4, механизм 5 регулировки просвета между плитами 2 и 3, экранирующее устройство 6, приставные столы 7 и 8 с перемещаемыми вручную в зону сварки каретками 9 и 10 и электрошкаф Г) с аппаратурой схемы управления работой пресса.
Станина 1 состоит из верхней 12 и нижней 13 траверс, соединенных между собой и основанием 14 с помощью стоек 15. Потенциальная плита 2 расположена на верхней траверсе 12 и с помощью изоляторов 16 соединена с центральной колонной 17, кинематически связанной с приводом 18 и указателем 19 механизма 5 регулировки просвета. Механизм 5 позволяет устанавливать необходимый оптимальный просвет между плитами 2 и 3 как для плоскостной; так и для объемной сварки изделий. Подвижная плита 3 расположена на нижней траверее 13 и кинематически связана с приводом 20 возврата и приводом 21 подъема, а также снабжена датчиком 22 нижнего исходного положения и датчиком 23 верхнего рабочего положения, взаимодействующего с плитой 2 через двуплечий рычаг 24, щарнирно закрепленный на верхней траверсе 12. Экранирующее устройство 6 представляет собой непроницаемый металлический кожух 25, охватывающий зону сварки, закключенную между верхней 12 и нижней 13
траверсами, а также экранирующие шторки 26 и 27, кинематически связанные посредством системы рычагов 28 и 29 с подвижной плитой 3, перекрывающие проемы со стороны приставных столов 7 и 8 и защищающие зону сварки от утечки радиопомех.
Приставные столы 7 и 8 расположены с противоположных сторон пресса и жестко закреплены к основанию 14, а также снабжены продольными направляющими 30 и 3 для перемещения по ним кареток 9 и 10 из зойы заправки в зону сварки. Каретки 9 и 10
имеют в зоне заправки на приставных столах 7 и 8 электромахнические замки 32 и 33, датчики 34 и 35 исходного положения, а также снабжены ограничителями 36 продольного хода и подпружиненными фиксаторами 37 и 38, поочередно взаимодействующими в зоне сварки с ловителем 39, совмещенным с датчиком 40 рабочего положения каретки. Электромеханические замки 32 и 33 выполнены в виде выдвигающихся упоров, кинематически связанных с приводами 41 и 42. Привод 20 возврата выполнен
п
в виде жестко закрепленных на плите 3 вертикальных стержней 43 с резьбой на их свободных концах, проходящих через вмонтированные в нижнюю траверсу 13 направляющие втулки 44, при этом стержни 43 имеют одетые на них толкающие пружины 45, расположенные между направляющими втулками 44 и гайками 46, навернутыми на свободные концы стержней 43. При таком конструктивном выполнении привода 20
возврата имеется возможность регулировать необходимое тяговое усилие путем изменения расстояния между нaIlpaвJ яющИми втулками 44 и гайками 46. Привод 21 подъема выполнен пневмогидравлическим, включающим в себя лнершогидроусилитель 47, у которого центральная гидравлическая полость 48 посредством трубопровода 49 соединена со сквозным каналом 50 вертикального штока 5, жестко закрепленного своей ннжнe торцевой частью к основанию 14. а верхняя часть помещена в свободно перемещающийся относительно него гидроцилиндр 52, жестко соединенный с плитой 3. Верхняя пневматическая полость 53, отделенная от гидравлической полости 48 поршнем 54, посредством трубопровода 55 соединена с пневмораспределителем 56 цикла подъема. Нижняя пневматическая полость 57, отделенная от гидравлической полости 48 плунжером 58, посредством трубопроводов 59 и 60 соединена с пневмораспределителем 61 цикла высокого давления. Пневмораспределители 56 и 61 снабжены исполнительными электромагнитами 62 и 63 и соединены с одной стороны с атмосферой через глущитель 64 и трубопровод 65, а с другой стороны соединены с напорной магистралью пневмосистемы через муфтовый кран 66, фильтр 67, пневмоклапан 68, маслораспылитель 69 и трубопроводы 70-73. Для контроля давления в гидросистеме между гидроцилиндром 52 и шевмогидроусилителем 47 на трубопроводе 49 закреплен датчик ,74 .высокого давления.
Схема управле 1ия работой пресса включает в себя источник энергопитания 75 и подключенные к нему испол)ительные и контрольные аппараты: высокочастотный генератор 4, приводы 4 и 42 электромагнических замков 32 и 33, исполнительный электромагнит 62 нневмораспределителя 56 цикла подъема подвижной плиты 3, исполнительный электромагнит 63 пневмораспределителя 61 цикла высокого давления, сигнальные лампы 76 и 77 контроля блокировки кареток 9 и 10 в зоне заправки, сигнальная лампа 78 контроля верхнего крайнего положения подвижной плиты 3, блок 79 управления полного рабочего цикла с замыкающими контактами 80 и 81 мгновенного включения, программный блок 82 с замыкающим контактом 83 мгновенного вк.пючения и размь каюшими контактами 84 и 85 с замедлением на :размыкание (контакты 84 и 85 имеюТу и-ндивидуальные независимые задатчики выдержек времени). Схема также включет в себя командные аппараты; датчик 40 рабочего и датчики 34 и 35 исходного положения кареток с одним замыкающим и одним размыкаюгцим контактами, датчик 22 исходного нижнего и датчик 23 рабочего верхнего положения подвижной плиты, датчик 74 высокого давления с одним размыкающим и двумя замыкающими контактами,
пусковые кнопки 86 --89 и кнопки 90 и 91 экстренного , останов., расположенные .не чрсредственно на соответствующих пристав,ных столах 7 и 8.
5Схема работы пресса скоммутирована таким o6pa3o.vi, что в цепь питания блока 79 управления включен|.1 последовательно соединенные между собой размь1каю1ций контакт 85 программного блока 82, размыкающие Q контакты кнопок 90 и 9 экстренного останова, замыкающий контакт датчика 22 исходного по;южения подвпл ной , замьи ающий контакт датчика 40 рабочего положения каретки в зоне сварки, второй замыкающий контакт датчика 23 рабочего 5 положения подвижной плиты. Прн этом замыкающие контакты датчиков 22 и 40 защунтированы контактом 80 блока 79 управления, а к второму замыкаюп;ему контакту 23 подключены две параллельные пепочки, одна из которых состоит из последовательно соединенных между собой замыкающих контактов спаренных кнопок 86 и 87 и размыкаюптего контакта датчика 34 исходного положения каретки 9 соответствуюн1его приставного стола 7, а так5 же соединенного с ними замыкающего контакта датчика 35 исходного положения каретки 0 противоположно расположенного приставного сгола 8, а вторая цепочка также состоит из последовательно соединенных между собой замыкающих контактов спа0 репных кнопок 88 и 89 и размыкающего контакта датчика 35 исходного положения ка. ретки 10 соответствующего приставного стола 8, а также соединены с замыкающим контактом датчика 34 исходного положения каретки 9 противоположно расположенного
5 стола 7. При этом размыкающие контакты упомянутых датчиков 34 и 35 также включены в цепь питания сигнальных ламп 76 и 77 и приводов 41 и 42 электромеханических замков 32 и 33 противоположно расположен0 ных приставных столов 7 и 8, т. е. размыкающий контакт датчика 34 включен в цепь питания сигнальной лампы 77 и привода 42 электрического замка 33, а размыкаюптий контакт датчика 35 включен в цепь питания сигна.пьной лампы 76 и привода 41 электро
5 механического замка 32.
Исполнительный электромагнит 62 щневмораспределителя 56 цикла подъема подключен к блоку 79 управления параллельно через размыкающий контакт датчика 23
„ верхнего рабочего положения подвижной плиты, а исполнительный электромагнит 63 нневмораспреде тителя 61 цикла высокого давлепия и сигнальная лампа 78 также подключены параллельно к б.-току 79 управления но через первый замыкакипий ко(ггакт дат3 чика 23 верхнего рабочего положения подвижной плиты, причем к исполнительному электромагниту 63 пневмораспределителя 6 цикла высокого давления Г1а)аллельно через замыкающий контакт датчика 74 нысоKoio давления подключен программный блок 82 никла высокочастотной сварки, а на вход высокочастотного генератора 4 включены последовательно соединенные между собой- замыкаюншй контакт 81 блока 79 унравления, замыкаюншй 83 и размыкающий 84 контакты программного блока 82 с замедлением на размыкание. Пресс работает следуюнхим образом. Каретки 9 и 10 приставных столов 7 и 8 и подвижная плита 3 находятся в исходных положениях, а экранирующие П1торки 26 и 27 - в верхнем положении (замкнуты замыкающие и разомкнуты размыкающие контакты датчиков 22, 34 и 35). Операторы укладывают детали 92 на соответствующие каретки 9 и 10. Затем один из них перемещает вручную но направляющим 30 и 31 в зону сварки, например, каретку 10 (фиг. 8). Как только каретка 10 сдвинется с места, сразу же освобождается датчик 35 исходного положения, который своим размыкающим контактом мгновенно включает сигнальную лампу 76 и привод 41 электромеханического замка 32, в результате чего его толкатель выдвигается вверх и преграждает путь в зону сварки для каретки 9 противоположно расположенного приставного стола 7, о чем сигнализирует включенная лампа 76, так как каретка 9 блокируется в исходном положении, исключая тем самым столкновение и случаи травматизма. Одновременно размыкающий контакт датчика 35 подготавливает к включению пусковую цепочку со стороны готового к работе приставного стола 8, а замыкающим контактом этого датчика разрывает пусковую цепочку со стоРОНЫ неподготовленного к работе противоположно расположенного стола 7. Каретка 10 при прибытии в зону сварки останавливается упирающимся в плиту 3 ограничителем продольного хода 36, при этом подпружиненный фиксатор 38 вступает во взаимодействие с ловителем 39 и западает в его впадину, нажимая на датчик 40 рабочего положения каретки, который своим замыкающим контактом окончательно подготавливает цепь включения блока 79 управления. После этого оператор одновременно двумя руками воздействует на пусковые кнопки 88 и 89, которые своими замыкающими контактами замыкают цепь питания блока 79 управления. Этот блок включается и своим первым контактом 80 шунтирует замыкающие контакты датчика 22 исходного нижнего положения подвижной плиты и датчика 40 рабочего положения каретки в зоне сварки, а вторым контактом 81 подготавливает на входе генератора 4 пусковую цепь. ОднО; временно с блоком 79 управления включается исполнительный электромагнит 62 пневмораспределителя 56 цикла подъема (фиг. 5) в результате чего трубопроводы 55 и 70 соединяются с напорной магистралью пневмосистемы и сжлтый воздух начинает поступать в верхнюю пневматическую юлость 53 пневмогидроусилителя 47 (фиг. 6). Поршень 54 под воздействием напора воздуха начинает перемещаться вниз и выдавливает масло из гидравлической полости 48 по трубопроводу 49 и центральному каналу 50 штока 51 непосредственно в гидроцилиндр 52, который под воздействием напора возрастающего объема нагнетаемого в него масла начинает перемещаться вверх, приподнимая одновременно плиту 3. Последняя при подъеме вверх увлекает за собой стержни 43 и сжимает между втулками 44 и гайками 46 пружины 45, накапливая в них тяговое усилие возврата в исходное положение, а также посредством связанных с нею рычагов 28 и 29 перемещает вниз экранирующие шторки 26 и 27, которые перекрывают проемы со стороны приставных столов 7 и 8,, герметично закрывая зону сварки от утечки радиопомех. Кроме того, плита 3 при подт,еме взаимодейстпует с кареткой 10, распо ложенной в зоне сварки, снимает ее с направляющих 30 и 31 и транспортирует вместе с деталью 92 до упора с верхней потенциальной плитой 2. При прибытии 3 в верхнее крайнее положение она через двуплечий рычаг 24 воздействует на датчик 23 (фиг. 8), который своим размыкающим контактом отключает исиолнительн1)й электромагнит 62 пиевмораспределителя 56 цикла подъема, в результате чего верхняя 1шевматическая полость 53 пиевмогидроусилителя 47 соединяется трубопроводами 55 и 65 с атмосферой. Одновременно датчик 23 одним своим зам1)1кающим контактом включает сигнальную лампу 78 и исполни.тельный электрома нит 63 пневмораспределителя 61 цикла В1 1сокого давления, а вторым своим замыкающим контактом шунтирует замыкающие коитакты пусковых кнопок 88 и 89, после чего оператор может отпускать пусковые кнопки 88 и 89, т. е. после того, как загорится сигнальная лампа 78, в результате чего гарантируется безопасность работы во время подъема плиты 3 и опускания экранирующих шторок 26 и 27. Дальше работа пресса осуществляется в автоматическом режиме, а оператор за это время занимается подбором нового комплекта обрабаты аемых деталей. Включенный исполнительный электромагнит 63 пневмораспределителя 61 цикла высокого давления дает команду на соединение верхней части нижней пневматической полости 57 пневмогидроусилителя 47 с атмосферой через трубопроводы 59 и 65, а также на соединение нижней части пневматической папости 57 с напорной магистралью пневмосистемы через трубопровод 60 и 70 (фиг. 5 и 7), в результате чего плунжер 58 под действием напора нагнетаемого воздуха начинает перемещаться вверх -и сжимать масло в гидроцилиндре 52, создавая высокое давление в гидросистеме, т. е. обрабатываемая деталь 92 начинает усиленно прижиматься к потенциальной плите 2. При достижении в гидросистеме необходимого давления датчик 74 своим замыкающим контактом включает программный блок 82 цикла высокочастотной сварки, который своим замыкающим контактом 83 мгновенно дает команду на включение высокочастотного генератора 4, в результате чего между плитами 2 и 3 появляется высокочастотное электрическое поле, а находящаяся в пределах этого поля обрабатываемая деталь 92 из термопластичного материала начинает ускоренно размягчаться, и под действием высокого давления происходит тиснение заданного рисунка на обрабатываемой детали 92 или соединение нескольких деталей вдоль сварочного шва. После истечения необходимой выдержки времени на сварку, программный блок 82 своим первым размыкающим контактом 84 дает команду на отключение вы гокочастотного генератора 4. Размягчение обрабатываемой детали и цикл сварки прекращается, но она продолжает находиться под высоки-м давлением до тех пор, пока не охладится и не зафиксируется узор заданного рисунка или не закрепится сварочный шов. После истечения необходимой выдержки времени на охлаждение программный блок 82 своим вторым размыкающим контактом 85 разрывает цепь питания блока 79 управления. Одновременно с блоком 79 управления также отключаются исполнительный электромагнит 63 пневмораспределителя 61 цикла высокого давления, программный блок 82 и сигнальная лампа 78. Так как исполнительный электромагнит 63 отключился, то пневмораспределитель 61 цикла высокого давления дает команду на соединение нижней части нижней пневматической полости 57 пневмогидроусилителя 47 с атмосферой через трубопроводьЕ 60 и 65, а верхней части нижней пневматической полости 57 - с напорной магистралью пневмосистемы через трубопроводы 59 и 70 (фиг. 2 и 5), после чего плунжер 58 под напором нагнетаемого воздуха возвращается в нижнее исходное положение, а каретка 10 с готовым изделием 92, подвижная плита 3 и гидроцилиндр 52 под действием накопившегося тягового возвратного усилителя в сжатых пружинах 45 начинают перемещаться вниз относительно штока 51, выдавливая масло из гидроцилиндра 52 обратно в гидравлическую полость 48 пневмогидроусилителя 47 и под действием напора увеличивающегося
в нем объема масла приподнимает в верхнее исходное положение поршень 54. Плита 3 в нижнем крайнем положении останавливается и воздействует на датчик 22 исход5 ного положения, а каретка 10 при перемещении вниз устанавливается обратно на прежнее место, т. е. на продольные направляющие 30 и 31. После этого оператор вручн ю выводит каретку 10 из зоны сварки в
Q зону заправки и производит съем готового изделия и укладывает на нее новые детали и подготавливает их к сварке. Каретка 10 при возвращении в зону заправки воздействует на датчик 35 исходного положения, который тут же своим размыкающим кон5 тактом отключает сигнальную лампу 76 и привод 41 электромеханического замка 32, осЕюбождая путь в зону сварки для каретки 9 противоположно рас11оложенного приставного стола 7, на котором работа и управQ ление осуществляется аналогично ранее описанному, за исключением того, что на этот раз автоматически блокируется уже каретка 9 на противоположно расположенном пристав ном столе. 7, т. е. они поменялись ролями. Предлагаемый пресс имеет высокую степень безопасности и надежности в работе за счет применения системы автоматической блокировки кареток в исходном положении и системы авто.матического возврата подвижной плиты пресса в нижнее исходное
0 положение при любых непредвиденных ситуациях, даже при исчезновении напряжения в электросети или воздуха в пневмосистеме, - что позволяет исключать случаи травматизма и поломки исполнительных механизмов; прост в изготовлении и имеет сравнительно
5 малые капитальные затраты, что гарантирует эксплуатационные и эконо.мические преимупдества; компактен и имеет меньщие габариты, так как пресс не выходит за пределы расположения и зоны действия приставных столов, что позволяет экономить производственную площадь; удобен в обслуживании, так как приставные столы находятся с противоположных сторон пресса и поэтому пресс можно максимально приблизить к конвейеру поточной линии с соблюдением пормаль5 ных условий работы, в результате чего рабочий персонал, обеспечивающий загрузку и разгрузку кареток приставных столов, находится в непосредственной близости к транспортируемым вдоль поточной линии обрабатываемым изделиям, что дает возможность сократить перегрузочные операции и уменьи1ить трудозатраты.
Указанные преимущества позволяют значительно повысить эффективность работы пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрогидравлический пресс для тиснения и перфорации деталей | 1978 |
|
SU745490A1 |
| Пресс для высокочастотной сварки изделий из термопластичных материалов | 1987 |
|
SU1451045A1 |
| Пресс для высокочастотной сварки деталей из термопластичных материалов | 1980 |
|
SU839188A1 |
| Пресс для высокочастотной сварки деталей из термопластичного материала | 1983 |
|
SU1204396A1 |
| Устройство для изготовления кожгалантерейных изделий методом сварки токами высокой частоты | 1983 |
|
SU1080992A1 |
| НИТКОШВЕЙНАЯ МАШИНА И ЕЕ ШВЕЙНЫЙ МЕХАНИЗМ, МЕХАНИЗМ ПЕРЕНОСА НИТИ, МЕХАНИЗМ ПРОКОЛА И НИТЕПРОВОДЯЩИЙ МЕХАНИЗМ | 2004 |
|
RU2283774C2 |
| Устройство для раскроя стекла | 1988 |
|
SU1706975A1 |
| Пресс для высокочастотной сварки | 1971 |
|
SU449556A1 |
| Устройство для шаговой подачи полосового и ленточного материала в зону обработки | 1991 |
|
SU1784375A1 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
I. ПРЕСС ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕ,РИАЛОВ, содержащий станину с верхней и нижней траверсами, на которых смонтированы соответственно неподвижная потенциальная плита и подвижная заземленная плита с приводами подъема и во.чврата, механизм регулировки просвета между плитами, экранируюнхее устройство, приставные столы с подвижными каретками, фиксаторы рабочего положения кареток, пусковые кнопки и схему управления работой пресса, имеющую блок управления полного рабочего цикла и датчики рабочего положения кареток, отличсПощийся тем, что, с целью повышения надежности пресса в работе, его производитель ности и удобства в обслуживании, подвижные каретки снабжены закрепленными на них ограничителями продольного хода и установленными в зоне заправки на приставных столах электромеханическими замками и датчиками исходного положения, а фиксаторы, рабочего положения кареток Е)ыполнены в виде смонтированного пу каретке подпружиненного фиксатора, взаимодействующего в зоне сварки с закрепленным на нижней траверсе ловителем, в котором установлен датчик рабочего положения каретки, причем размыкающие контакты датчиков исходного положения кареток введены в цепь питания приводов электромеханических замд ков кареток противоположно расположенных столов и в цепь питания блока управления полного рабочего цикла и подключены к замыкающим контактам пусковых кнопок соответствующих приставных столов через последовательно соединенные с нимн замыкающие контакты датчиков исходного положения кареток противоположно расположенных столов. 2. Пресс по п. 1, отличающийся тем, что привод возврата подвижной плиты выполнен пружинным с возможностью регулировки тягового усилия, а привод выполI нен П1(евмо1ндравлическим, содержащим пневмогидроусилитель, иептральпая гид(Л равлическая полость которого соединена с гидроцилиндром подвижной n.iHTiji, верхняя с пнев.матическая полость пнсвмо идроуси,тителя, отделеппая от гидрав.чической полости поршнем, подклк1чена к пнопмоснстеме через распределитель никла подъема, а нижняя пневматическая по.чость, отдс,101П1ая от гидравлической полости плунже)ом, подключена к пневмосистеме через распределитель цикла высокого давления, при этом 00 исполните,п-ьный электрома: ппт распределителя цикла подъема подк.чючои к блоку упО5 равления общего рабочего никла параллель01 но через размыкакмций контакт датчика верхнего рабочего положения подвижной плиты, а исполнительный электромагнит распределителя цик.ма высокого давления подключен параллельно к б.ижу управления общего рабоче о пнк.ча через замыкаюпшй контакт датчика nepxHeio рабочего положения подвижн()11 пли пи, причем к исполнительному электромш ниту распределителя цикла высокого даи.чепня параллельно через замыкающий контакт датчика высокого давления подключен программный блок цик,1а высокочастотной сварки.
I
46
фиг
6-6
L
ттТВт
2 : Л--
-92
1-TЮ .
d:ST.
3S
JJ 22
62
6ff
66
,6867 L. 7 / 73
1
i
йШй
7,
фиг
Рг/г.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| БИБЛ^ЮТЕдНА | 0 |
|
SU388899A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
