(54) СПОСОБ ОБРАБОТКИ СВАРНОГО ШВА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки сварного шва | 1978 |
|
SU747898A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1990 |
|
RU2028840C1 |
| Способ обработки сварных соеди-НЕНий гОРячЕКАТАНыХ СТАльНыХ пОлОС | 1978 |
|
SU819198A1 |
| Способ обработки сварного шва | 1978 |
|
SU796241A1 |
| Способ подготовки подката для производства холоднокатаных полос | 1988 |
|
SU1551494A1 |
| Способ обработки сварного стыка | 1978 |
|
SU747899A1 |
| Способ обработки сварного шва | 1975 |
|
SU536025A1 |
| Способ обработки сварного шва при получении подката для холоднокатаных листов | 1983 |
|
SU1348114A1 |
| Способ подготовки полосы со сварными швами к прокатке | 1983 |
|
SU1079317A1 |
| Способ сварки горячекатаных полос | 1983 |
|
SU1143548A2 |
Изобретение относится к прокатном производству и совершенствует способ предварительной подготовки горячекатаных полос под последующую холодную прокатку на непрерывных станах. Известен способ обработки сварного шва при получении подката для производства холоднокатаных листов, осуществляемый в непрерывных линиях травления, на укрупнителях рулонов и после разматывателей на-станах бесконечной прокатки. Этот способ включает в себя обрезку на гильотинных ножницах концов свариваемых полос, их сварку и зачистку сварных швов на гратоснимателе. Сварка встык позволяет значительно увеличить производительность станов холодной прокатки и отделочных агрегатов 1. Однако одновременно с повышением производительности станов сварка ставит проблему прокатки полос со сварными швами без обрывов, поскольку пропуск сварных швов через стан. на вькоких скоростях зачастуюпрйводит к обрывам полосы по сварному шву Эта проблема обусловлена, в основном Следующими причинами: различием механических свойств стыкуемых полис и сварного шва, различной толщиной свариваемых полос, ростом межклетевых натяжений и увеличением неравномерности натяжения при замедлении скорости прокатки во время пропуска сварного стыка. Наиболее близким техническим решением из известных является способ обработки сварного шва при получении подката для производства холоднокатаН 1х листов, при к отором концы горячекатаньох. ПО.ПОС сваривают встык и со сварного шва удаляют грат с занижением толщины металла сварного шва по сравнению с толщиной свариваемых полос . В данном способе занижение толщи ны металла сварного шва производят от кромок полосы с равномерным увеличением глубины занижения к ее середине, а толщину металла шва в середине. ПОЛОСЫ определяют по формуле ti -A.Jlo . . , V где } - толщина металла сварного шва в середине полосы, мм; Ь - предел текучести материала полосы, кГС/мм
Чтолщина свариваемых полос,
мм; предел текучести материала
шва, кгс/MMt Известный способ позволяет компенсировать лишь влияние различий механических свойств сварного шва и основной части полос 2.
Однако отрицательное воздействие на прокатываемость швов неодновременного входа шва в очаг деформации на всей ширине полосы в известном способе устранено быть не может. Обработка сварного шва по этому способу повышает величину растягивающих продоль-ных напряжений и увеличивает их неравномерность распределения по ширине прокатываемой полосы. Причина состоит в том, что равномерное углубление шва выполненное по прямой линии, не обеспчивает одновременного захвата шва по всей ширине полосы, поскольку рабочиевалки прокатного стана всегда имеют выпуклость. Первоначапьный захват шва валком произойдет ;лишь в двух точках. В результате, в момент захвата сварного шва возникают усилия, приложенные в указанных точках и изгибающие шов в плоскости прокатки. Это приводит.кувеличению неравномерности распределения продольных напряжений по ширине полосы, возрастанию величины растягивающих напряжений на отдельных участках шва до значений равных пределу прочности металла шва, деформированию шва в наиболее опасном направлении - в плоскости прокатки и обрыву полосы.
Цель изобретения - повышение производительности путем стабилизации, и увеличения скорости процесса про-,
катки.
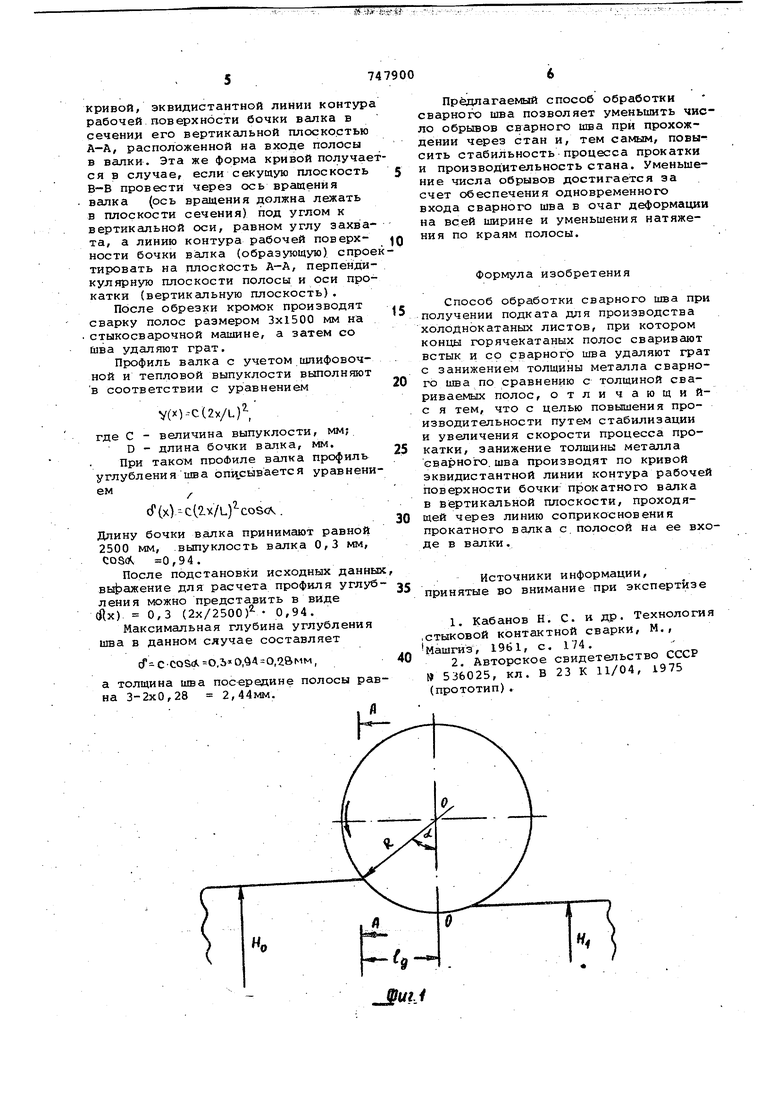
Указанная цель достигается т&л, что занижение толщины металла сварного шва производят по кривой эквидистантной линии контура рабочей поверхности бочки прокатного валка в вертикальной плоскости, проходящей через линию соприкосновения прокатного валка с полосой на ее входе в валки.
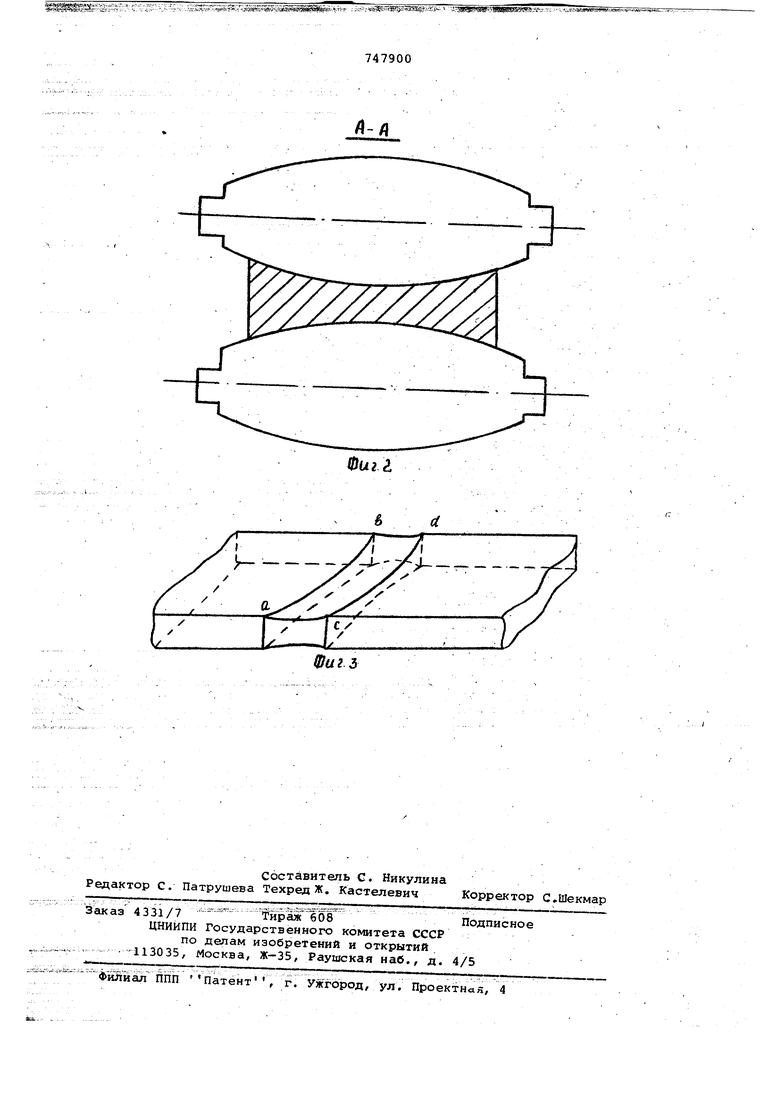
На фиг. 1 показана схема осуществления способа; на фиг,2 - сечение А-Л на фиг,1; на фиг, 3 - вид сварно го шва после удаления грата. .Способ осуществляют следующим образом, После обрезки кромок полос на нож производят их сварку в стыкосв рочной машине непрерывным оплавление и затем удаляют образовавшийся грат в гратоснимателе. При съеме грата производят углубление сварного шва от кромок полосы к середине, например, путем придания режущему элементу гратоснимателя перемещения в вертикальной плоскости одновременно с поступательным его движением в горизонтальной плоскости.
Кривизна линии а - с определяется кривизной режущего злёмента гратоснимателя, а кривизна линии а - в определяется характером перемещения режущего элемента в вертикальной плоскости при его поступательном движении в горизонтальной плоскости. Причем соотношение перемещения режущего элемента в вертикальной и горизонтальной плоскостях выбирается таким образом, чтобы кривизна линии а - б сварного шва в вертикальной плоскости была эквидистантна проекции образующей рабочего валка в сечении угла захвата шва на вертикальную плоскость В этом случае будет обеспечен одновременный захват валком сварного шва по всей ширине полосы. На кромках полосы шов по своей оси должен иметь толщину, отличающуюся от толщины полосы, на величину закругления рейда гратоснимателя (с обеих поверхностей полосы),
Углубление сварного шва по ширине; полосы должно выполняться по кривой, описываемой следующим уравнением .
d(X)--v/(i),
где сГ(Х)- профиль образующей углубления по ширине полосы; X - координата в направлении шири нь1 полосы; у(х)- уравнение образующей профиля
валков; ; (Л - угол захвата. Для определения кривой, по которой производится занижение толщины сварного шва, рассматривается сечение бочки рабочего валка плоскостью А-А, перпендикулярной плоскости прокатываемьк полос и оси прокатки (направлению прокатки) и проведенной через образующую, соответствующую углу захвата Л (см. фиг. 1). То есть, рассматривается входное сечение очага деформации вертикальной перпендикулярной плоскости полосы и оси прокатки) плоскостью А-А. Если за выходное сечение очага деформации принимать сечение 0-0 плоскостью/ проходящей через оси вращения верхнего и нижнего валков, то входное сечение располагается от него на расстоянии длины очага деформации Рд () Вд - длина очага деформации; - радиус валка; и Н.,- толщина полосы перед и .после прокатки Входное сечение очага деформации оответствует углу контакта (углу ахвата) сз прокатываемой полосы с алкомгcA.V Таким образом, занижение толщины леталла сварного шва производят- по кривой, эквидистантной линии контур рабочей поверхности бочки валка в сечении его вертикальной плоскостью А-А, расположенной на входе полосы в валки. Эта же форма кривой получае ся в случае, если секущую плоскость В-В провести через ось вращения валка (ось вращения должна лежать в плоскости сечения) под углом к вертикальной оси, равном углу эахва та, а линию контура рабочей поверхности бочки валка (образующую) спро тировать на плоскость А-А, перпенди кулярную плоскости полосы и оси про катки (вертикальную плоскость). После обрезки кромок производят сварку полос размером 3x1500 мм на стыкосварочной машине, а затем со Шва удаляют грат. Профиль валка с учетом шлифовочной и тепловой выпуклости выполняют в соответствии с уравнением V()C(2y/L), где С - величина выпуклости, мм; D - длина бочки валка, мм. При таком профиле валка профиль углубления шва опи.сывается уравнени . ((х)--С(1х/д -со5оч. Длину бочки валка принимают равной 2500 мм, .выпуклость валка 0,3 мм, С08Л 0,94. После подстановки исходных данны внЬажение для расчета профиля углуб ления можно представить в виде Cftx) 0,3 (2x72500) 0,94. Максимальная глубина углубления шва в данном случае составляет сГ-С .5«0,94 O,2eMM, а толщина шва посередине полосы рав на 3-2x0,28 2,44мм. Предлагаемый способ обработки сварного шва позволяет уменьшить число обрывов сварного шва при прохождении через стан и, тем самым, повысить стабильность процесса прокатки и производительность стана. Уменьшение числа обрывов достигается за счет обеспечения одновременного входа сварного шва в очаг деформации на всей ширине и уменьшения натяжения по краям полосы. Формула изобретения Способ обработки сварного шва при получении подката для производства холоднокатаных листов, при котором концы горячекатаных полос сваривают встык и со сварного шва удаляют грат с занижением толщины металла сварного шва по сравнению с толщиной свариваемых полос, отличающийс я тем, что с целью повышения производительности путем стабилизации и увеличения скорости процесса прокатки, занижение толщины металла сварного. шва производят по кривой эквидистантной линии контура рабочей поверхности бочки прокатного валка в вертикальной плоскости, проходящей через линию соприкосновения прокатного валка с,полосой на ее входе в валки. Источники информации, принятые во внимание при экспертизе 1.Кабанов Н. С. и др. Технология стыковой контактной сварки, М., Машгиз, 1961, с, 174. 2.Авторское свидетельство СССР №536025, кл. В 23 К 11/04, 1975 (прототип).
н„
747900
