Изобретение относится к области прокатного производства, в частности к прокатке полосового металла, имеющего сварные швы.
Целью изобретения является снижение продольной разнотолщинности полос и повышение надежности сварного соединения путем уменьшения обрывов при последующей прокатке.
Сущность изобретения заключается в том, что подготовку подката для производства холоднокатаных полос выполняют путем сварки встык концов отдельных горячекатаных полос с последующим снятием грата со сварных стыков, причем толщину полосы в месте сварного шва при снятии грата устанавливают в соответствии с уравнением
h -JoUilS ыв ,+b
(1)
:М5аг+п mh«ibal
,+HRB2 J
где h,h2 - толщина свариваемых полос, мм;
HRBue,
HRB,,
HRB - соответственно твердость шва и твердости свари- в аемых поло с;
m - эмпирический коэффициент, , равный 0,9-1,1.
По описываемому способу толщину Полосы в месте сварного шва устанавливают в соответствии с отношением Твердости шва и твердостей свариваемых полос, а также в соответствии С толщинами свариваемых полос, При этом толщина полосы в месте сварного шва после снятия грата может быть еньше, больше и равна толщинам свариваемых полос.
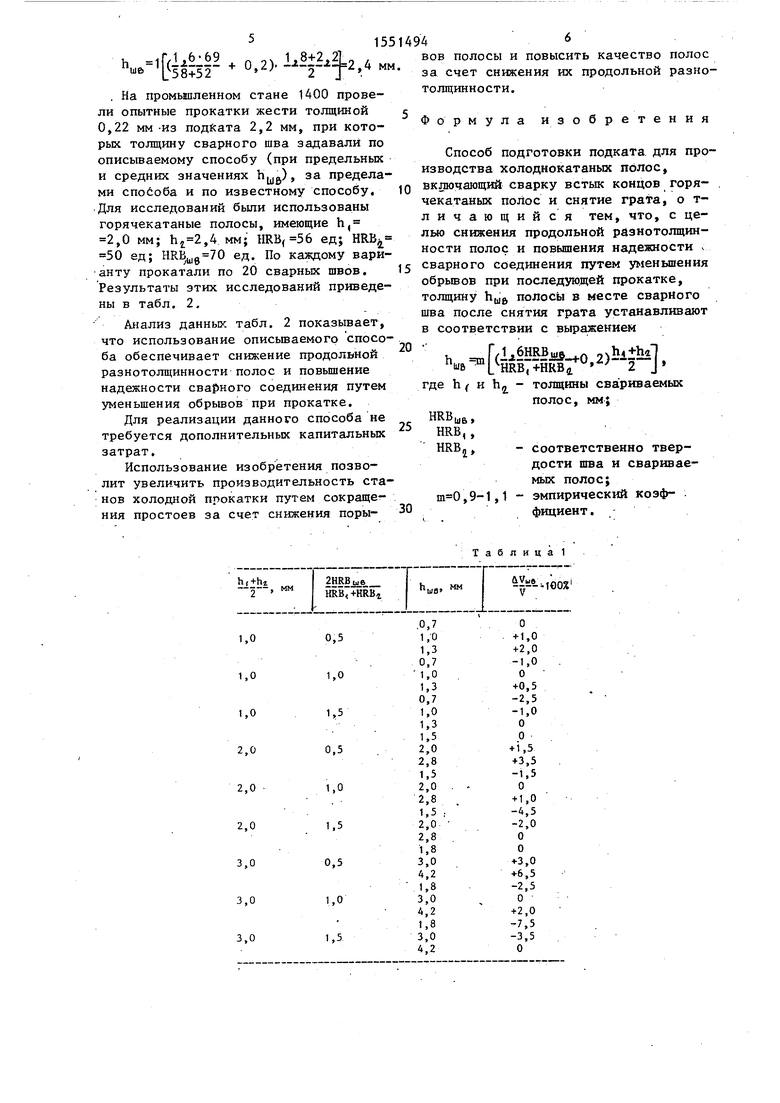
Для определения математической (зависимости (1) было проведено экспе- Ј иментальное исследование на лабораторном стане-200„ Прокатывали образцы имеющие участки сварных швов. Значения толщины свариваемых полос и свар- Його шва, а также твердости сваривав- мых полос и сварного шва варьировали |в пределах, имеющих место на практике: толщина полос 1,0-3,0 мм, твердость полос 40-60 HRB, толщина шва 0,7-4,2 мм, твердость шва 30 - 80 HRB Скорость прокатки составляла 2 м/с. Прокатку вели без натяжения. При прокатке фиксировали изменение скорости движения переднего конца образца (&УЫ6/У) с помощью тахометрического ролика, установленного на выходе из очага деформации. Исследования проводили на образцах из стали и меди, что позволило смоделировать всё реально возможные сочетания соотношений твердостей сварного шва и стыкуемых полос Результаты исследований были статистически обработаны и представлены в табл. 1 в виде обобщенных характерноh +h2
...
твердости шва и полос
2HRB HRB7+HRBi
В качестве оптимальнок выбирали такие соотношения указанных параметров, которые обеспечивали ведение прокатки с постоянной скоростью на
тик толщины полос
и соотношения
выходе (), т.е. без рывков натяжения .
Для удобства использования поля полученных экспериментальных результатов, определяющих зависимость
, ,- 2HRBjjjjj
n& iVHRB7+HRB
h( . ,
и позволяющих стабилизировать кинематику процесса холодной прокатки полос
5 0 5
0
5
0
5
0
5
со швами, было получено аналитическое описание поля в виде уравнения -(1)
h Г(ибНК:Вш§ +о 2Hh iM «-НИ3 2 -I
Диапазон изменения коэффициента
m(0,9i: m 1 ,1) учитывает множество значений, которое может принимать га при заданных остальных параметрах.
Если ,9,т.е. ниже нижней границы экспериментального поля, то произойдет рывок натяжения, приводящий к увеличению раэнотолщинности и вероятности обрыва полосы.
Если ,1, т.е. выше верхней границы экспериментального поля, то процесс прокатки нарушается по условиям захвата полосы в очаге деформации.
Так как поле, построенное по экспериментальным точкам, соответствует оптимальным значениям ЬЦ1Ь, то и коэффициенты уравнения (1), описывающего это поле, являются оптимальными.
Описываемый способ может быть pea-; лизован следующим образом.
Перед прокаткой на стане с помощью рентгеновского толщиномера определяют толщину свариваемых полос (либо пользутот статистические данные о толщине свариваемых полос), э с помощью коэрцитиметра определяют твердость стыкуемых полос и шва (либо используют статистические данные, полученные в лабораторных условиях)„ Затем по формуле (1) вычисляют необходимую толщину сварного шва для данного сортораз- мера и с помощью гратоснимателя после сварки устанавливают толщину сварного шва, равную расчетной. После этого начинается прокатка на ;тане.
Например., на шестеклетевом стане 1400 необходимо прокатать укрупненный горячекатаный рулон полосы толщиной 2,0 мм из стали 08 лп. Статистически установлено, что для данного сорторазмера толщина переднего конца горячекатаного р/лона составляет 1,8 мм, а заднего - 2,2 мм, при этом их твердость соответственно равна 58 и 52 ед. HRB.
Среднестатистическая твердость швов составляет 69 ед. HRB. Перед прокаткой на стане (для осуществления непрерывного процесса прокатки) сваривают конец предыдущего и начало последующего горячекатаного рулонов. Поэтому при сварке полос толщина шва составит по уравнению (1)
h«e-1
к
S&& 0.
J.4
. На промышленном стане 1400 провели опытные прокатки жести толщиной 0,22 мм-из подката 2,2 мм, при которых толщину сварного шва задавали по описываемому способу (при предельных
и
средних значениях пЫ(Л, за предела
ми способа и по известному способу. Для исследований были использованы горячекатаные полосы, имеющие ht- 2,0 мм; ,4 мм; HRB(56 ед; Ш -50 ед; HRBlue 70 ед. По каждому варианту прокатали по 20 сварных швов. Результаты этих исследований приведены в табл. 2,
Анализ данных табл. 2 показывает, что использование описываемого способа обеспечивает снижение продольной разнотолщинности полос и повышение надежности сварного соединения путем уменьшения обрывов при прокатке.
Для реализации данного способа не требуется дополнительных капитальных затрат.
Использование изобретения позволит увеличить производительность станов холодной прокатки путем сокращения простоев за счет снижения поры
ох
15514946
BOB полосы и повысить качество за счет снижения их продольной толщинности.
мм.
Формула изобретения
Способ подготовки подката для производства холоднокатаных полос, включающий сварку встык концов горячекатаных полос и снятие грата, о т- личающийся тем, что, с целью снижения продольной разнотолщинности полос и повышения надежности сварного соединения путем уменьшения обрывов при последующей прокатке, толщину ЬЫ6 полосы в месте сварного шва после снятия грата устанавливают в соответствии с выражением
ив где h
h, - толщины свариваемых
ПОЛОС, MMJ
UI6
HRB HRB, , HRBa
,9-1,1 соответственно твердости шва и свариваемых полос; эмпирический коэффициент .

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования скорости при холодной прокатке сварных полос | 1988 |
|
SU1637893A1 |
| Способ обработки сварных соеди-НЕНий гОРячЕКАТАНыХ СТАльНыХ пОлОС | 1978 |
|
SU819198A1 |
| Способ обработки сварного шва | 1975 |
|
SU536025A1 |
| Способ обработки сварного шва при получении подката для холоднокатаных листов | 1983 |
|
SU1348114A1 |
| Способ сварки горячекатаных полос | 1983 |
|
SU1143548A2 |
| Способ обработки сварного шва | 1978 |
|
SU747900A1 |
| СПОСОБ СВАРКИ ГОРЯЧЕКАТАНЫХ ПОЛОС | 1973 |
|
SU390884A1 |
| Способ обработки сварного стыка | 1978 |
|
SU747899A1 |
| Способ производства холоднокатаных полос | 1990 |
|
SU1736649A1 |
| СПОСОБ ФОРМИРОВАНИЯ РУЛОНА ТРАВЛЕНОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277988C1 |
Изобретение относится к прокатному производству, в частности к прокатке полосового металла, имеющего сварные швы. Цель изобретения - снижение продольной разнотолщинности полос и повышение надежности сварного соединения путем уменьшения обрывов при последующей прокатке. Для повышения производительности станов холодной прокатки горячекатаные рулоны укрупняют путем сварки концов отдельных полос встык. Перед последующей холодной прокаткой со сварного шва удаляют грат. По описываемому способу толщину полосы в месте сварного шва устанавливают в зависимости от соотношения твердостей сварного шва и свариваемых полос, а также от толщины свариваемых полос и определяют по формуле Hшв=M{[(1,6HRBшв)/(HRB1+HRB2)]+0,2}[(H1+H2)/2], где H1, H2 - толщина свариваемых полос, мм
HRBшв, HRB1, HRB2 - соответственно твердость шва и твердости свариваемых полос
M - эмпирический коэффициент, равный 0,09 - 1,1. За счет снижения порывов полосы сокращается простой стана. 2 табл.
Таблица 1
2,77
3,04
3,10
1,67
Таблица2
клонекие по
описываемому
способу
Средние значения по описываемому способу
Предельное отклонение по описываемому способу
Пробуксовка при захвате валками участка шва
По известному способу
| СПОСОБ СВАРКИ ГОРЯЧЕКАТАНЫХ ПОЛОС | 0 |
|
SU390884A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ обработки сварного шва | 1975 |
|
SU536025A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| / | |||
