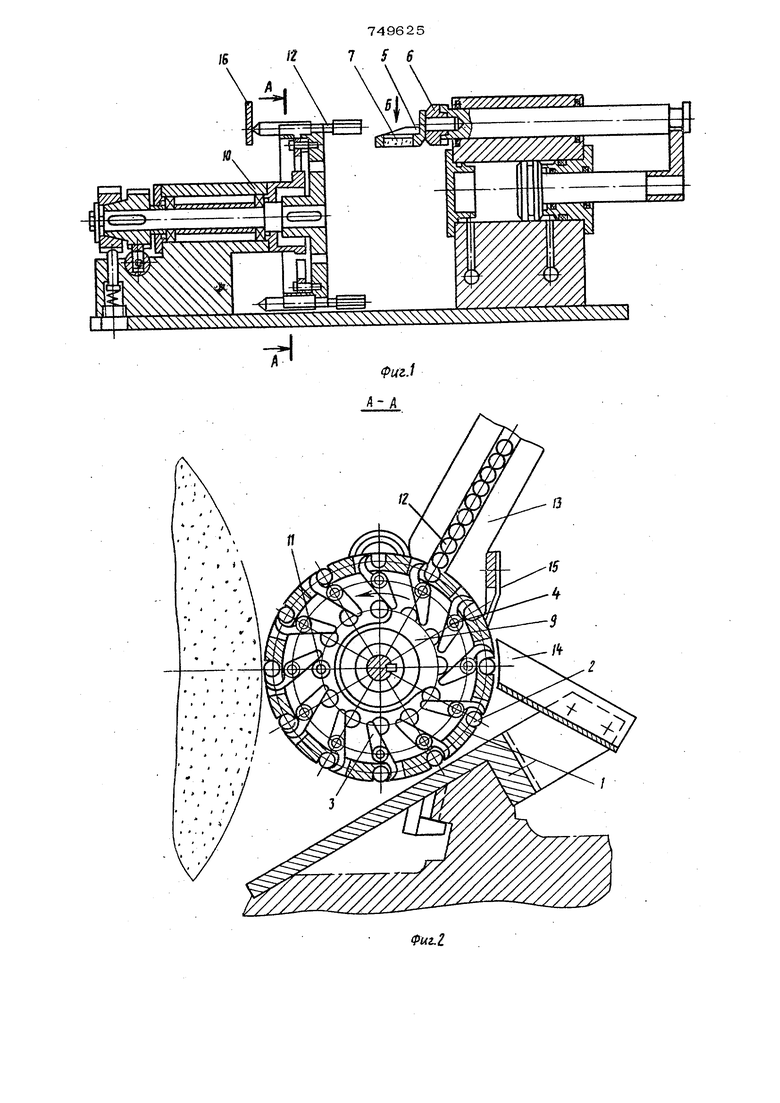
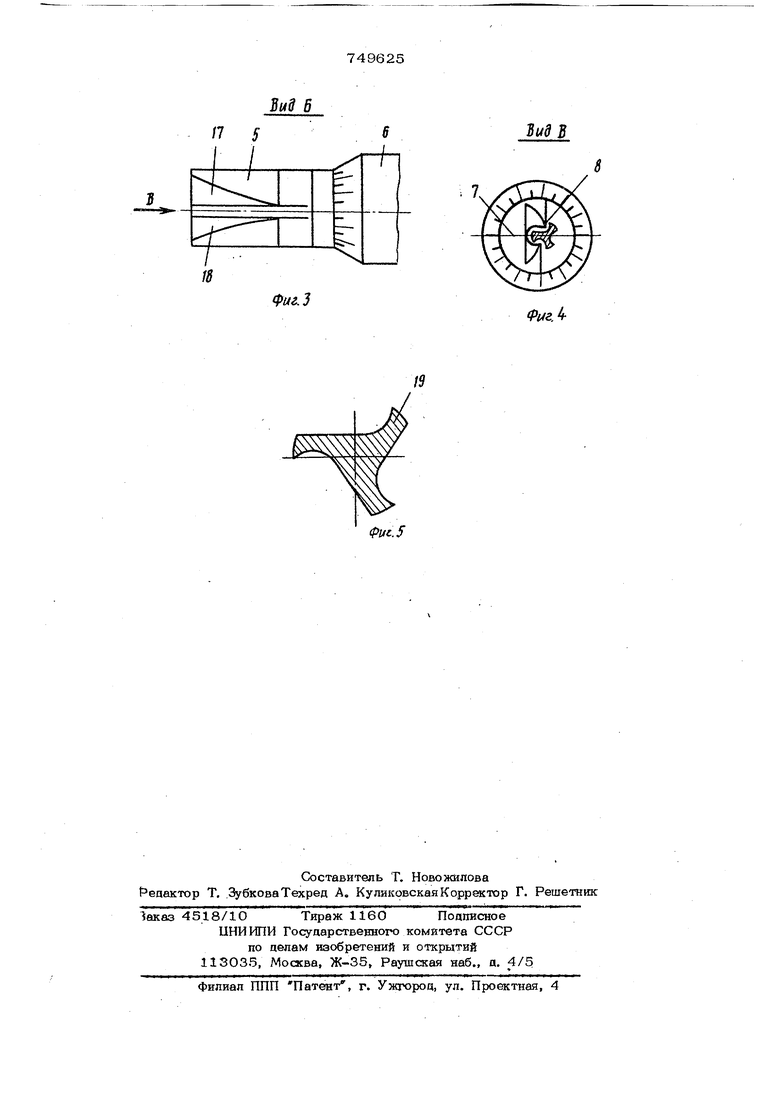
(54) УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С ПРОФИЛИРОВАННЫМИ ТОРЦАМИ Изобретение относится к средствам i автоматизации технопогических процессов в машиностроении и может быть использовано в автоматических загрузочных уотройствах для цилинарических деталей с профилированными торцами, например мет чиков, при подаче их к резьбошлифовальным станкам. Известно устройство длп ориентации деталей, содержащее поворотный барабан и неподвижно установленный сектор с пру жинящими выступами, охватывающими часть поворотного стола и взаимодейству щими с ориентируемой деталью во время ее транспортировки . Недостатком данного устройства является то, что оно не обеспечивает надежную ориентацию цилиндрических детаг лей с профил1фованным торцом, например метчиков. Известно также устройство для ориентации цилиндрических деталей с профилированными торцами содержащее поворот ный барабан с загрузочными гнездами 2. в таком устройстве ориентация деталей осуществляется при взаимодействии с чередующимися выступами и впааинш и неподвижных секторов, Недостатком данного устройства является отсутствие фиксации ориентированной детали в загрузочных гнездах прерывисто вращающегося барабана, что снижает надежность ориентации. Целью изобретения является повьпиение надежности устройства. Указанная цель обеспечивается снабжением устройства установленным соосно загрузочным гнездам поворотного барабана в зоне ориентации ложементом с дропеллерообразным профилем сторон и -образным пазом и с вмонтированным в него постоянным магнитом. На фиг. 1 изображен общий вид устройства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - вид по стрелке В фиг. 3; на фиг. 5 - профиль- ориентируемой детали.
Устройство состоит из поворотного барабана 1 с загрузочными гнездами 2 и поцпружиненных прижимных рычагов 3, качающихся вокруг оси 4, ложемента 5, имеющего возможность разворачиваться вокруг своей оси цпя настройки на опрецепенный угол, фиксирующего элемента 6, постоянного магнита 7, который вмонч тирован в ложемент 5 симметрично U -образному пазу 8. На поворотном барабане 1 смонтирован управляющий кулак 9, который закреплен неподвижно на корпусе 10, и конусный стержень 11 для освобождения детали в момент ее зажима в центрах станка. Загрузка деталей 12 в пово ротный барабан 1 производится из подшощего лотка 13. Выгрузка деталей в отводящий лоток 14 обеспечивается сталкиватепем 15. Пластина 16 вьшолняет роль yrtopa в момент ориентации детали 12 по углу при наезде на деталь ложемента 5. Ложемент 5 имеет две стороны 17 и 18 с пропеллеобразньм профилем, взаимодействующим с выступами 19 детали 12.
Загрузочное устройство для ориентации деталей работает следующим образом. Детали, находящиеся в лотке 13, предварительно сориентированы профилированными концами в одну сторону. Поворотный барабан 1 имеет периодическое вращение. Во время остановки барабана 1 выпол-няются одновременно следующие операции
-загрузка детапи в загрузочные гнезда;
-ориентация детали по углу;
-резьбощлифование детали;
-. выгрузка детапи в отводящий лоток 15.
Из лотка 13 деталь поступает в загрузочное гнездо 2. На этой позиции прижимной рычаг 3 находится в расфиксированном положении, взаимодействуя одним концом с профилем кулака 9.
В следующую позицию деталь 12 поступает в расфиксированном положении. И в этой позиции происходит ориентация детали по углу в момент выстоя барабана Ложемент 5, перемещаясь вперед при помощи пропеллерообразного профиля сторон 17 и 18, неодинаково расположенных по
высоте, и постоянного магнита 7, вмонтированного CODCHO установочному пазу 8, поворачивает деталь 12 за ее выступ 19 вокруг своей оси и фиксирует в определенном положении. Затем ложемент перемещается назад и останавливается в иохоцной позиции;
При повороте барабана 1 на величину щага загрузочных гнезд 2 происходит
фиксация сориентированной детали 12 рычагом 3 за счет профиля кулака 9.
В позиции, когда деталь 12 находится на оси центров, происходит фиксация детали передним и задним центром станка, а
затем конусный стержень 11, перемещаясь вперед, расфиксирует деталь 12, нажимая на конец подпружиненного рычага 3 до тех пор, пока она не будет полностью обработана. После этого конусный стержень
11 становится в исходное положение и рычагом 3 фиксирует деталь 12. Передний и задний центры станка отводятся, барабан 1 поворачивается на заданный угол. В зоне выгрузки прижимной рычаг 3,
наезжая на профиль кулака 9, расфиксирует деталь 12, которая в случае прилипания перемещается сталкивателем 15 в отводящий лоток 14.
Формула изобретения
Устройство для ориентации цилиндрических деталей с профилированными торцами, содержащее барабан с загрузочными гнездами, отличающееся тем, что, с целью повьпнения -надежности устройства, оно снабжено установленным соосно загрузочным гнездам поворотного
диска в зоне ориентации ложементом с пропеллерообразным профилем сторон образным пазом и с вмонтированными в него постоянным магнитом. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 438518, кл. В 23 q 7/02, 1972.
2.Авторское свидетатьство СССР по заявке № 2375516/08,
кл. б 23 Q 7/02, 1976.
в
Sud Б
/7 5
Уид В
Ъ
IS
.З
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации цилиндрических деталей с профилированными торцами | 1979 |
|
SU992156A1 |
| Устройство для ориентации цилиндрических деталей с профилированными торцами | 1980 |
|
SU889381A1 |
| Ориентирующее устройство | 1981 |
|
SU1014683A1 |
| Устройство для поштучной выдачи деталей | 1979 |
|
SU781019A1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2096160C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ КОЛЕЦ С КОНИЧЕСКИМ ОТВЕРСТИЕМ | 1992 |
|
RU2008165C1 |
| Устройство для ориентации плоских деталей | 1978 |
|
SU785017A1 |
| Загрузочное устройство | 1987 |
|
SU1652042A1 |
| Устройство для абразивной обработки | 1971 |
|
SU456713A1 |
| ОРИЕНТИРУЮЩЕЕ УСТРОЙСТВО БАРАБАННОГО ТИПА | 1965 |
|
SU169380A1 |