(54) УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С ПРОФИЛИРОВАННЫМИ TOPЦA/VlИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации цилиндрических деталей с профилированными торцами | 1979 |
|
SU992156A1 |
| Устройство для ориетации цилиндрических деталей с профилированными торцами | 1977 |
|
SU749625A1 |
| Приспособление для непрерывного фрезерования деталей | 1990 |
|
SU1787709A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Устройство для ориентации радиодеталей | 1976 |
|
SU745036A1 |
| Устройство для закрепления деталей | 1985 |
|
SU1263493A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1983 |
|
SU1114511A2 |
| Загрузочный ротор | 1991 |
|
SU1816642A1 |
| Устройство для сборки деталей типа вал-втулка | 1991 |
|
SU1808647A1 |

I
Изобретение относится к автоматизации технологических процессов в машиностроении и может быть использовано в автоматических загрузочных устройствах для цилиндрических деталей с профилированными торцами, например метчиков, разверток и др. при загрузке металлорежу1Щ1х станков.
Известно устройство для ориентации цилиндрических деталей с профилированными торцаци, содержащее поворотный барабан с загрузочными гнездами и с фиксирующими подпружиненными рычагами, а также механизм ориентации деталей по углу, выполненный в виде установленного соосно детали стакана, на цилиндрической поверхности которого размещен С-образный упругий элемент и зуб 1.
Недостаток известного устройства заключается в том, что имеется возможность попадания в зону направляющих зуба со ско-. сом эмульсии с абразивом, в результате чего происходит защемление (заклинивание) поверхности зуба с его направляющими в корпусе стакана и в целом снижается надежность работы устройства, а также наличие окна для установки зуба в стенке корпуса
стакана вызывает затруднения в его выполнении, так как требуется трудоемкая вспомогательная операция (например долбежка, припиловка), что заметно сказывается на технологичности изготовления устройства и снижается надежность ориентации деталей 5 по углу с профилированным торцом.
Цель изобретения - расщирение технологических возможностей устройства.
Поставленная цель достигается тем, что механизм ориентации деталей по углу снаб Q жен расположенным в стакане подпружиненным выталкивателем, а зуб шарнирно установлен с возможностью взаимодействия с С-образным упругим элементом в пазу, который выполнен в стакане.
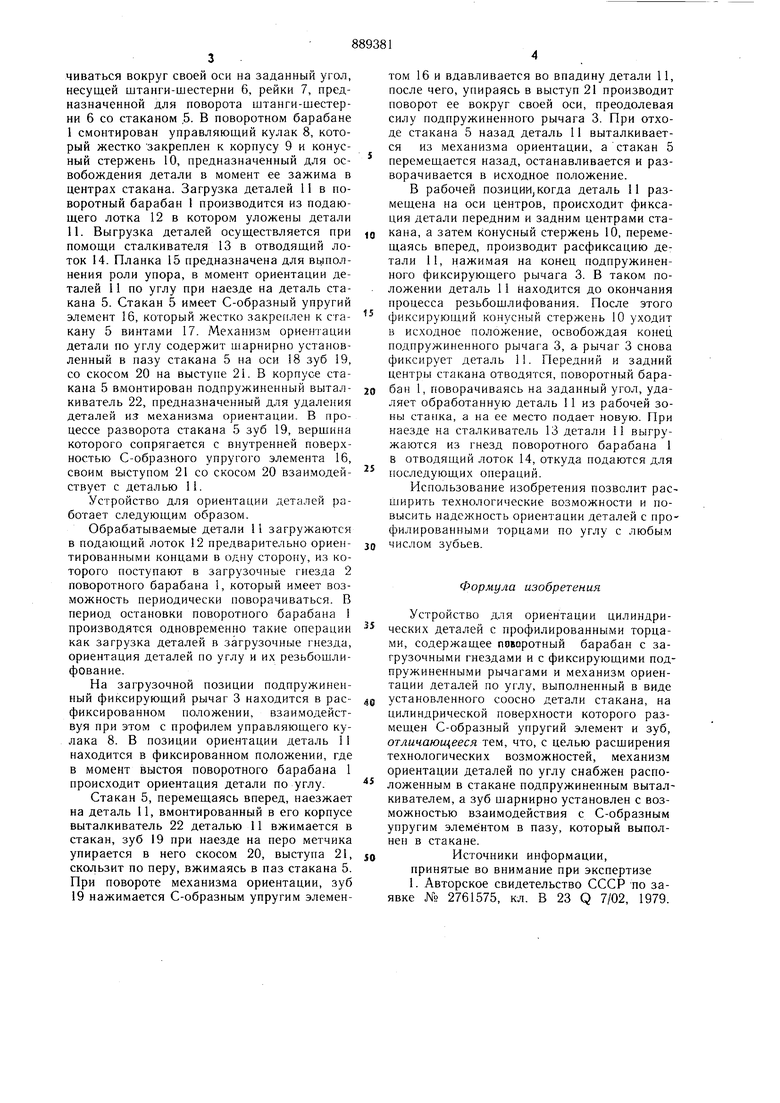
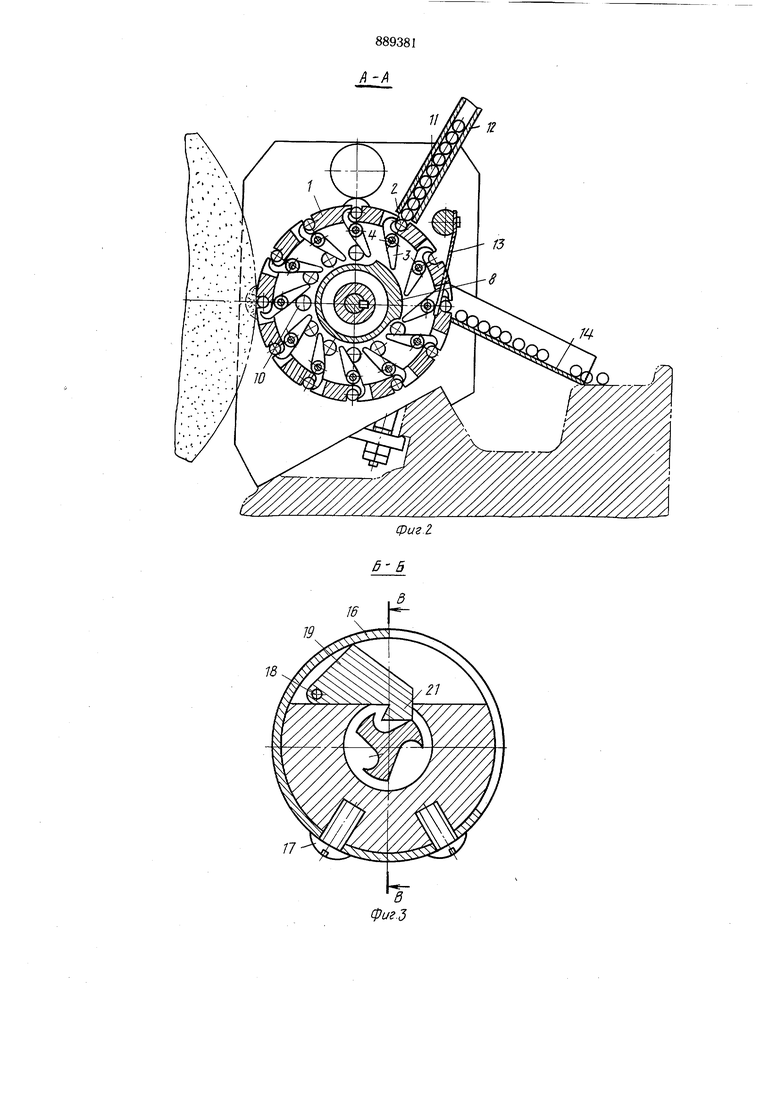
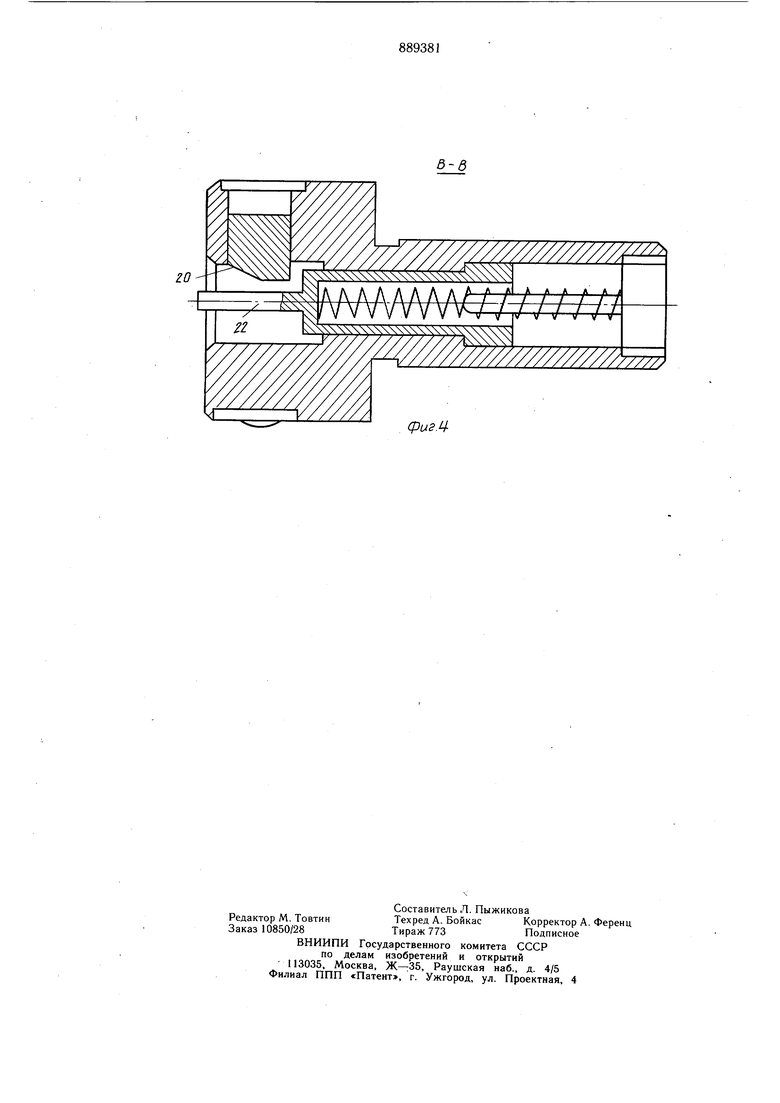
5 На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на ,фиг. 4 - разрез В-В на фиг. 3.
Устройство состоит из поворотного барабана с загрузочными гнездами 2 и подпружиненных фиксирующих рычагов 3, качающихся вокруг осей 4, механизма ориентации детали по углу, выполненного в виде стакана 5, имеющего возможность разворачиваться вокруг своей оси на заданный угол, несущей штанги-шестерни 6, рейки 7, предназначенной для поворота штанги-шестерни 6 со стаканом ,5. В поворотном барабане 1 смонтирован управляющий кулак 8, который жестко закреплен к корпусу 9 и конусный стержень 10, предназначенный для освобождения детали в момент ее зажима в центрах стакана. Загрузка деталей 11 в новоротный барабан 1 производится из подающего лотка 12 в котором уложены детали 11. Выгрузка деталей осуществляется при помощи сталкивателя 13 в отводящий лоток 14. Планка 15 предназначена для В1.1полнения роли упора, в момент ориентации деталей 11 по углу при наезде на деталь стакана 5. Стакан 5 имеет С-образный упругий элемент 16, который жестко закреплен к стакану 5 винтами 17. Механизм ориентации детали по углу содержит шарнирно установленный в пазу стакана 5 на оси 8 зуб 19, со скосом 20 на выступе 21. В корпусе стакана 5 вмонтирован подпружиненный выталкиватель 22, предназначенный для удаления деталей из механизма ориентации. В процессе разворота стакана 5 зуб 19, вершина которого сопрягается с внутренней поверхностью С-образного упругого элемента 16, своим выступом 21 со скосом 20 взаимодействует с деталью 11. Устройство для ориентации деталей работает следующим образом. Обрабатываемые детали 11 загружаются в подающий лоток 12 предварительно ориентированными концами в одну сторону, из которого поступают в загрузочные гнезда 2 поворотного барабана 1, который имеет возможность периодически поворачиваться. В период остановки поворотного барабана 1 производятся одновременно такие операции как загрузка деталей в загрузочные гнезда, ориентация деталей по углу и их резьбошлифование. На загрузочной позиции подпружиненный фиксирующий рычаг 3 находится в расфиксированном положении, взаимодействуя при этом с профилем управляющего кулака 8. В позиции ориентации деталь 11 находится в фиксированном положении, где в момент выстоя поворотного барабана 1 происходит ориентация детали по углу. Стакан 5, перемещаясь вперед, наезжает на деталь 11, вмонтированный в его корпусе выталкиватель 22 деталью 11 вжимается в стакан, зуб 19 при наезде на перо метчика упирается в него скосом 20, выступа 21, скользит по перу, вжимаясь в паз стакана 5. При повороте механизма ориентации, зуб 19 нажимается С-образным упругим элеменТОМ 16 и вдавливается во впадину детали 11, после чего, упираясь в выступ 21 производит поворот ее вокруг своей оси, преодолевая силу подпружиненного рычага 3. При отходе стакана 5 назад деталь 11 выталкивается из механизма ориентации, а стакан 5 перемещается назад, останавливается и разворачивается в исходное положение. В рабочей позиции,когда деталь 11 размещена на оси центров, происходит фиксация детали передним и задним центрами стакана, а затем конусный стержень 10, перемещаясь вперед, производит расфиксацию детали 11, нажимая на конец подпружиненного фиксирующего рычага 3. В таком положении деталь 11 находится до окончания процесса резьбошлифования. После этого фиксирующий конусный стержень 10 уходит в исходное положение, освобождая конец подпружиненного рычага 3, а рычаг 3 снова фиксирует деталь 11. Передний и задний центры стакана отводятся, поворотный барабан 1, поворачиваясь на заданный угол, удаляет обработанную деталь 11 из рабочей зоны станка, а на ее место подает новую. При наезде на сталкиватель 13 детали И выгружаются из гнезд поворотного барабана 1 в отводящий лоток 14, откуда подаются для 1оследующих операций. Использование изобретения позволит расширить технологические возможности и повысить надежность ориентации деталей с профилированными торцами по углу с любы.м числом зубьев. Формула изобретения Устройство для ориентации цилиндрических деталей с профилированными торцами, содержащее поворотный барабан с загрузочными гнездами и с фиксирующими подпружиненными рычагами и механизм ориентации деталей по углу, выполненный в виде установленного соосно детали стакана, на цилиндрической поверхности которого размещен С-образный упругий элемент и зуб, отличающееся тем, что, с целью расширения технологических возможностей, механизм ориентации деталей по углу снабжен расположенным в стакане подпружиненным выталкивателем, а зуб щарнирно установлен с возможностью взаимодействия с С-образным упругим элементом в пазу, который выполнен в стакане. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2761575, кл. В 23 Q 7/02, 1979. )
19
18
17
