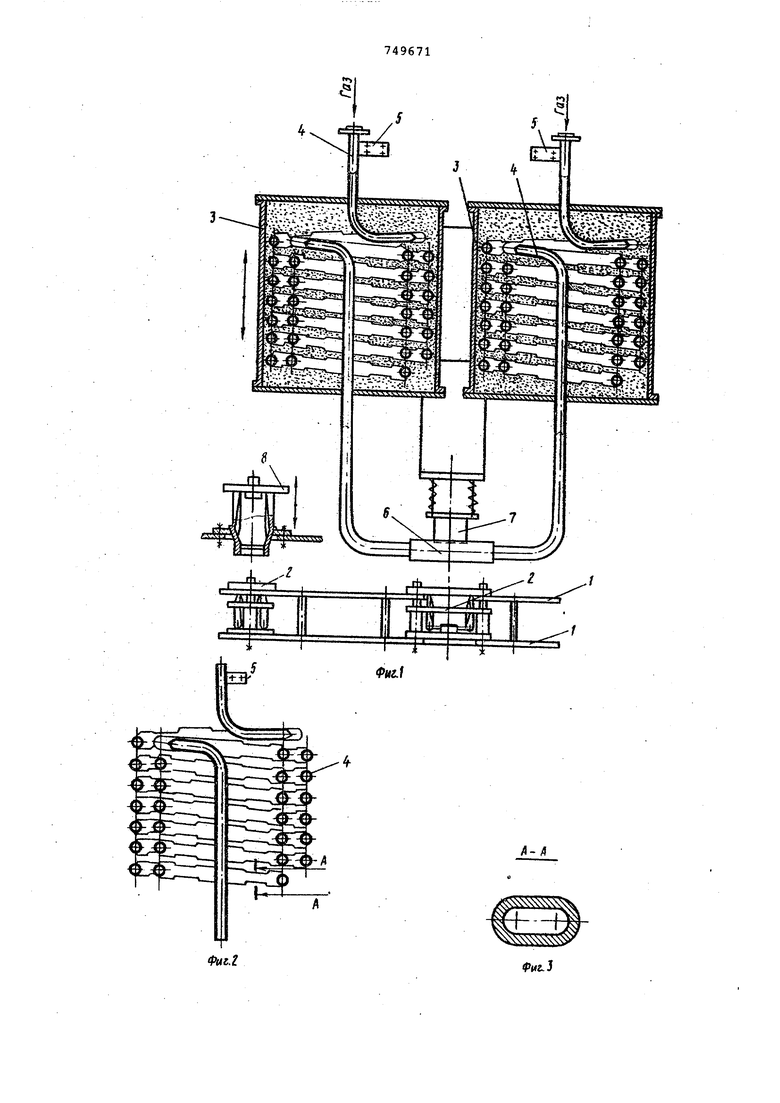
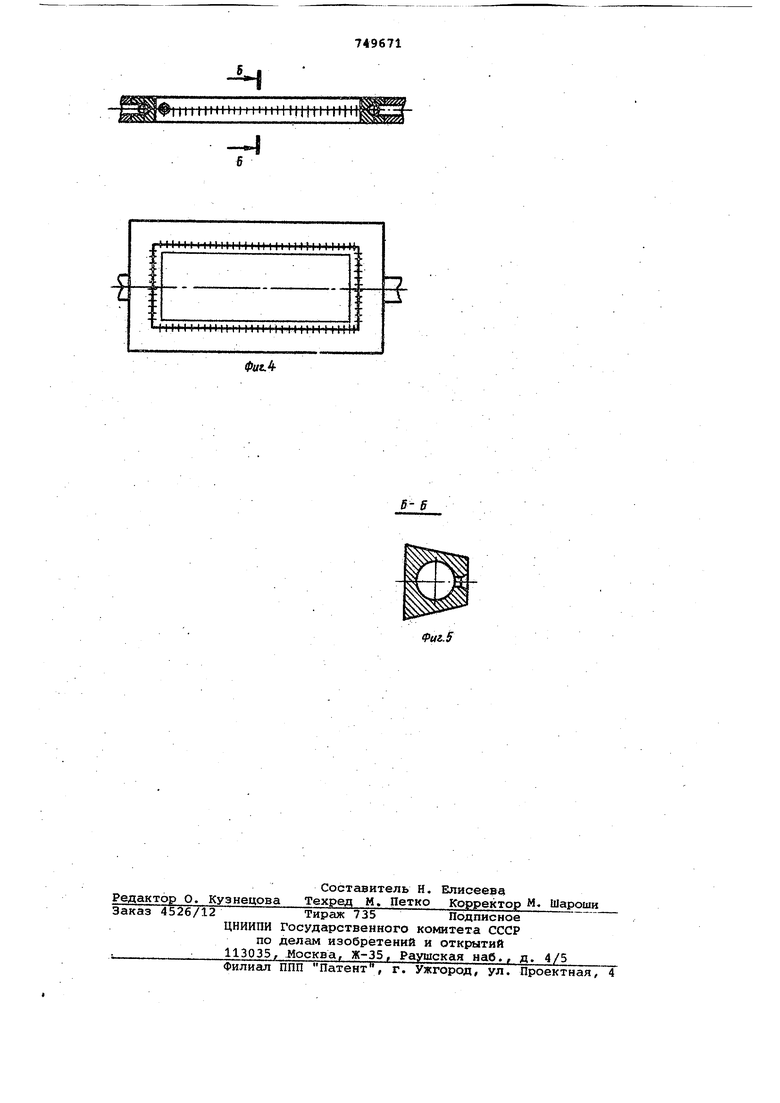
виде трубчатого змеевика с периодически меняющимся профилем сечения по длине трубы и снабженным клеммами 5 для подключения к источнику тока. Устройство содерй ит также сопло б, выполненное в виде полого замкнутого контура с конусными отверстиями на внутреннем периметре для выхода нагретого газа и соединенное с нагревателем 4 газа, подпружиненный 7, предназначенный для прижима крышки к сосуду аккумулятора во время разогрева свариваемых кромок сосуда и крышки и расположенный над соплом 6 и приспособление 8 для обжима сварного шва, расположенное над поворотным столом 1 в зоне обжима. Корпус 3 с нагревателем 4 газа и соплом б и приспособление 8 для обжима сварного шва имеют возможность поступательного перемещения относительно приспособлений 2 для зажима аккумуляторов, а конусные отверстия в сопле 6 расположены на таких расстояниях друг от друга,что обеспечивают взаимное перекрытие струй выходящего нагретого газа по всему сва риваемому контуру.
Трубчатый змеевик имеет периодически меняющиеся сечения по длине в виде круга и в виде вытянутого овала
Устройство работает следунхцим об.разом. После загрузки очередного аккумулятора с крышкой для сварки в приспособление 2 для зажима аккумулятора, представляющее собой, например, четырехлепестковый цанговый зажим, поворотный стол 1 поворачивается и останавливается в зоне сварки, при этом зажимное приспособление 2, с акку1.улятором располагается под соплом б, которое вместе с нагревателем 4 газа и Корпусом 3, в данный момент времени находится в верхнем крайнем положении.
После остановки стола 1 в зоне сварки корпус 3 с нагревателем 4 газа и соплом б опускается. Аккумулятор с крыгикой располагается в рабочем пространстве сопла б так, что линия сварки находится в плос.кости горизонтальной оси конусных .отверстий сопла. В этот момент прижим 7 прил имает усилием Р крьпику по контуру к сосуду аккумулятора, а. выходящий из конусных отверстий соп,ла б газ, нагретый в нагревателе 4 путем пропускания по нему электрического тока, разогревает свариваемые кромки aJ кyмyлятopнoгo сосуда и крышки одновременно по всему контуру до вязкотекучего состояние, присходит сварка крышки с сосудом.
По истечении времени, достаточного для сваривания деталей) корпус 3 с нагревателем 4, соплом 6 и прижимом 7 поднимается в верхнее исходное положение, а стол 1 с аккумулятором и приваренной к нему крышкой поворачивается в зону обжима. После остановки стола 1 приспособление 8 для обжима сварного шва, находившееся до этого в верхнем лоложении и представляющее собой цанговый, например, четырехлепестковый зажим, опускается и обжимает сварной шов по всему периметру аккумулятора.
Затем приспособление 8 для обжим шва поднимается в верхнее положе.ние, освобождая аккумулятор, стол 1 с готовым аккумулятором поворачивается в начальное положение и останавливается. Приспособление 2 для зажима раскрывается, освобождая готовое изделие. После загрузки очереного аккумулятора цикл повторяется. Предлагаемое устройство обеспечивает равномерный прогрев свариваемых поверхностей деталей, в результате повышается качество сварного соединения.
Формула изобретения
1.Устройство для сварки термопластов газообразным теплоносителем содержащее корпус с размещенным в нем нагревательным элементом в виде трубчатого змеевика, соединенного с источником тока, и сопло, отличающееся тем, что, с целью повышения качества сварного соединения, трубчатый змеевик выполнен
с периодически изменяющимся профилем сечения по длине.
2.Устройство по п, 1, о т л и чающе е с я тем, что сопло выполнено в виде полого замкнутого котура с конусными отверстиями по внуреннему периметру.
Источники информации, принятые во внимание при экспертиз
1.Авторское свидетельство СССР № 462724, кл. В 29 С 27/06, 1973.
2.Мордвйнцева А. В. и др. Современные методы сварки пластмасс. М., 1961, с. 13 (прототип).
Фие.1
fui-J
11111111111111И1|1ЦЦ11|1|1||
-I
6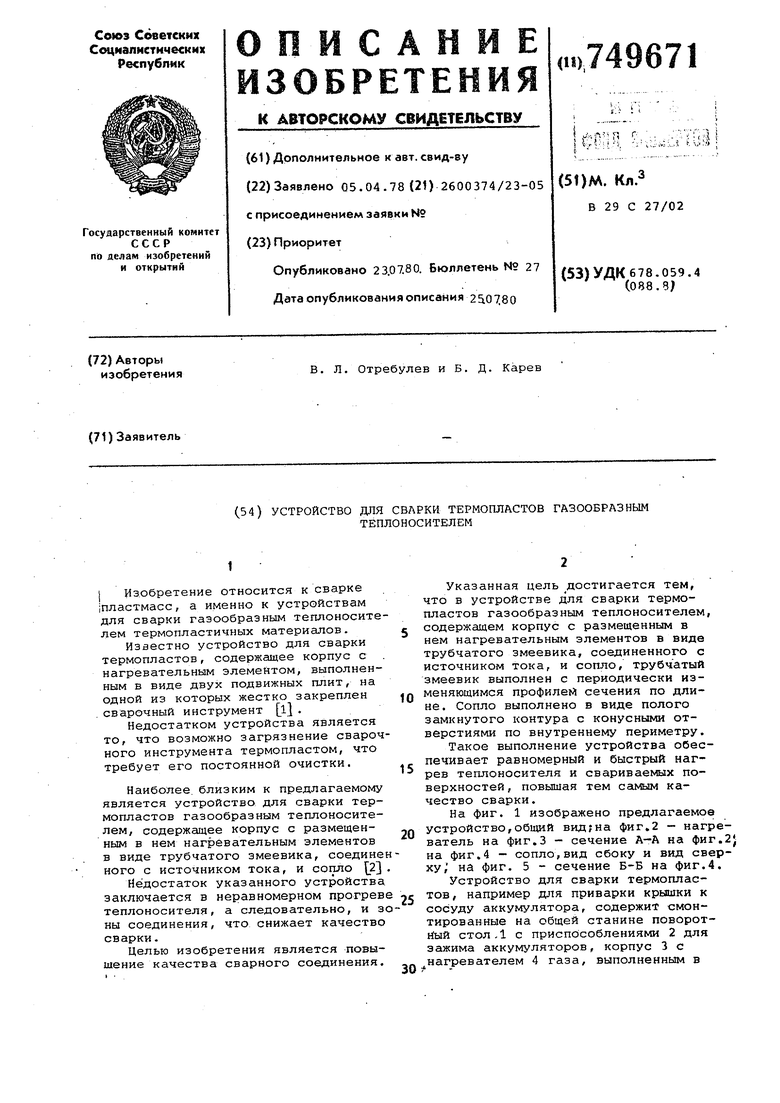
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| Способ упаковки в сепарирующий материал электродов электрического аккумулятора | 1980 |
|
SU951487A1 |
| УСТРОЙСТВО для ДВУСТОРОННЕЙ СВАРКИ ТЕРМОПЛАСТОВ | 1969 |
|
SU250432A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| Устройство для сварки | 1973 |
|
SU462724A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245769C2 |
| Установка для сборки под сваркуи СВАРКи пРОдОльНыХ шВОВ КОНичЕСКиХзАгОТОВОК | 1978 |
|
SU795834A1 |
| Устройство для сварки термопластичных пленок | 1976 |
|
SU620388A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНО-КОМБИНИРОВАННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2011 |
|
RU2456146C1 |