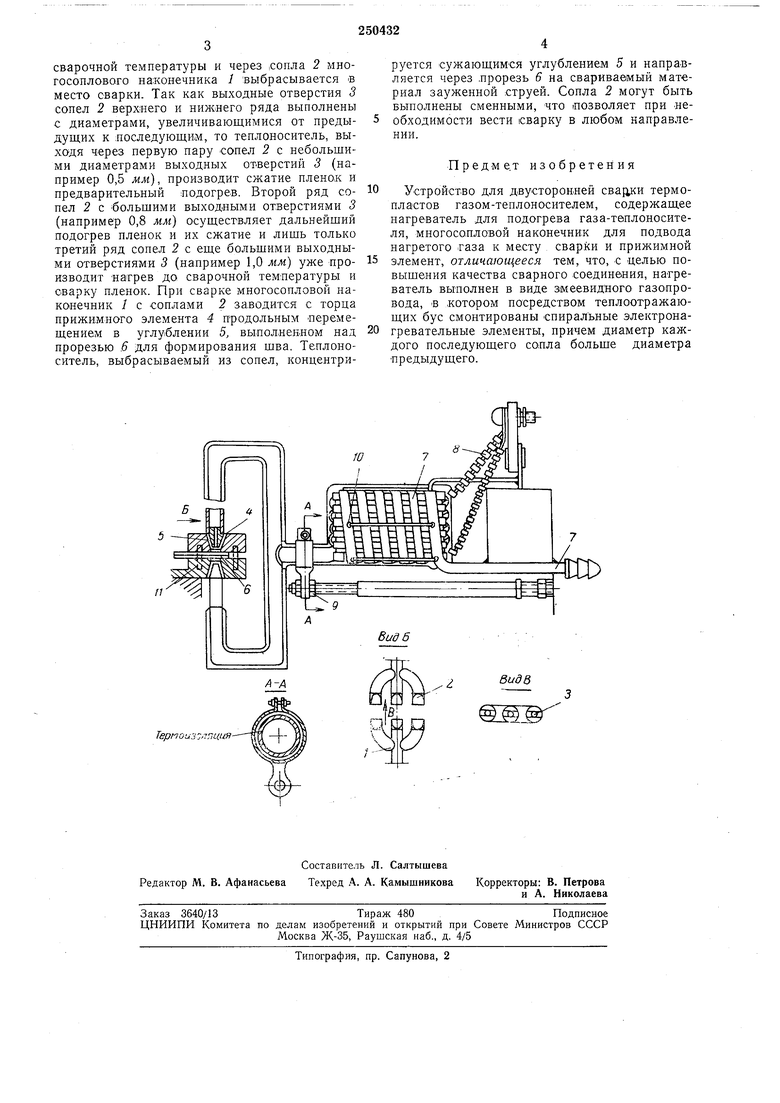
Изобретение относится к области обработки пластмасс. Известно устройство для двусторонней сварки термопластов газом-теплоносителем, содержащее нагреватель для подогрева газатеплоносителя, (Млогосопловой .наконечлик для подвода нагретого газа к месту сварки и прижимной элемент. Одна:ко это устройство не позволяет осуществить ступенчатый подогрев свариваемых изделий. Отличием предложенного устройства является то, что нагреватель выполнен в виде змеевидного газопровода, в котором посредством теплоотражающих бус смонтированы спиральные электронагревательные элементы, причем диаметр каждого последующего сопла больше диаметра предыдущего. Это повышает качество сварного соединения. На чертеже изображено предлагаемое устройство с видом на торец многосоплового наконечника с различными диаметрами выходных отверстий. Устройство для двусторонней сварки пластмасс, содержит многосопловой наконечник /, сопла 2 с выходными отверстиями 3 верхлего и нижнего рядов сопел для нодачи горячего газа в место сварки, расположенные соосно и один над другим, прижимной элемент.4 с углублением 5 для .многосоплового наконечника, укрепленный над прорезью 6 для формирова-ния шва. Отношение диаметров предыдущих выходных отверстий 3 к последующим составляет 1 : 1,6 и 1:2. Для подвода теплоносителя к многосопловому наконечнику / устройство снабжено трубопроводом 7, выполненным в виде змеевика. В полости, образованной спиралью змеевика, установлен электронагревательный элемент 8, собранный на теплоотра жающих бусах. Такое выполнение электрона гревательного элемента исключает рассеивание тепла. Для устранения влияния линейногс расширения горелка снабжена крепежным уст ройством 9, а спираль змеевика скрепленг шинами 10. .Прижимной элемент 4 для совмещения верхней части с нижней снабжен фиксаторами 11. Такое выполнение устройства для двусто ронней сварки пластмасс обеспечивает качество 1провара по глубине сварного шва при сварке пакета полиэтиленовых пленок. Предлагаемое устройство работает следующим образом. Свариваемый материал укладывается на половину прижимного элемента 4. Теплоноситель, например сжатый воздух, проходя по трубопроводу 7, нагретому электронагревательным элементом 8, нагревается до
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки термопластичных пленок | 1976 |
|
SU620388A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1978 |
|
SU749671A1 |
| Устройство для сварки полимерных материалов | 1987 |
|
SU1454721A1 |
| Устройство для сварки термопластичных пленок | 1987 |
|
SU1502391A1 |
| Способ сварки термопластичных полимерных материалов | 1987 |
|
SU1512803A1 |
| ЭЛЕКТРИЧЕСКИЙ НАГРЕВАТЕЛЬ ГАЗОВЫХ И ЖИДКИХ СРЕД | 2015 |
|
RU2611429C1 |
| Устройство для сварки деталей из термопластов | 1987 |
|
SU1475815A1 |
| Устройство для сварки термопластов | 1977 |
|
SU704808A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1980 |
|
SU903157A1 |
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2312767C2 |
