Изобретение относится к устройствам дпя сборки под сварку и сварки коническш заготовок. Известно устройство для сборки под сварку, в котором для- сжатия конической обечайки применены прижимы с рычажной системой ril. Недостатком такого устройства является невозможность обеспечения точной ориентации стыка, так как нет ориентирующего приспособпения. Известна установка, содержащая вертикально-замкнутый конвейер с тележками, несущими ложементы для установки свариваемых заготовок с механизмами зажима и загрузочное устройство|д.. Известная установка не дает стабильного качества сварного соединения по следующим причинам. Ориентирующие пластины, установленные на загрузочном устройстве, не обеспечивают точной ориентации заготовок относительно продольной прорези ложемента. Заготовка, вытолкнутая из поворотного дне™ ка загрузочного устройства имеет возмож ность развернуться относительно ориентирующей пластины. Изменить же положение заготовки В ложементе сложно, так как при зажиме по поверхностям соприкосновения возникает сипа трений. Смещегате стыка относительно прорези ложемента приводит к наложению шва по одной из кромок заготовки. Фиксирующий нож нарушает сплошнос1ъ кромок, так как в процессе движения вертикально-замкнутого конвейера и окончательной сборки возникает сухое трение между кромками заготовки и ножом, чтс приводит к образованию задиров, снижающих качество сварного соединения. Наиболее близкой по технической сущчности является установка для сборки и сварки продольных стыковых швов конических заготовок, содержащая смонтированные на основании стол с направляющи ми для перемещения приводной каретки с
прижимным механизмом,ориентирукяцее устройство и сварочную головку. Прижимной texami3M выполнен в виде пластин, смонтированных на поворотных опорах, причем профиль, образованный двумя противоположными пластинами соответствует размеру конической заготовки, а непрерывно подаваемая заготовка проходит через направлян щее приспособление З.
Указанная установка не обеспечивает качества сварного шва, так как при непрерывном прохождении трубы в направляющем устройстве на стыкуемых кромках образуются задиры.
Uenb изобретения - повышение качест- ва сворного шва путем механизации процесса ориентации кромок свариваемой за-
ГОТОВКН.
Указанная цель достигается тем, что стол смонтирован на основании шарнир но, ориентирующее устройство выполнено в виде рычага, шарнирно установленного на столе перпендикулярно его плоскости и зв крепленных на рычаге фиксирующего ножа и копирного ролика, а прижимной механизм установлен на каретке и снабжен двумя рядам роликов, расположенных на расстоянии, соответствующем размеру коническо заготовки, при этом каретка снабжена кулачком, взаимодейству кадим с упомянутым ко лирным роликом.
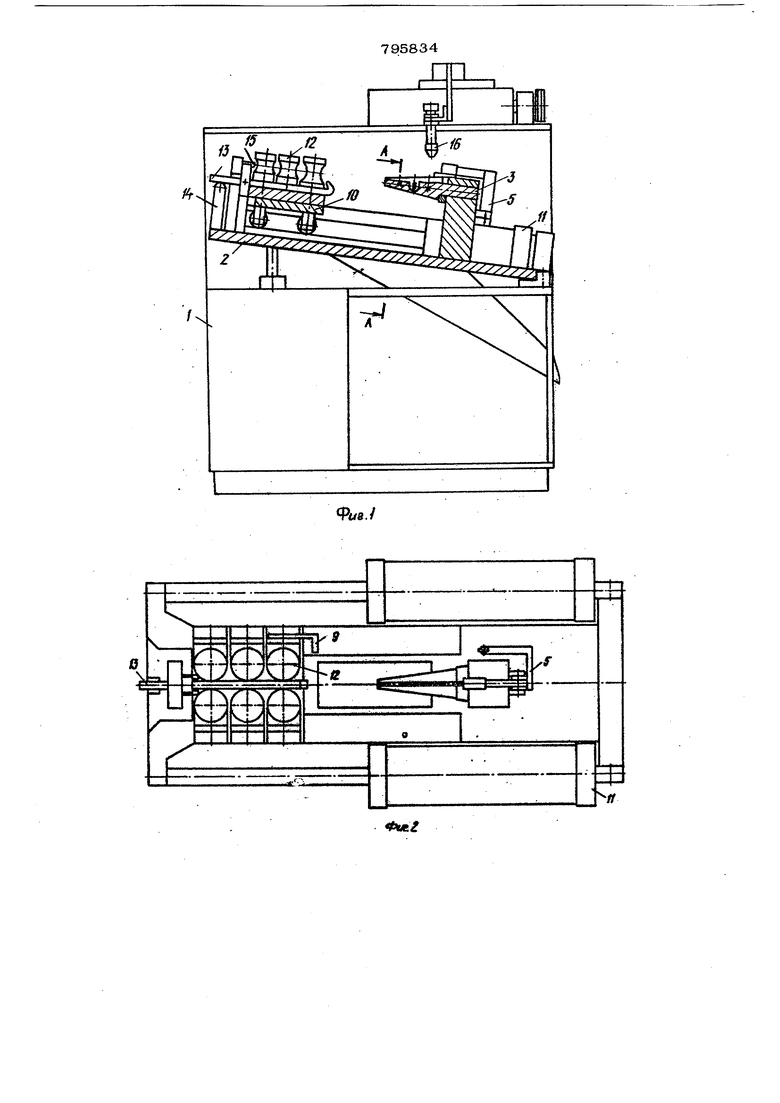
На фиг. 1 изображена установка, общий вид; на фиг. 2 -то же, вид сверху; на фиг. 3 - разрез А-А на фиг. Ij на фиг. 4 -cxeма отвода фиксирующего ножа.
Установка содержит основание 1, на котором шарнирно, с целью изменения угла Наклона, установлен стол 2. На столе смонтирована на стойке конусная справка 3 с подпружиненной шовоформируюшей под кладкой 4 и рычаг 5, несущий на себе фиксирующий нож 6 и копирный ролик 7. Рычаг расположен в вертикальной плоскости по оси симметрии конусной оправки и имеет возможность поворота на оси 8 при воздействии на копирный ролик 7 кулачка 9, смонтированного на каретке Ю.
На столе по направляющим с помощью пневмоцилиндров 11 перемешается каретка Ю с установленными на Hfeft двумя рядами роликов 12 определенного профи;ш, соответствующего размерам свариваемой заготовки.
На каретке установлен съемник 13, снимающий сваренную деталь при ходе каретки назад. В конце .хода съемник опускается, его конец находит на упор 14| освобождая проход детали, которая выбирается из роликов каретки при ударе об упоры 15.
На верхней плите расположен механизм перемещения сварочной головки, переме- шакхций сварочную головку 16 со скоростью сварки.
Установка работает .следующим образом
Вручную устанавливают заготовку на
А
оправку 3 так, чтобы фиксирующий нож 6 входил в зазор между кромками детали. Затем пневмоцилиндрами 11 каретка 10 надвигается на конусную оправку 3 с установленной на ней деталью. Каретка, надвигаясь на деталь, роликами сжимает заготовку, а кулачком 9, воздействуя на копирный ролик 7, поворачивает рычаг 5, выводя фиксирующий нож б из стыка по мере сближения кромок заготовки.
Предложенная установка обеспечивает точную стыковку кромок заготовки и повышает качество сварного соединения.
Формула изобретения
Установка для сборки под сварку и сварки гфодольных швов конических заготовок, содержащая смонтированные на основании стол с направляющими для перемещения приводной каретки с прижимным механизмом, ориентирующее устройство и сварочную головку, отлича ющая с я тем, что, с целью повышения качества сварки путем механизации процесса ориентации кромок свариваемой заготовки, стол смонтирован на основании шарнирно, ориентирующее устройство выполнено в виде рычага.шарнирно установленного на столе перпендикутшрно его плоскости и закрепленных на рычаге фиксирующего ножа и копирного ролика, а прижимной механизм установлен на каретi e и снабжен двумя рядами роликов, распоноженных на расстоянии, соответствующем размеру конической заготовки, при 8ТОМ каретка снабжена кулачком, взаимодействуклцим с упомянутым копирным роликом.
Источники информации, при1штые во внимание при экспертизе
1.Авторское свидетельство СССР N 377225, кп. В 23 К 37/04, 16.08.71.
2.Авторское свидетельство СССР J 4О5273, кл, В 23 К 37/О4, 26.О6.72.
3.Патент США N 3329329, кп. 228-17, 04.07.67 (прототип).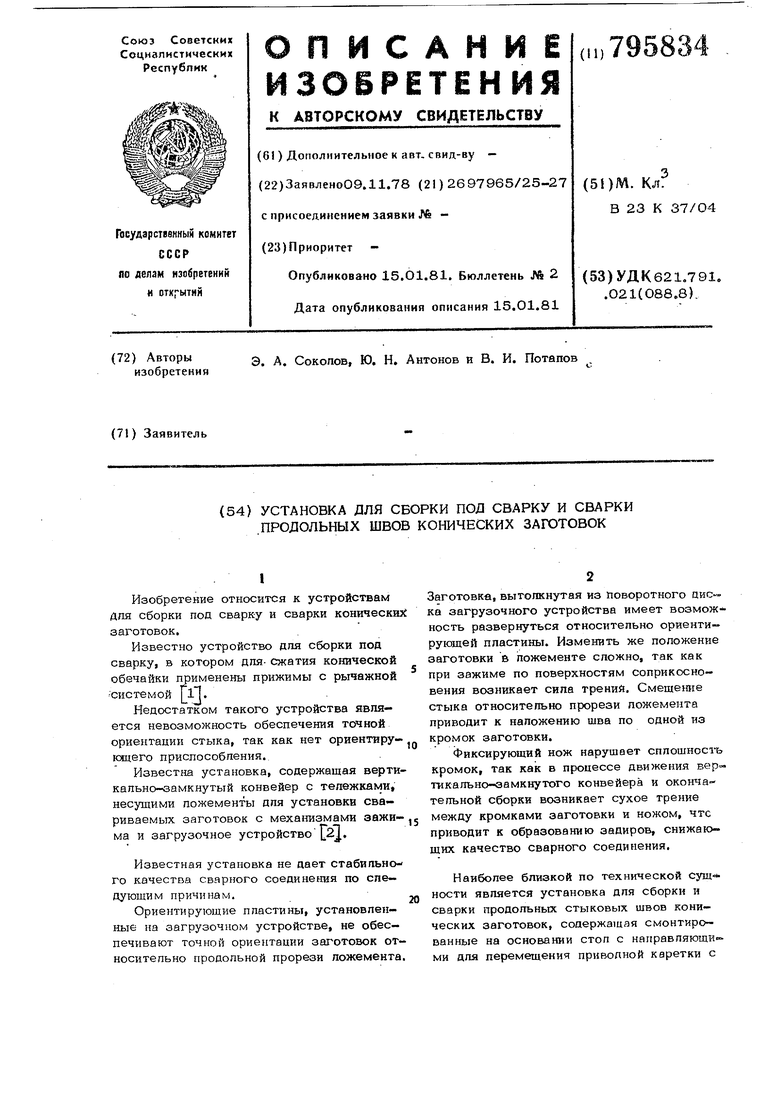
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки под сварку и автоматической сварки продольных швов обечаек | 1979 |
|
SU863280A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| Механизм прижима | 1988 |
|
SU1532262A1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| Установка для сварки | 1990 |
|
SU1812036A1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Стенд для сборки и сварки полотнищ | 1979 |
|
SU837696A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |