Изобретение относится к упрочняющей обработке коленчатых валов преимущественно двигателей внутреннего сгорания и компрессоров способами поверхностного пластического деформирования и может быть использовано при изготовлении и ремонте коленчатых валов.
Известен способ повышения усталостной прочности коленчатых валов обкатыванием галтелей роликом, профильный радиус которых выполняют равным радиусу кривизны обрабатываемых галтелей [1]. В некоторых случаях профильный радиус роликов выполняют по нижнему предельному отклонению радиуса галтели. Главными недостатками известного способа являются низкая степень упрочнения, недостаточная глубина залегания и абсолютное значение остаточных сжимающих напряжений, что связано со сложностью получения значительных усилий деформирования из-за наличия линейного контакта между роликом и галтелью. Таким образом указанный способ имеет низкую эффективность пластического деформирования и не позволяет достичь значительного повышения усталостной прочности коленчатого вала.
Известен способ упрочнения галтелей [а.с. СССР №1486328, МКИ В 24 b 39/04, 1987], при котором осуществляют обкатывание поверхности галтелей роликами различной длины и различного профильного радиуса при вращении детали и роликов вокруг собственных осей, причем подача роликов по профилю галтели осуществляется с перекрытием упрочненных зон. Данный способ упрочнения принят за прототип.
Недостатком известного способа обработки деталей поверхностным пластическим деформированием является низкое качество обработанной поверхности, которое выражается в неравномерном распределении физико-механических свойств металла поверхностного слоя и его неоднородном микрорельефе, образующегося при обкатке роликами с подачей по профилю галтели, что может привести к снижению предела усталостной прочности коленчатого вала. Кроме того, применение данного способа для упрочнения автотракторных коленчатых валов имеет определенные технологические трудности, связанные с их конструктивными особенностями, а именно с небольшими радиусами галтельных переходов и относительно небольшими длинами шеек.
Технической задачей заявляемого изобретения является повышение эффективности поверхностной пластической обработки стальных автотракторных коленчатых валов путем упрочнения галтелей с получением на различной глубине направленных зон залегания максимальных остаточных сжимающих напряжений и создания однородного микрорельефа на обрабатываемых поверхностях, что в целом приводит к повышению усталостной прочности и износостойкости коленчатых валов. Также технической задачей является упрощение технологического процесса упрочнения коленчатых валов и расширение его технологических возможностей с одновременным повышением производительности обработки.
Задача достигается в способе повышения усталостной прочности стальных коленчатых валов, при котором осуществляют обкатывание поверхностей галтелей роликами различного профильного радиуса при вращении детали и роликов вокруг собственных осей с одновременным образованием площадок контакта роликов с обеими галтелями одной шейки вала, где согласно изобретению, обкатывание поверхностей галтелей осуществляют тремя парами деформирующих роликов, которые устанавливают под углом ϕ=43...48° к оси обрабатываемой шейки вала, при этом одну пару роликов минимальной кривизны выполняют с профильными радиусами в 0,96 раза меньше радиуса обрабатываемых галтелей, получая в зонах силового контакта средние удельные давления 1600...1700 МПа, а профили двух других пар роликов выполняют с кривизной, которую определяют по формуле
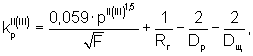
где p - среднее удельное давление в контакте роликов с галтелями, МПа,
F - деформирующая сила, приложенная к каждому ролику, Н,
Rг - радиус обрабатываемых галтелей, м
Dp - наружный диаметр деформирующего ролика, м,
Dш - диаметр обрабатываемой шейки коленчатого вала, м,
получая в зонах силового контакта этих двух пар роликов с галтелями средние удельные давления 2000...2100 МПа и 2400...2500 МПа.
Оригинальность и отличия изобретения заключаются в том, что в целях снижения отрицательного силового воздействия на коленчатый вал в целом и повышения производительности обработки осуществляют одновременное обкатывание обеих галтелей одной шейки вала тремя парами профильных роликов, расположенных под углом 120° друг к другу. В целях создания сжимающих напряжений в зонах возникновения наиболее опасных эксплуатационных растягивающих нагрузок деформирующие ролики устанавливают в плоскости кривошипа коленчатого вала под углом ϕ=43...48° к оси обрабатываемой шейки вала. Для получения максимального эффекта упрочнения и повышения усталостной прочности коленчатого вала, достижения оптимальных глубин упрочнения при оптимальной шероховатости поверхностей галтелей деформирующие ролики выполняют с различным профильным радиусом, получая средние удельные давления в контакте между роликами и галтелями 1600...1700, 2000...2100 и 2400...2500 МПа при равномерном распределении усилия обкатки между всеми роликами. Профиль роликов минимальной кривизны выполняют с радиусом в 0,96 раза меньше радиуса обрабатываемой галтели.
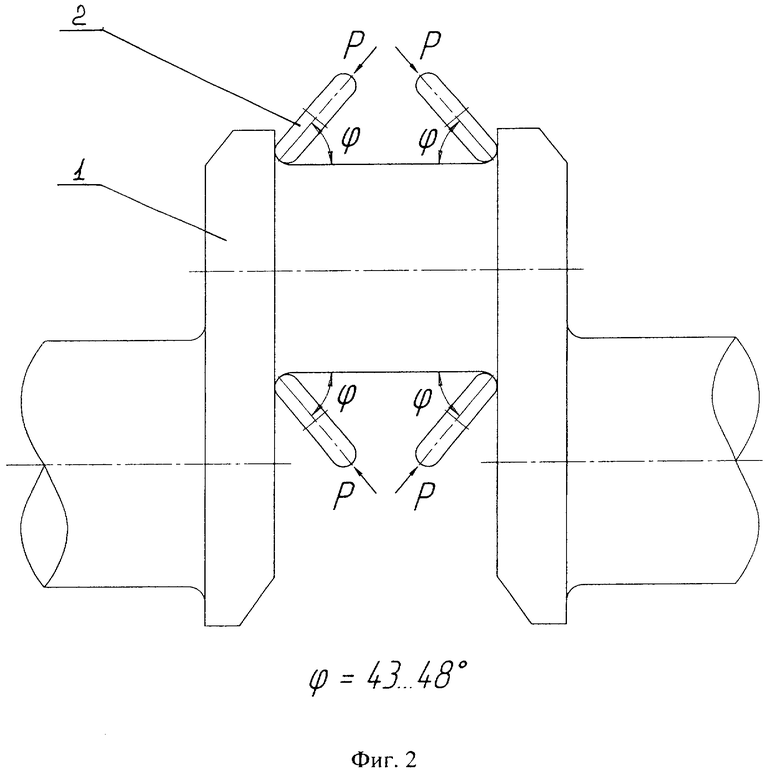
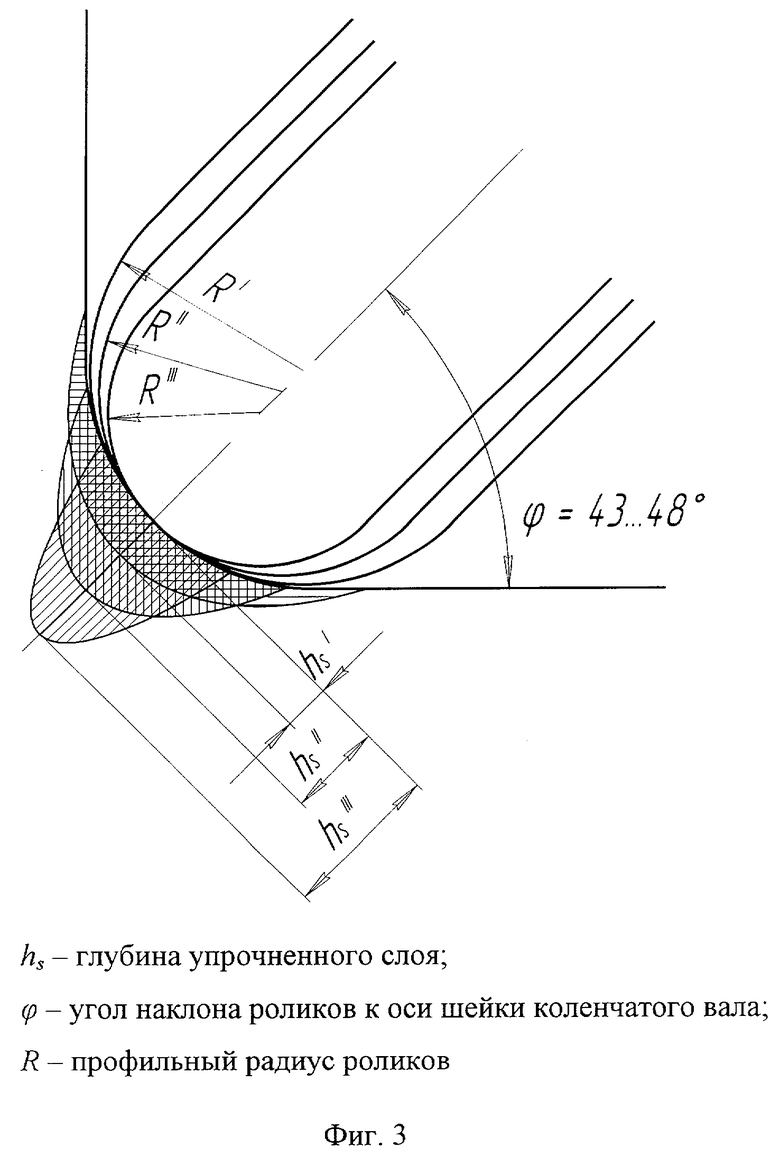
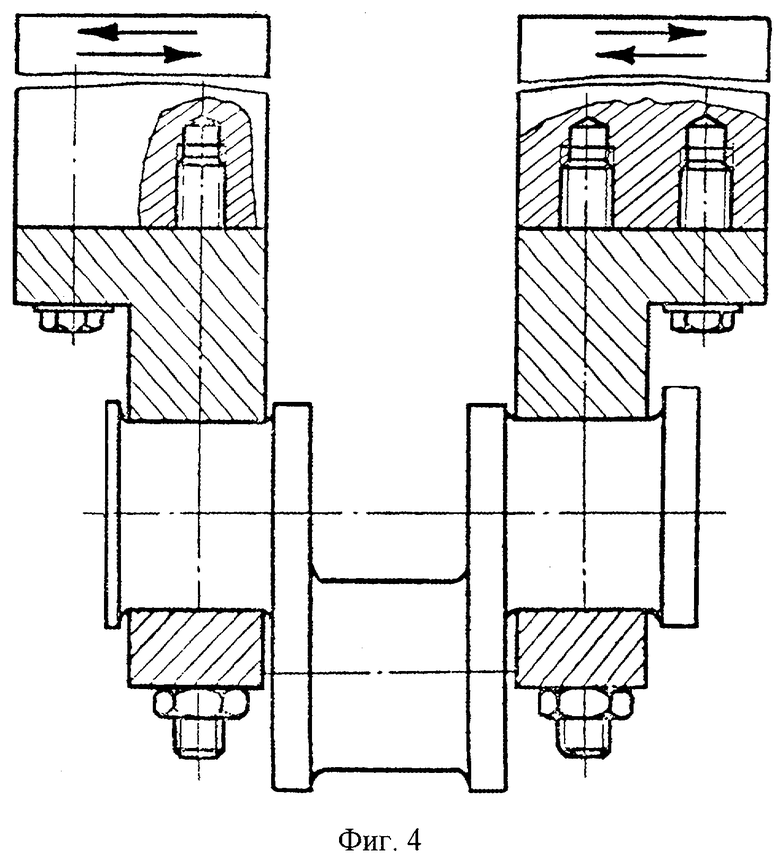
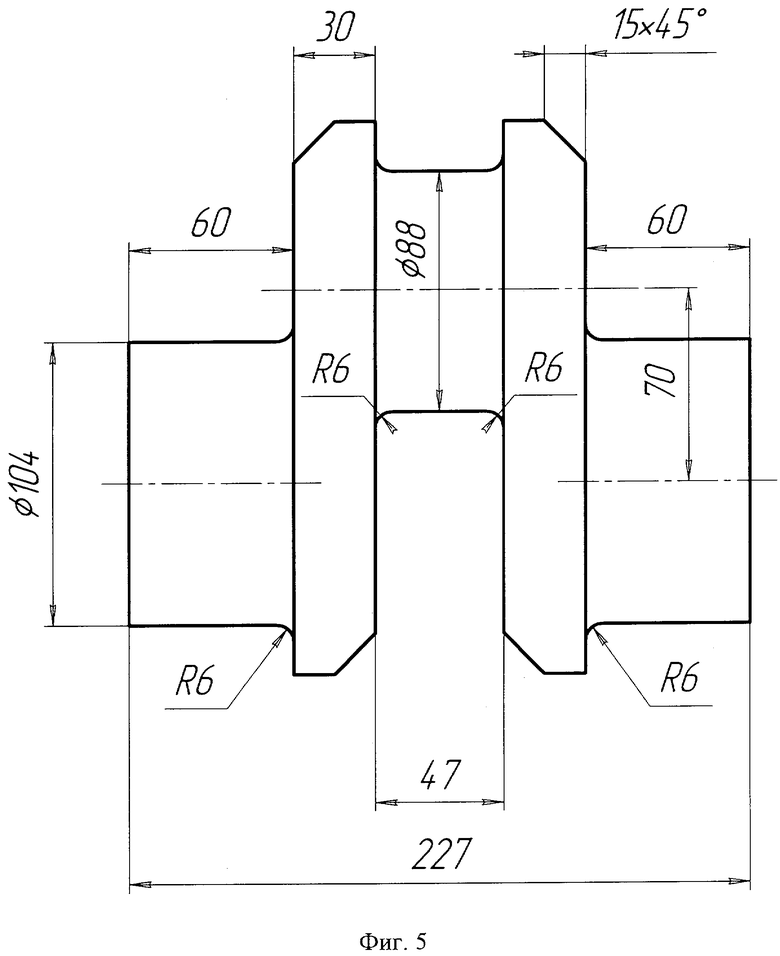
На фиг.1 изображена схема упрочнения в плоскости, перпендикулярной плоскости кривошипа; на фиг.2 - схема упрочнения в плоскости кривошипа; на фиг.3 - схема расположения зон упругопластического деформирования в зоне контакта роликов с галтелями; на фиг.4 - схема усталостных испытаний; на фиг.5 - эскиз образца для усталостных испытаний.
Способ осуществляют следующим образом.
В целях наименьшего силового воздействия на коленчатый вал в целом и избежания его деформаций производят одновременное обкатывание обеих галтелей одной шейки вала 1 (фиг.1) тремя парами деформирующих роликов 2, расположенных в плоскости, перпендикулярной плоскости кривошипа, под углом 120° друг к другу. В плоскости кривошипа (фиг.2) ролики 2 устанавливают под углом 43...48° к оси обрабатываемой шейки вала 1, в секторе воздействия максимальных эксплуатационных нагрузок на коленчатый вал. В процессе обработки коленчатому валу, закрепленному в центросместителях станка (например, круглошлифовального) придают вращение вокруг оси той шейки, которую обрабатывают. Три пары деформирующих роликов вводят в контакт с обкатываемыми галтелями шейки вала. На каждый ролик прикладывают одинаковую нагрузку. Каждую пару роликов выполняют с различным профильным радиусом (фиг.3), причем ролики минимальной кривизны выполняют с профильным радиусом RI=0,96·Rг, где Rг - радиус галтели. Деформирующую силу определяют из условия получения средних удельных давлений в контакте между галтелью и роликом минимальной кривизны 1600...1700 МПа. Ролики минимальной кривизны формируют правильный профиль галтели и позволяют получить оптимальную шероховатость поверхности галтели. Профильные радиусы двух других пар роликов определяют из условия получения в зоне силового контакта средних удельных давлений 2000...2100 и 2400...2500 МПа.
Кривизну этих роликов определяют по формуле
где p - среднее удельное давление в контакте, МПа; F - деформирующая сила, Н; Rг - радиус галтели, м; Dp - наружный диаметр деформирующего ролика, м; Dш - диаметр обрабатываемой шейки коленчатого вала, м.
Ролики, обкатывющие галтели с такими средними удельными нагрузками, позволяют получить более значительные глубины упрочненной зоны и максимальные значения остаточных сжимающих напряжений в теле галтели.
По данным проводившихся ранее исследований напряженного состояния в галтелях коленчатых валов [2] установлено, что при изгибе в плоскости кривошипа область максимальных напряжений на поверхности галтели располагается в средней части по профилю галтели несколько ближе к щеке и соответствует углу  , при этом отсчет угла ϕ производится от радиуса-вектора, проведенного к линии сопряжения шейки с галтелью. При изменениях в известных пределах соотношений различных конструктивных элементов коленчатого вала область максимальных напряжений может смещаться по профилю галтели как ближе к шейке, так и к щеке. Таким образом, угол
, при этом отсчет угла ϕ производится от радиуса-вектора, проведенного к линии сопряжения шейки с галтелью. При изменениях в известных пределах соотношений различных конструктивных элементов коленчатого вала область максимальных напряжений может смещаться по профилю галтели как ближе к шейке, так и к щеке. Таким образом, угол  может изменяться в пределах от 35° до 60°. При кручении коленчатого вала максимальные касательные напряжения по профилю галтели возникают в области, находящейся ближе шейке, что соответствует углу
может изменяться в пределах от 35° до 60°. При кручении коленчатого вала максимальные касательные напряжения по профилю галтели возникают в области, находящейся ближе шейке, что соответствует углу  . Также необходимо отметить, что нормальные растягивающие напряжения от изгибных нагрузок оказывают более негативное влияние на усталостную прочность коленчатого вала, чем тангенциальные напряжения, возникающие от кручения.
. Также необходимо отметить, что нормальные растягивающие напряжения от изгибных нагрузок оказывают более негативное влияние на усталостную прочность коленчатого вала, чем тангенциальные напряжения, возникающие от кручения.
В связи с вышеуказанными замечаниями относительно зон возникновения наиболее опасных напряжений от эксплуатационных нагрузок на коленчатый вал, а также с проведенным анализом конструктивных особенностей стальных коленчатых валов и размерных соотношений их конструктивных элементов, с целью достижения максимального эффекта поверхностного пластического деформирования галтелей путем создания, в поверхностных слоях металла галтели направленных зон залегания остаточных сжимающих напряжений, которые, складываясь с растягивающими напряжениями от внешней нагрузки, уменьшают общую напряженность коленчатого вала, следствием чего является повышение его усталостной прочности, деформирующие ролики, обкатывающие галтели, должны устанавливаться под углом ϕ=43...48° к оси обрабатываемой шейки вала.
Одним из основных параметров, характеризующих процесс поверхностного пластического деформирования, является среднее удельное давление p в площадке контакта деформирующего элемента и обрабатываемой детали. Известно, что при поверхностном пластическом деформировании путем обкатывания получение наибольшего упрочнения и оптимальной напряженности поверхностного слоя достигаются при некотором значении среднего удельного давления в контакте, составляющем для конструкционных сталей, из которых изготавливаются коленчатые валы 2300...2500 МПа[3]. Наибольшая интенсивность уменьшения шероховатости обрабатываемой поверхности наблюдается при меньших значениях средних удельных нагрузок, составляющих 1600...1800 МПа. В то же время для получения большей глубины распространения пластической деформации необходимо создавать более значительные средние удельные давления в зоне контакта деформирующего ролика с галтелью, но не превышающие некоторого критического давления. Для конструкционных сталей, применяющихся для изготовления коленчатых валов, критическим является давление 2600...2700 МПа. При дальнейшем увеличении контактного давления прекращается пластическое течение металла и начинается разрушение поверхности.
Технологически обкатывание галтелей автотракторных коленчатых валов, исходя из условий нагружения детали, лучше всего производить трехроликовыми обкатниками охватывающего типа с упругим прижимом деформирующих элементов к обрабатываемой поверхности. Практическая реализация данного способа не вызывает технологических трудностей при применении трехроликовых приспособлений охватывающего типа с равномерным распределением усилия, создаваемого нагружающим устройством, по всем трем деформирующим элементам.
Для получения максимального эффекта упрочнения и прироста усталостной прочности необходимо получить наибольшую глубину распространения пластических деформаций в тело галтели и минимальное значение шероховатости ее поверхности.
Для достижения этих целей производят обкатку галтелей тремя парами деформирующих роликов, имеющих различный профильный радиус.
Деформирующую силу, воздействующую на ролики, определяют из условия получения при обкатке роликом минимальной кривизны относительной глубины распространения пластической деформации hS/D=0,015.
Для определения оптимального профильного радиуса роликов минимальной кривизны проводились специальные экспериментальные исследования. Объектами исследования служили зоны галтельных переходов коренных и шатунных шеек в щеки коленчатых валов тракторных двигателей А-01 и А-41. Материал валов - сталь 45 селект, твердость галтелей 28...32 HRC, радиус галтелей 6 мм. Были изготовлены ролики с различным соотношением Rp/Rг (см. табл.1), где Rp - профильный радиус ролика, Rг - радиус галтельного перехода. Усилие обкатки определялось с учетом получения относительной глубины распространения пластической деформации hs/D=0,015. После обкатывания галтелей роликами с указанными соотношениями производилось исследование качества поверхностного слоя галтелей и их формы. Выяснено, что при обкатке с Rр/Rг=0,98...1,00 невозможно достичь значительной степени упрочнения без приложения больших сил деформирования из-за наличия линейного или близкого к линейному контакта между роликом и галтелью. После пластического деформирования шероховатость поверхности галтели находилась в пределах Rа=1,25...2,5 мкм, что не соответствует техническим требованиям на исследуемые детали и приводит к снижению предела выносливости коленчатых валов. Обкатка галтелей роликами с соотношением Rp/Rг=0,90...0,94 показала, что на поверхности галтелей образуются наплывы металла в виде валиков и форма галтелей не соответствует требуемой. Процесс формообразования новой галтели проходит нестабильно. Для получения наиболее достоверных результатов оценки влияния соотношения Rp/Rг на предел выносливости коленчатых валов были проведены испытания на усталостной машине резонансного типа по схеме, указанной на фиг.4. Образцами для испытаний являлись отсеки коленчатых валов двигателей А-41 (фиг.5), включающие две коренные и одну шатунную шейки, вырезанные из натурных деталей. Результаты испытаний приведены в таблице 1.
Результаты влияния величины Rp/Rг на предел выносливости
Таким образом, выявлено, что оптимальным является вариант, когда профильный радиус ролика минимальной кривизны находится в следующей зависимости с профильным радиусом галтели  . Такое соотношение Rp/Rг позволяет получать стабильно правильную форму галтели при необходимой чистоте поверхности и ведет к максимальному приросту усталостной прочности коленчатого вала.
. Такое соотношение Rp/Rг позволяет получать стабильно правильную форму галтели при необходимой чистоте поверхности и ведет к максимальному приросту усталостной прочности коленчатого вала.
При обкатке роликом минимальной кривизны необходимо получить на площадке контакта ролика и галтели среднее удельное давление 1600...1700 МПа.
По известной формуле среднее удельное давление на площадке упругопластического контакта деформирующего ролика с поверхностью галтели определяется
где F - нормальное усилие обкатки, прикладываемое к деформирующему ролику, H; а - радиус круга, равновеликого по площади эллиптической проекции отпечатка ролика на поверхности галтели, мм.
Известна формула [4] для определения радиуса кругового поля упругопластического контакта, связанная с деформирующей силой и геометрическими параметрами сопрягаемых поверхностей

где R - приведенный радиус кривизны контактирующих поверхностей, м; ν - коэффициент Пуассона; E - модуль упругости материалов контактирующих поверхностей, МПа.
Для поверхностного пластического деформирования сталей (Е=2·105 МПа; ν=0,3) эта формула приобретает вид

Подставляя выражение (2) в (1), после ряда преобразований получим

Откуда получим выражение для определения деформирующей силы

Приведенный радиус кривизны контактирующих поверхностей, входящий в выражения (2, 3, 4), в данном случае определяется по следующей зависимости:

где Rp - профильный радиус деформирующего ролика, м; Dр - наружный диаметр деформирующего ролика, м; Rг - профильный радиус галтели, м; Dш - диаметр обрабатываемой шейки коленчатого вала, м.
Учитывая, что Rp=0,96Rг, выражение (5) примет вид

При известной обкатывающей силе F, воздействующей на каждый деформирующий ролик, и с учетом того, что при обкатке вторым и третьим роликами в зоне контакта необходимо получить значения средних удельных давлений 2200 и 2500 МПа, можно определить профильные радиусы соответствующих роликов.
Для этого воспользуемся вышеуказанной зависимостью (2)  , откуда можно выразить приведенный радиус кривизны контактирующих поверхностей
, откуда можно выразить приведенный радиус кривизны контактирующих поверхностей

Учитывая, что кривизна профиля ролика определяется как
из выражений (5) и (7) можно выразить кривизну профиля ролика через силу обкатывания и геометрические параметры сопрягаемых поверхностей

Из выражения (1)
подставляя (10) в (9), получаем
Преобразуя данное выражение, получаем

Соответственно профильные радиусы роликов с учетом (8) можно рассчитать по следующей формуле:

Пример определения обкатывающей силы F и профильных радиусов трех деформирующих роликов.
Пример приводится для случая упрочняющей обработки поверхностным пластическим деформированием галтелей шатунных шеек коленчатого вала двигателя А-41. В этом случае Rг=0,006 м; Dш=0,088 м; материал коленчатого вала - сталь 45 селект. Давления при обкатке: pI=1700 МПа, pII=2100 МПа, pIII=2500 МПа. Диаметр деформирующих роликов принят Dр=0,040 м исходя из конструктивных особенностей обрабатываемого вала. 
Из выражения (6)

По формуле (4)
F=3,515·10-3·17003·0,01252=2698, H
По формулам (11) и (12)




Для определения эффективности предлагаемого способа упрочнения коленчатых валов произведены испытания на усталостную прочность. Испытания производились на усталостной машине резонансного типа по схеме, указанной на фиг.4. Для испытаний использовались три партии образцов по шесть штук в каждой партии. Испытанию подвергались неупрочненные, упрочненные по прототипу и упрочненные по предлагаемому способу образцы. Образцами для испытаний являлись отсеки коленчатых валов двигателей А-41 (фиг.5), включающие две коренные и одну шатунную шейки, вырезанные из натурных деталей. Материал валов - сталь 45 селект. Испытания проводили в соответствии с ГОСТ 25.502-79 "Методы механических испытаний металлов. Методы испытаний на усталость". Результаты усталостных испытаний сведены в таблицу 2.
Результаты усталостных испытаний коленчатых валов
Результаты усталостных испытаний показывают, что упрочнение по предлагаемому способу значительно повышает усталостную прочность стальных коленчатых валов, а следовательно, их надежность и долговечность.
Источники информации
1. Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием: Справочник. - М.: Машиностроение, 1987, с.94...95.
2. Лейкин А.С. Напряженность и выносливость деталей сложной конфигурации. - М.: Машиностроение, 1968, с.258...272.
3. Папшев Д.Д. Отделочно-упрочняющая обработка поверхностным пластическим деформированием. - М.: Машиностроение, 1978, с.145.
4. Технология поверхностной пластической обработки. Пшибыльский В.; Пер. с польск. - М.; Металлургия, 1991, с.111.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения галтелей коленчатых валов | 1985 |
|
SU1669691A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| СПОСОБ ОБРАБОТКИ ГАЛТЕЛИ СТУПЕНЧАТОГО ВАЛА | 2008 |
|
RU2368487C1 |
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ГАЛТЕЛЕЙ ВАЛОВ | 1995 |
|
RU2069142C1 |
| Способ упрочнения галтелей валов | 1988 |
|
SU1632746A1 |
| Способ упрочнения галтелей коленчатых валов поверхностным пластическим деформированием | 1990 |
|
SU1761450A1 |
| Способ упрочнения изделий | 1985 |
|
SU1258849A1 |
| Способ обработки коленчатых валов | 1976 |
|
SU585224A1 |
| СПОСОБ ПОВЕРХНОСТНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С ГАЛТЕЛЯМИ | 2007 |
|
RU2359806C2 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
Изобретение относится к области металлургии, в частности для упрочнения коленчатых валов двигателей внутреннего сгорания при их изготовлении и ремонте. Технический результат изобретения - повышение эффективности и качества поверхностной обработки галтелей стальных коленчатых валов. Поставленный технический результат достигается тем, что производят одновременно обкатку обеих галтелей одной шейки коленчатого вала, обкатку галтелей осуществляют тремя парами деформирующих роликов, имеющих различный профильный радиус. Ролики устанавливают под углом ϕ=43...48° к оси обрабатываемой шейки вала, рабочую нагрузку на ролики прикладывают под тем же углом. Профильный радиус роликов минимальной кривизны равен  где Rг - радиус обрабатываемой галтели. Деформирующую силу, действующую на каждый ролик, определяют из условия получения относительной глубины распространения пластической деформации при обкатке роликами минимальной кривизны hs/D=0,015. Кривизна двух других пар роликов определяется из условия получения удельных контактных давлений 2000...2100 МПа и 2400...2500 МПа по формуле
где Rг - радиус обрабатываемой галтели. Деформирующую силу, действующую на каждый ролик, определяют из условия получения относительной глубины распространения пластической деформации при обкатке роликами минимальной кривизны hs/D=0,015. Кривизна двух других пар роликов определяется из условия получения удельных контактных давлений 2000...2100 МПа и 2400...2500 МПа по формуле  где р - среднее удельное давление в контакте, МПа; F - деформирующая сила, Н; Rг - радиус обрабатываемых галтелей, м, Dp - наружный диаметр деформирующего ролика, м; Dш - диаметр обрабатываемой шейки коленчатого вала, м. 5 ил., 2 табл.
где р - среднее удельное давление в контакте, МПа; F - деформирующая сила, Н; Rг - радиус обрабатываемых галтелей, м, Dp - наружный диаметр деформирующего ролика, м; Dш - диаметр обрабатываемой шейки коленчатого вала, м. 5 ил., 2 табл.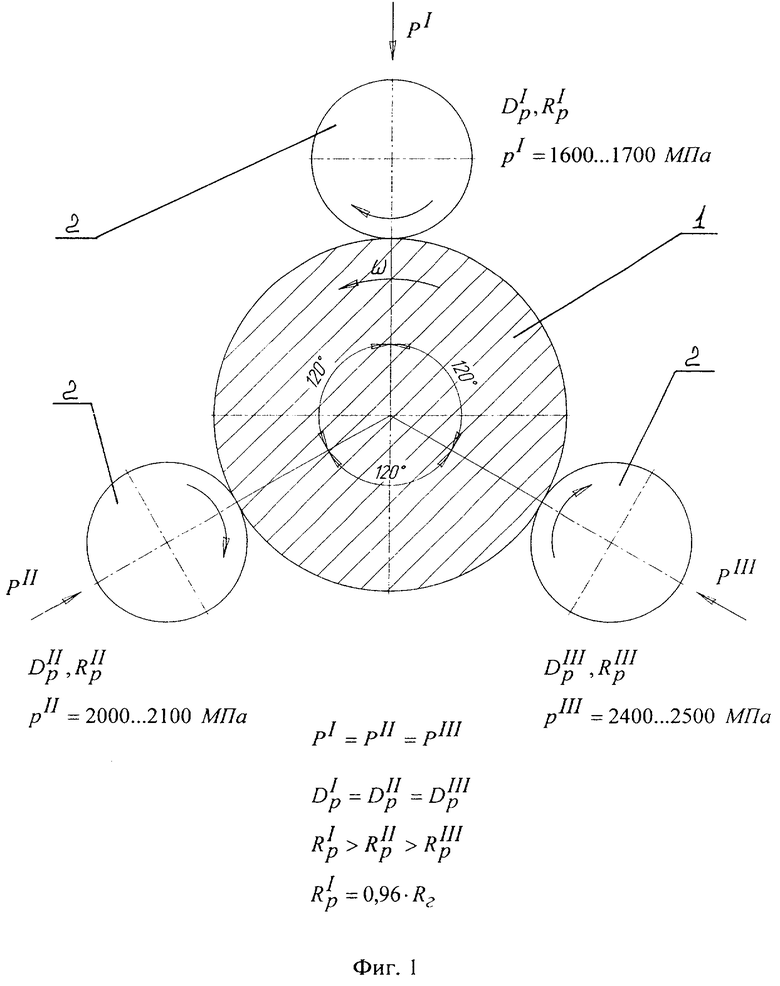
Способ повышения усталостной прочности стальных коленчатых валов, при котором осуществляют обкатывание поверхностей галтелей роликами различного профильного радиуса при вращении детали и роликов вокруг собственных осей с одновременным образованием площадок контакта роликов с обеими галтелями одной шейки вала, отличающийся тем, что обкатывание поверхностей галтелей осуществляют тремя парами деформирующих роликов, которые устанавливают под углом ϕ=43÷48° к оси обрабатываемой шейки вала, при этом одну пару роликов минимальной кривизны выполняют с профильными радиусами в 0,96 раза меньше радиуса обрабатываемых галтелей, получая в зонах силового контакта средние удельные давления 1600÷1700 МПа, а профили двух других пар роликов выполняют с кривизной, которую определяют по формуле:

где p - среднее удельное давление в контакте роликов с галтелями, МПа,
F - деформирующая сила, приложенная к каждому ролику, Н,
Rг - радиус обрабатываемых галтелей, м,
Dp - наружный диаметр деформирующего ролика, м,
Dш - диаметр обрабатываемой шейки коленчатого вала, м,
получая в зонах силового контакта этих двух пар роликов с галтелями средние удельные давления 2000÷2100 МПа и 2400÷2500 МПа.
| SU 1486328 A, 15.06.1989 | |||
| 0 |
|
SU221727A1 | |
| Способ упрочнения изделий | 1985 |
|
SU1258849A1 |
| Устройство для упрочнения галтелей шеек коленчатых валов | 1985 |
|
SU1393604A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2181322C2 |
| СПОСОБ УПРОЧНЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1991 |
|
RU2019382C1 |

