00 05
o
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения деталей | 1988 |
|
SU1733220A1 |
| Способ упрочнения деталей поверхностным пластическим деформированием | 1979 |
|
SU856772A1 |
| СПОСОБ ПОВЫШЕНИЯ УСТАЛОСТНОЙ ПРОЧНОСТИ СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2004 |
|
RU2277596C1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ПЛАСТИН | 2014 |
|
RU2560900C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОТНОСИТЕЛЬНОЙ СТЕПЕНИ УПРУГОПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ МАТЕРИАЛА | 2009 |
|
RU2386116C1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ПЛАСТИН | 1998 |
|
RU2156683C1 |
| Способ упрочнения изделий | 1985 |
|
SU1258849A1 |
| Способ упрочняющей поверхностной обработки деталей | 1982 |
|
SU1057560A1 |
| Способ комбинированного упрочнения деталей | 1984 |
|
SU1234170A1 |
| Способ изготовления стержневых деталей с головками из двухфазных (α+β) титановых сплавов | 2015 |
|
RU2611752C2 |
Изобретение относится к машиностроению, в частности к способам поверхностного пластического деформирования, и позволяет повысить усталостную прочность обработанных деталей путем обеспечения упрочнения на оптимальную глубину. Осуществляют измерение предельной равномерной деформации материала детали при растяжении и деформирование поверхностного слоя детали роликом, добиваясь деформации, равной измеренной. Перед обкаткой измеряют истинный предел прочности и истинное сопротивление разрыву материала детали при растяжении. Деформируют поверхностный слой детали роликом на глубину, опре- деляемую из выражения h,,5 - -Л/(0,375-5б):(,55й)|, где /г, - глубина пластически деформированного слоя детали; Оь - диаметр обрабатываемой детали; S - истинный предел прочности материала детали; Sk - истинное сопротивление разрыву материала детали. Способ позволяет повысить эффективность упрочнения путем повышения дОоТговечности. 3 ил., 2 табл. I (Л
14)
Изобретение относится к машиностроению, в частности к поверхностному пластическому деформированию (ППД) деталей MaiiUHH, и является усовершенствованием известного способа по авт. св. № 856772.
Цель изобретения - повышение усталостной прочности обработанных деталей путем обеспечения упрочнения на оптимальную глубину.
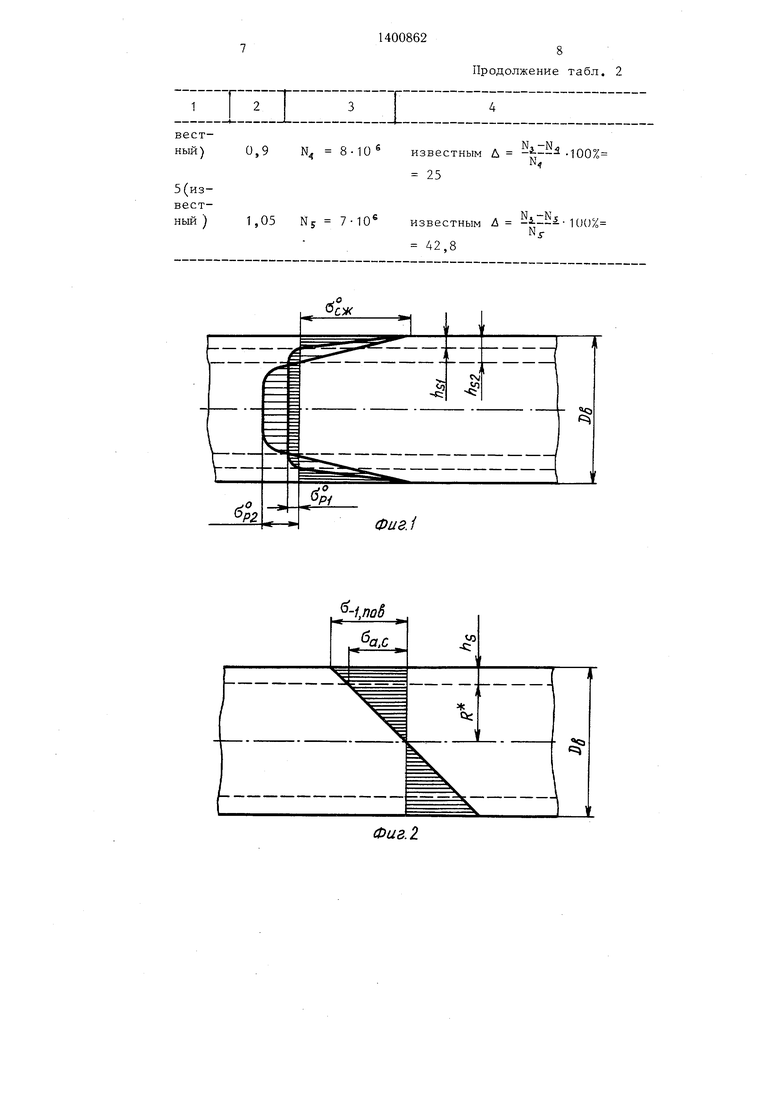
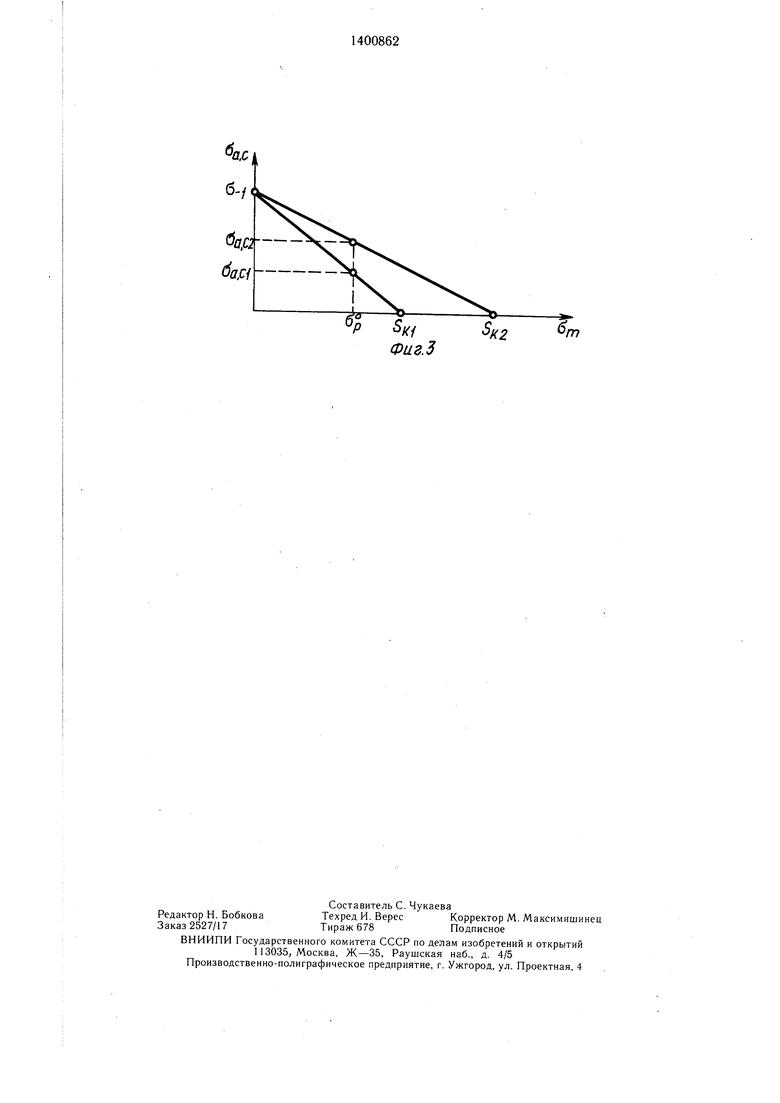
На фиг. 1 показана схема распределения остаточных растягиваюп-1их (ор) и сжимающих (а°ж) напряжений в поперечном сечении детали (с диаметром Оь), подвергнутой поверхностному пластическому деформированию в зависимости от глубины /is упрочненного слоя при одинаковых значениях интенсивности пластической деформации, равной Ер, и сжимаюш,их в остаточных напряжениях а°ж на поверхности; на фиг. 2 - схема распределения рабочих напряжений изгиба в поперечном сечении детали; на фиг. 3 - схема диаграммы предельных амплитуд рабочих напряжений.
Повышение эффективности упрочнения путем увеличения усталостной прочности (долговечности) деталей машин достигается путем определения перед упрочняющей обработкой истинного предела прочности и истинного сопротивления разрыву материала детали при растяжении и по их соотношению определяют оптимальное значение глубины слоя.
Следовательно, чем больше 5ь, т. е. Oc L, тем больше при той же глубине слоя hs и величина растягиваюших остаточных напряжений о°. Таким образом, для снижения растягивающих остаточных напряжений (что способствует повышению предела выносливости и долговечности) целесообразно назначать тем меньшую глубину упрочненного слоя, чем выше о°.
Зависимость глубины hs упрочненного слоя от истинного сопротивления разрыву Sx материала детали поясняется следуюшим образом.
Предельная амплитуда рабочих напряжений Оа.с в зоне очага разрушения, т. е. на глубине fts, меньше предела выносливости па поверхности ,„ов фиксируемого при испытании (фиг. 2):
Я
fa. |,пов 1,по
(l Db-hs 0,5Об
где ,5Db - радиус вала;
R(0,5Db-hs}-радиус границы пластически деформированного слоя Отсюда
,с
ст-1 лов--,-351:71
0,SD
Из этого соотношения видно, что при данном значении аа,с величина фиксируемого при испытании значения а„|,„ов тем выше, чем больше глубина пластически деформированного слоя hs.
0
5
0
5
5
Однако с увеличением hs возрастают растягиваюш,ие остаточные напряжения Ор, действующие п од слоем. А это значит, что с увеличением глубины hs предельная амплитуда рабочих напряжений под слоем Оа.с уменьшается, что способствует снижению ff-i.noB- При знакопеременном симметричном изгибе образца наличие остаточных растягивающих напряжений а° преобразует симметричный цикл рабочей нагрузки в несимметричный цикл нагружения со средним растягивающим напряжением (равным а), величина которого тем больще, чем больше hs.
Таким образом, увеличение глубины упрочненного слоя hs одновременно приводит как к положительно.му, так и к отрицательному эффекту. Очевидно, что существует некоторая глубина , при которой фиксируемый в испытаниях предел выносливости образца максимален.
Как видно из схемы (фиг. 3) диаграммы предельных амплитуд рабочих напряжений, величина предельной амплитуды Оа.с при одинаковых остаточных растягивающих напряжениях Ор, т. е. при одинаковых 5ь и hs, больше у того материала детали, у которого при данном значении ai сопротивление разрыву больше.
Способ осуществляется следующим образом.
Из материала детали изготавливают стандартный образец для испытания на рас- 0 стояние. Проводят испытание в соответствии с ГОСТом. При испытании определяют предельную равномерную деформацию Вр, истинный предел прочности 5, истинное сопротивление разрыву S.
Определяют необходимую (для максимального увеличения долговечности) глубину пластически деформированного слоя из выражения
,/0,375.5,
Л, /),(0,5-У;.--..р;).
,5.
(1)
где Db - диаметр обрабатываемой детали. По известным формулам для найденного значения глубины слоя hs вычисляют требуемые значения профильного радиуса ролика г и усилия обкатывания Р:
Л..Л УС-Ё„ a /НД ,
Д,./)ЛЛ-ер-НД 435/
где )р - диаметр ролика в плоскости обкатки;
Db - диаметр обрабатываемой детали;
От - предел текучести материала упрочняемой детали;
ЯД- пластическая твердость материала детали;
hs - глубина пластически деформированного слоя детали;
JC - коэффициент, учитывающий влияние эксцентриситета контактной
площадки на глубину деформированного слоя;
/ : Pl/ ог П jc-//i500ep V Ор+йГ 50 DP+D;
где РО-условная критическая нагрузка, при которой в центре контакта шарика диаметром 10 мм с плоскостью зарождается пластическая деформация.
Обкатку производят при рассчитанных значениях г и Р, что обеспечивает соответствие глубины /Is ее оптимальной величине, определяемой из выражения (1), а пластина машине и определяют число циклов /V до разрушения образца, т. е. долговечность образца.
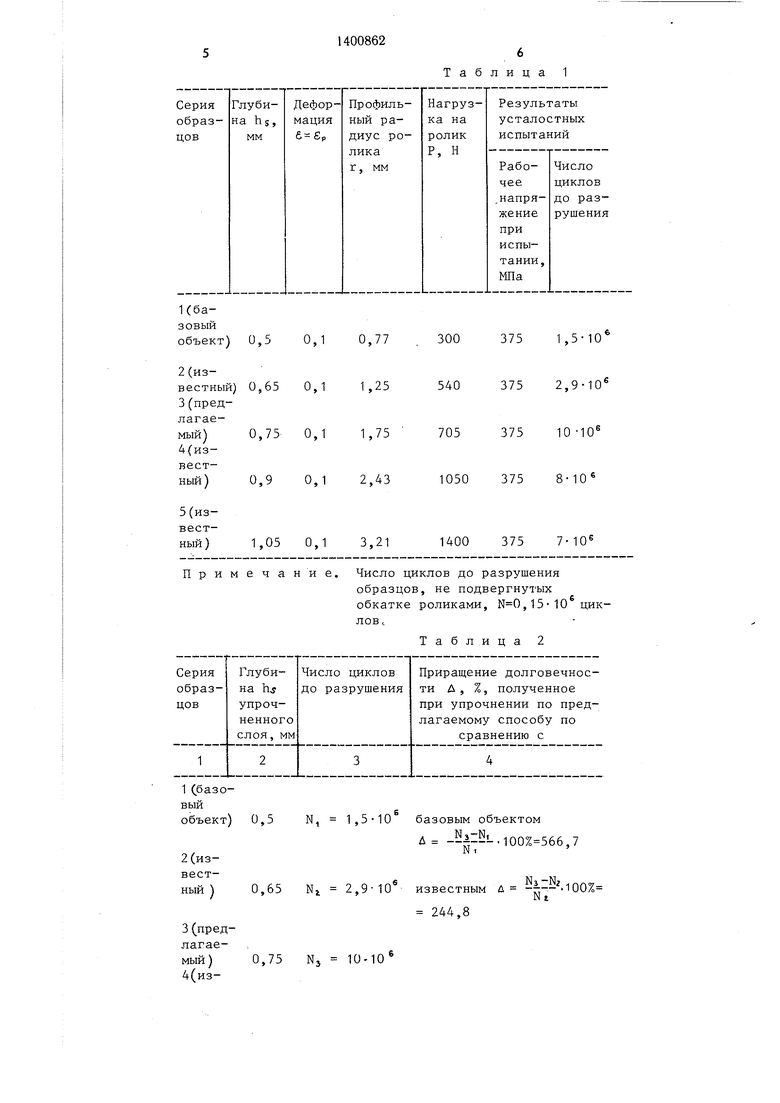
Результаты испытаний на знакоперемен- ный изгиб образцов из стали 45 диаметром D(, 10 мм, , МПа, 5 800 МПа, 5 1260 МПа, ,1, упрочненных на различную глубину hg, приведены в табл. 1.
Значения hg задают следующим образом: 10 по предлагаемому способу /t /Zsonr 0,75 мм по известному ,65; 0,9; 1,05 мм, по базовому объекту ,l; ,05-D(, 0,5 мм.
Как видно из табл. 1, наибольшее число
ческой деформации поверхностного слоя -циклов /V до разрушения, т. е. наибольшие
олшлитлио гтпопапиигчй noD и/ ллопипы погЬг п 1
величине предельной равномерной деформации данного материала.
Пример. Изготовляют несколько серий образцов диаметром мм из стали марки 45 с пластической твердостью ИД
долговечность и усталостную прочность, имеют образцы, упрочненные на глубину /i,; /Zson.r 0,75 мм (серия 3 образцов), определенную по предлагаемому способу. Отклонение /г, от в любую сторону 2500 МПа и пределом текучести а, 20 приводит к снижению /V, т. е. к снижению 500 МПа. Предварительно из этой стали долговечности и усталостной прочности об- изготовляют стандартный образец с номинальным диаметром 100 мм для испытания на растяжение. По результатам испытания образца на растяжения определяют в соответствии с ГОСТом величины: предельной равномерной деформации ,1, истинный предел прочности МПа, истинное сопро25
тивление разрыву МПа.
По формуле (1) определяют необходимое
разца, несмотря на то, что интенсивность пластической деформации слоя во всех случаях равна предельной равномерной ,1.
В табл. 2 приведены результаты приращения долговечности (числа циклов до разрушения) образцов по предлагаемому способу по сравнению с базовым объектом и известным способом.
Как видно из табл. 2, предлагаемый спозначение глубины пла-стически деформиро- Q соб упрочнения деталей позволяет повысить
ванного слоя
гг- /г I- т/ U.o/O o j,-. -р.
h.Db(0,..- 0,75 мм.
,5-56
их долговечность по сравнению с базовым объектом на 566,7% и с известным на (25- -244,8)%.
Результаты экспериментальной проверки свидетельствуют о том, что предлагаемый
По формулам (2) и (3) вычисляют зна- пособ упрочнения деталей поверхностным
пластическим деформированием позволяет существенно повысить эффективность упрочнения путем значительного увеличения долговечности (усталостной прочности) детали.
Формула изобретения
Способ упрочнения деталей поверхностным пластическим деформированием по авт. св. № 856772, отличающийся тем, что, с
чения профильного радиуса г и нагрузки Р на ролик, требуемые для получения оптимальной глубины пластически деформированного слоя /isonT 0,75 мм и интенсивности пластической деформации в этом слое равной ,1. Получают ,75 мм, Яопт 705 Я.
Образцы одной серии подвергают обкатке роликами при ,75 мм и Я, получив глубину упрочненного слоя, равную оптимальной /г5о„т 0,75 мм. При этом ин40
целью повыщения усталостной прочности обработанных деталей путем обеспечения
тенсивность пластической деформации в 45 упрочнения на оптимальную глубину, перед слое равна предельной равномерной, т. е. обкаткой дополнительно измеряют истинный ,1.предел прочности и истинное сопротивление
разрыву материала детали при растяжении.
Образцы остальных серий, изготовленные из того же материала, обкатывают, задавая глубины наклег анного слоя /Zs, отличные от оптимальной hsom 0,75 мм. При этом параметры г и Р также вычисляют по формулам (2) и (3) для задаваемого значения /Is и интенсивности пластической деформации слоя, равной ,1. Диаметр ролика, измеренный в плоскости сечения детали, 55 во всех случаях одинаков и равен удвоенному диаметру 1,етали, т. е. мм.
Образцы всех серий после обкатки роликами испытывают на знакопеременный изгиб
а глубину пластически деформированного слоя определяют из выражения
fls
/0,375-5,
: (0 , --уг- - -,
i:)-K.+(J,5Sb
где /Is - глубина пластически деформированного слоя детали; Оь - диаметр обрабатываемой детали; Sb - истинный предел прочности материала детали;
S - истинное сопротивление разрыву материала детали.
на машине и определяют число циклов /V до разрушения образца, т. е. долговечность образца.
Результаты испытаний на знакоперемен- ный изгиб образцов из стали 45 диаметром D(, 10 мм, , МПа, 5 800 МПа, 5 1260 МПа, ,1, упрочненных на различную глубину hg, приведены в табл. 1.
Значения hg задают следующим образом: по предлагаемому способу /t /Zsonr 0,75 мм по известному ,65; 0,9; 1,05 мм, по базовому объекту ,l; ,05-D(, 0,5 мм.
Как видно из табл. 1, наибольшее число
циклов /V до разрушения, т. е. наибольшие
долговечность и усталостную прочность, имеют образцы, упрочненные на глубину /i,; /Zson.r 0,75 мм (серия 3 образцов), определенную по предлагаемому способу. Отклонение /г, от в любую сторону 20 приводит к снижению /V, т. е. к снижению долговечности и усталостной прочности об-
25
разца, несмотря на то, что интенсивность пластической деформации слоя во всех случаях равна предельной равномерной ,1.
В табл. 2 приведены результаты приращения долговечности (числа циклов до разрушения) образцов по предлагаемому способу по сравнению с базовым объектом и известным способом.
Как видно из табл. 2, предлагаемый спо Q соб упрочнения деталей позволяет повысить
40
а глубину пластически деформированного слоя определяют из выражения
fls
/0,375-5,
: (0 , --уг- - -,
i:)-K.+(J,5Sb
е /Is - глубина пластически деформированного слоя детали; Оь - диаметр обрабатываемой детали; Sb - истинный предел прочности материала детали;
S - истинное сопротивление разрыву материала детали.
Примечание.
1 (базообъект) 0,5 N, 1,5-10 базовым объектом
0,65 NI
2,9-10 известным и 244,8
0,75 NJ 10-10
Таблица 1
Число циклов до разрушения образцов, не подвергнутых обкатке роликами, ,15-10 циклов с
Таблица 2
д ,,7
IZI
0,9 N. 8-10 известным Д - - -100%
25
N.
N.-N,
1,05 NS 7-10 известным Л - - -100%
Nr 42,8
-1,по§
Продолжение табл. 2
N.
25
N.-N,
./
Фиг. 2
| Способ упрочнения деталей поверхностным пластическим деформированием | 1979 |
|
SU856772A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
