I
Изобретение относится к черной металлургии и может быть использовано в химической, строительной и пищевой отраслях промышленности, где необходимо составлять шихту (смесь) из нескольких компонентов.
По основному авт. св. № 407949 известно устройство, которое содержит для каждого бункера датчики верхнего и нижнего уровней, блоки прямого и обратного включения, блок выключения, блок управления питателем, -обш:ий блок пуска и общий блок сравнения, так что датчики верхнего и нижнего уровней подключены к одному из входов блока прямого, блока обратного включения и блока выключения, второй вход блока прямого включения подключен к одному из выходов блока прямого включения предьщущего бункера, третий вход этого блока подключен к одному из выходов общего блока сравнения, а четвертый вход - к одному из выходов блока управления питателем предьщущего бункера. Выход блока прямого включения
подключен к одному из входов блока управления питателем своего бункера. Bbt.ход блока обратного включения через второй вход блоков обратного включения предыдущих бункеров соединен с вькодом общего блока пуска. Второй вход блока вььключения каждого бункера подключен к второму аходу общего блока сравнения, а один из выходов блока выключения соединен с вторым входом блока управления
10 питателем своего бункера, другой - с одним из входов общего блока сравнения. Второй выход блока управления питателя соединен с вторым входом общегчэ блока сравнения.
15
Это устройство обеспечивает одновременную работу заданного количества питателей, а также включает питатель резервного бункера с учетом времени транспортного запаздывания на перемещение
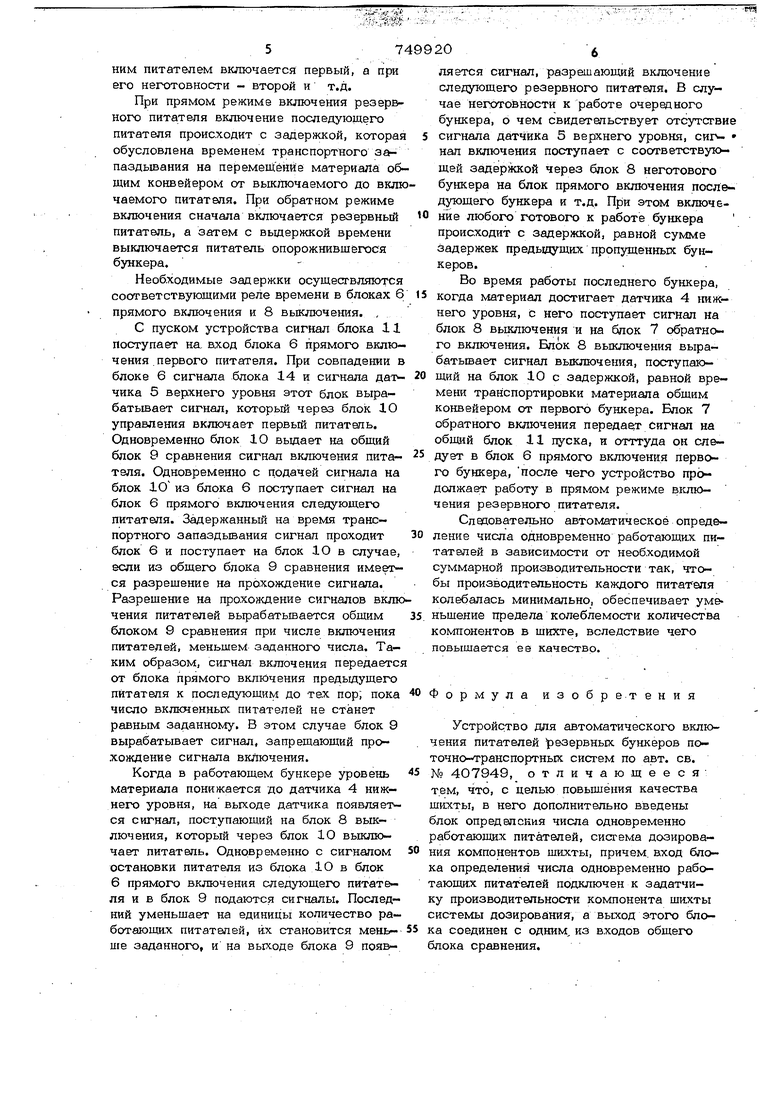
20 материала общим .конвейером. Поддержание заданного количества одновременно работающих питателей осуществляется с помощью общего блока совпадения, на 74 ОДИН аход которого поступает задание количества работающих питателей, а на другой поступают сигналы с блоков управления питателей. Этот блок сравнивает заданное число с числом фактически работаЮЩИ.Х питателей и в случае несоответствия через блоки прямого включения и вььключения управляет питателями бункеров таким образом, чтобы число работающих питателей соответствовало заданному. В известном устройстве задается постоянное число одновременно работающи.х питателей, и в процессе шихтоподготовки оно поддерживается этим устройством неизменным независимо от и.х суммарной производительности, В результате производительность каждого питателя может бьггь такой, что среднеквадратичное откло нение производительности имеет значение, отличное от наименьшего, что приводит к ухудшенипю качества шихты. Цель изобретения - повышение качест ва ШИ.ХТЫ. Поставленная цель достигается тем, что в предлагаемое устройство для автометич еского включения питателей резер&ных бункеров поточно-транспортных систе дополнительно введены блок определения числ:а одновременно работающих питателей система дозирования компонентов шихты, причем ёход блока определения числа одновременно работающих питателей подключен к задатчику производительности KONfrпонента шихты системы дозирования, а выкод этого блока соединен с одним из входов общего блока сравнения. Блок определения числа одновременно работаютши-х питателей фушсционйрует таким образом, что И.Х общая производитель ность равна заданной производительности .компонента шихты, а производитель ность каждого питателя находится в диапазоне, при котором среднеквадратичное отклонение расхода минимально. На чертеже показана функциональная схема устройства для автоматического включения питателей резервных бункеров поточно-транспортных систем. Устройство для автоматического включения, питателей резервных бункеров поточ но- ранспортнык систем включает бункеры 1 с питателем 2, расположенные вдол общего конвейера 3. Бункеры оснащены датчиками 4,5 нижнего и верхнего уровня подключенные к входу блоков 6,7 прямого обратнрго включения и блоку 8 выключения. Второй вход блока 6 прямого включе ния каждогх) питателя подключен к одному 04 из В.ХОДОВ блока прямого включения пр&дыдущего по ходу движения общего коннейера бункера. Третий вход блока 6 соединен с одним из выходов общего блока 9 сравнения, а четвертьй вход - с одним из выходов блока 10 управления предыдущего бункера. Выход блока 6 прямого включения подключен к одному из входов блока 10 управления своего питателя, Выход блока 7 обратного включения через блоки обратного включения предьщущих буйкеров подключен к входу общего блока 11 пуска. Второй В.ХОД блока 8 выключения каждого питателя соединен с вторым входом общего блока 9 сравнения, а один. из входов этого блока соединен с вторым входом Блока 10 управления питателем своего бункера, второй выход блока 8 соединен с одним из входов общего блока 9 сравнения. Второй выход блока Ю управления питателем каждого бункера подключен к второму входу общего блока 9 сравнения. Выход общего блока 11 пуска подключен к одному из входов блока 6 прямого включения первого бункера. Один &ХОД блока 12 определения числа одновременно работающих питателей соединен с задатчиком 13 производительности компонента системы дозирования, а второй - с пультом 14 управления. Выход блока определения числа одновременно работающюс питателей соединен с общим блоком 9 сравнения. Устройство работает следующим образом, В блок 12 определения числа одновременно работающих питателей вводят с пульта 14 управления значение диапазона производительности, при котором среднеквадратичное отно.шение минимально. На этот же блок поступает сигнал от задатчика производительности компонента шихты системы-дозирования, пропорциональный заданной суммарной производительности. Блок 12 определяет число одновременно работающих питателей, и , пропорциональный этому числу; в виде кода поступает на вход общего блока 9 сравнения, который сравнивает число рабстающи-х питателей с заданным. Устройство работает в режиме прямого и обратного включения резервных питателей. Прямым режимом.включения считается такой, когда резервные питатели включаются в прямой последовательности (первый, второй, третий и т,д,), считая номера бункеров по .ходу движения общего конвейера 3, Обратный порядок включения считается такой, при котором за последним питателем включается первый, а при его неготовности - второй и т.д. При прямом режиме включения резервного питателя включение последующего питателя происходит с задершсой, которая обусловлена временем транспортного запаздывания на перемещёййе материала общим конвейером от выключаемого до вклю чаемого питателя. При обратном режиме включения сначала включается резервный питатель, а затем с вьщержкой времени выключается питатель опорожнившегося бункера. Необходимые задержки осуществляются соответствующими реле времени в блоках 6 прямого включения и 8 выключения. , С пуском устройства сигнал блока 11 поступает на, вход блока 6 прямого включения .первого питагтепя. При совпадении в блоке 6 сигнала блока 14 и сигнала дат чика 5 верхнего уровня этот блок вырабатывает сигнал, который через блок 10 управления включает первый питатель. Одновременно блок 10 вьодает на общий блок 9 сравнения сигнал включения питателя. Одновременно с додачей сигнала на блок 1О из блока б поступает сигнал на блок 6 прямого включения следующего питателя. Задержанный на время транспортного запаздывания сигнал проходит блок 6 и поступает на блок 1О в случае, если из общего блока 9 сравнения имеется разрешение на прохождение сигнала. Разрешение на прохонадение сигналов вклю чения питателей вьфабатьшается общим блоком 9 сравнения при числе включения питателей, меньшем заданного числа. Таким образом, сигнал включения передаетс от блока прямого включения предыдущего питателя к последующим до те.х пор; пока число вклкненных питателей не станет равным заданному. В этом случае блок 9 вырабатывает сигнал, запрещающий прохождение сигнала включения. Когда в работающем бункере уровень материала понижается до датчика 4 нижнего уровня, на выходе датчика появляется сигнал, поступающий на блок 8 вьпс- лючения, который через блок 10 выключает питатель. Одновременно с сигншюм остановки питателя из блока ДО в блок 6 прямого включения следующего питателя и в блок 9 подаются сигналы. Последний уменьшает на единицы количество работающих питателей, й.х становится меньше заданного, и на выходе блока 9 поя&ляется сигнал, разрешающий включение следующего резервного питателя. В случае неготовности к работе очередного бункера, о чем свидетельствует отсутствие сигнала датчика 5 верхнего уровня, сиг нал включения поступает с соответствукьщей задержкой через блок 8 неготового бункера на блок прямого включения последующего бункера и т.д. При этом включение любого готового к работе бункера происходит с задержкой, равной сумме задержек предыдущих пропущенных бункеров. Во время работы последнего бункера, когда материал достигает датчика 4 нижнего уровня, с него поступает сигнал на блок 8 выключения и на блок 7 обратного включения. Блок 8 выключения вырабатьшает сигнал выключения, поступающий на блок 10 с задержкой, равной времени транспортировки материала общим конвейером от первогю бункера. Блок 7 обратного включения передает сигнал на общий блок 11 пуска, и отттуда он следует в блок 6 прямого включения первого бункера, после чего устройство продолжает работу в прямом режиме В1шк)чения резервного питателя. Следовательно автоматическое определение числа одновременно работающих питателей в зависимости от необходимой суммарной производительности так, чтобы производительность каждого питателя колебалась минимально, обеспечивает уменьшение предела колеблемости количества компонентов в шихте, вследствие чего повышается es качество. Ф о р м у л а и 3 о б р е т е н и я Устройство для автоматического включения питателей резервных бункеров поточно-транспортных систем по авт. св. N9 407949, отличающееся тем, что, с целью повьшдения качества шихты, в него дополнительно введены блок определения числа одновременно работающих питателей, система дозирования компонентов шихты, причем, нход блока определения числа одновременно работающих питат елей подключен к задатчику производительности компонента шихты системы дозирования, а выход этого блоа соединен с одним, из входов общего блока сравнения.
749920
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического включения питателей резервных бункеров поточно- транспортных систем | 1978 |
|
SU730841A1 |
| Устройство для автоматическогоВКлючЕНия пиТАТЕлЕй РЕзЕРВНыХбуНКЕРОВ пОТОчНО-ТРАНСпОРТНыХСиСТЕМ | 1979 |
|
SU823442A2 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО | 1973 |
|
SU407949A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ВКЛЮЧЕНИЯ ПИТАТЕЛЕЙ РЕЗЕРВНЫХ БУНКЕРОВ | 1970 |
|
SU272319A1 |
| Устройство для многокомпонентного порционного дозирования компонентов синтетических моющих средств | 1991 |
|
SU1784953A1 |
| Устройство для дозирования компонентов шихты доменного процесса | 1980 |
|
SU935883A1 |
| Устройство автоматического включения питателей резервных бункеров | 1977 |
|
SU720036A1 |
| Система весового порционного дозирования | 1979 |
|
SU857723A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТРАНСПОРТНЫМ ПОТОКОМ СЫРЬЕВЫХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2026806C1 |
| Устройство для весового дозированияКОМпОНЕНТОВ шиХТы | 1978 |
|
SU811078A1 |
С
