(54) МЕХАНИЗМ НАКЛОНА ДУГОВОЙ ЭЛЕКТРОПЕЧИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм наклона дуговой печи | 1976 |
|
SU619767A1 |
| Устройство для чистовой обработки сложных поверхностей | 1987 |
|
SU1447648A1 |
| Гидросистема зубообрабатывающегоСТАНКА | 1978 |
|
SU802660A1 |
| ГИДРОПРИВОД ОДНОКОВШОВОГО ЭКСКАВАТОРА | 2005 |
|
RU2304667C1 |
| Механизм перемещения электрода | 1983 |
|
SU1123119A1 |
| ФРОНТАЛЬНЫЙ ПОГРУЗЧИК С ЭНЕРГОСБЕРЕГАЮЩИМ ГИДРОПРИВОДОМ ПОГРУЗОЧНОГО ОБОРУДОВАНИЯ | 2005 |
|
RU2306389C2 |
| Устройство для вытягивания слитка из кристаллизатора | 1975 |
|
SU583175A1 |
| Гидропривод | 1981 |
|
SU994815A1 |
| СПОСОБ УПРАВЛЕНИЯ ЗАТВОРОМ ДЛЯ НАПОРНЫХ ТРУБОПРОВОДОВ ГИДРОМАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2072442C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ И ПЕРЕПУСКА САМО СПЕКАЮЩЕГОСЯ ЭЛЕКТРОДА | 1973 |
|
SU389639A1 |
Изобретение относится к производству сталей в дуговых электропечах. Известны электромеханические и гидравлические механизмы печей, предназначенные для наклона печей при скачивании шлака и слива металла в разливочный ковш. Электромеханические механизмы сос тоят из реечного исполнительного органа и электромеханического привода 11, Гидравлические механизмы включают два силовых гидроцилиндра и маслонапорн то сташхию. Недостатком указанных механизмов является то, что они не обеспечивают наклона печи на форсированной скорости, что необходимо для осуществления нового спо соба легирования сталей в ковше, который заключается в том, что легирующие элементы (титан, молибден, никель и др.) загружают в ковш, после чего в него про- изводят слив металла из печи. При этом печь долж1М в начальный момент (10-2О ) наклоняться на форсированной скорости, чтобы исключить попадание шлака в ковш. так как последний растворит в себе леги- . рующие элементы прежде, чем то вступят в реакцию со сливаемым металлом-. Кроме того, форсированная скорость необходима для реализации способа бесшлакового слива стали в ковш при вьтлавке шарикоподшипниковых сталей, При форсированной скорости наклона печи в начале слива металл перекрьюает летку и шлак задерживается в печи, а чистый металл сливается в ковш. Известен гидравлический механизм наклона, наиболее близкий к изобретеник, обеспечивающий получение форсированной скорости и включающий датчик угла поворота, установленный на подвижной части печи и связанный электрической цепью, содержащей нуль - орган, задатчик положения и усилитель, с электродвигателем регулятора расхода, представляюшего собой приводной вал с кулачками и ограничителями поворота к блок золотников 23Однако этот мехаггизм имеет сущёствен- ные недостатки:
сложность конструкции, требующую высококвалифицированного обслуживающего персонала} низкую эксплуатационную надежность наличия нескольких .контрольных элементов угла поворота (датчик угла поворота печи и ограничители поворота вала регулятора расхода) невозможность установки регулятора непосредственно на цилш1драх с целью сокращения длины трубопровода, что затрудняет получение плавного регулирования скорости наклона при трогании и остановке печи затруднения при реализации способа бесшлакового слива стали в ковш при вьшлавке шарикоподшипниковых сталей.
Цель изобретения - повьииение эксплуатационной надежности механизма наклс«а печи, обеспечение плавного регулирования форсированной скорости наклона печи при ее трогании и остановке.
Это достигается тем, что на подвижной части гидроцилиндра (штоке) закреплен кронштейн с копирной планкой, связанной через толкатель со скалкой следящего золотника, вход которого соединен через двухпозиционньй распределительной золотник с надпоршневыми полостями гидроцилиндров, а выход - через обратные клапаны с выходными магистралями трехпозиционного распределительного золотника маслонапорной станции.
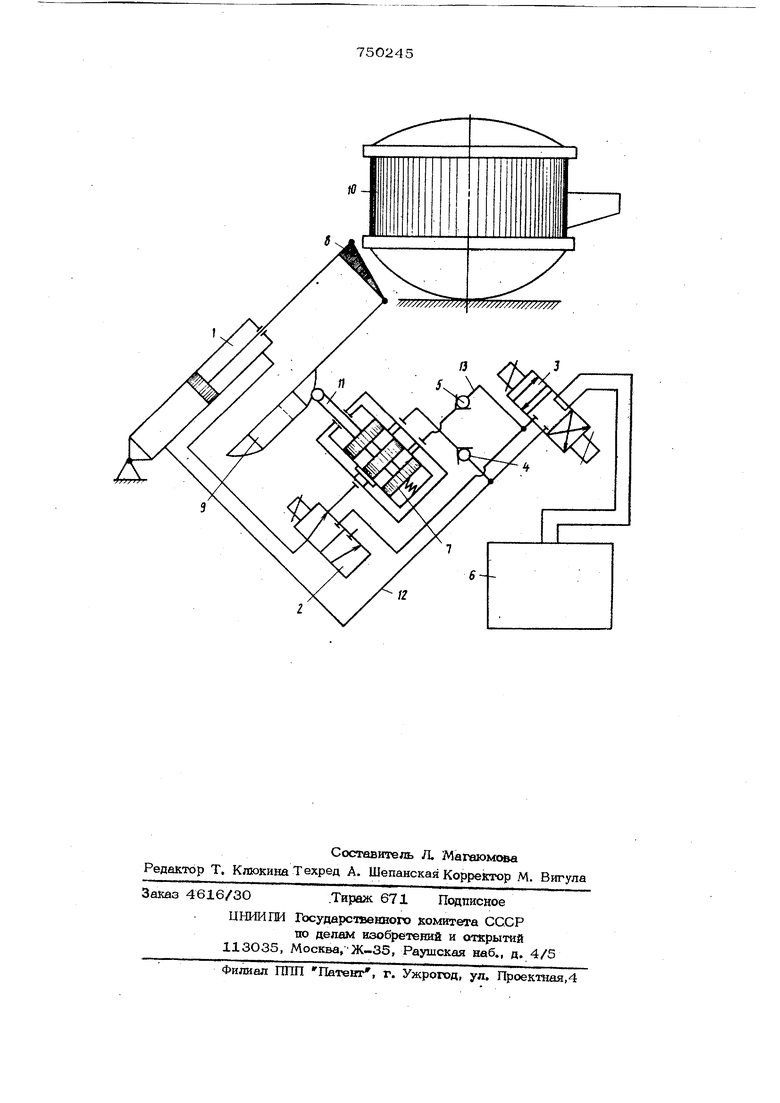
На чертеже дана йринци-пиальная механизма. Механизм состоит из поршыевых гидроциливдров 1, двухпозидионного распределительного золотншса 2, трехпо31ЩИОННОГО распредилительного золотника 3, обратных клаттнов 4 и 5, маслостанции 6, след$пцего золотншса 7, Кронштейна 8 с копирной планкой 9, печи 10, толкателя
11следящего золотника, труботфоводов
12и 13.
При получении форсированной скорости наклона печи 10 распределительные золот НИКИ 2 и 3 включены, а толкатель 11 следящего золотника 7 находится в исходном положении (см. чертеж), В этом случае Масло от маслонапорной станции через трехиозиционный растфедели.тельный золотник но его трубопроводу 12 постутшет в тюдпоршневые полости гидрсадилиндров 1, сообщая движение их щтокам с небольшой скоростью. Из надпоршневых полостей масло через двухпозиционный золотник 2, следящий золотник 7, обратный клапан 5, трубопровод 13 и трехпозиц ионный золотник 3 вытесняете в бак маслонапорной ста№ЦИИ.
При дальнейшем движении штоков..(КО- пирная miaHKa нажимает на толкатель 11 следящего золотника 7 и перемешает его скалку вниз, обеспечивая плавное переключение со схемы дросселирования на выходе на дифференциальную схему. В этом случае масло из надпоршневых полостей гидроцилиндров вытесняется через двухпозиционный распределительный золотник 2, следящий золотник 7, обратный клапан 4 в трубопровод 12, увеличивая объем масла, поступающего в подпоршневые , полости гидрсщилиндров, и, следовательно, увеличивая скорость перемещения штоков. По мере дальнейшего опускания скалки следящего золотника при воздействии на нее копирной планки плавно увеличивается скорость движения штоков гидроцилиндров и наклона печи.
При дальнейшем движении штоков с копирной планкой, когда оканчивается криволинейный участок копирной планки и начинается прямолинейный, скалка следящего золотника 7 остается неподвижной, и печь продолжает уже наклоняться с постоянной форсированной скоростью. Наклон печи на форсированной скорости происходит до тех пор, пока копирная планка задним криволинейным участком не.выйдет на толкатель следящего золотника. В этом случае скалка следящего золотника будет плавно перемещаться вверх, уменьшая количество масла, поступающего из наподпоршневых полсютей гидроцилиндров в подпоршневые. Следовательно, скорость наклона печи будет плавно уменьшаться от форсированной к обычной. Дальнейший наклон печи осуществляется с обычной скоростью, так как ковш достаточно заполнен чистым металлом и попадание в него после этого шлака не повлияет на процесс легирования.
Профиль криволинейньа участков копирной планки. 9 выбран таким, что позволяет получиг Ъ оптимальное время разгона и остановки печи при форсированной скорости наклона без возникновения значительных инерционных нагрузок. Регулирование величины угла наклона печи с форсированной скоростью осушестеляется за счет изменения длины копирной планки, которая выполняется из двух или трех частей, установленых.в пазах кронштейна 8, При необходимости увеличения дли1ш копирной планки ее составные части раздвигаются и фиксируются с помощью резьбового соединения.
Возврат печн в исходное Положение осуществляется при выключенном двухпозИционном золотнике 2, В этом случае при со575б шетс-тующем положении трехпозиционного золотника 3 масло от маслонапорной станций поступает через двухпозиционный золотник 2 в надпоршневые полости гидро цилиндров, а с подпоршневых полостей маело вытесняется через трехпозиционный золоттаик 3 в бак. Использование предлагаемого механизма позволит осуществить новый способ легирования сталей в ковше, сократив до миннмума непроизводительные потери легирукнцих алементов, и повысить качество выплавляемых сталей} осуществить способ бесшлакового слива стали в ковщ тфи выплавке шариконодшипниковых сталей, повысив при этом их качество; повысить эксплуатацион ную надежность механизма наклона; плавно регулировать величину угла наклона печи с форсированной скоростью. Формулаизобретения 1. Механизм наклона дуговой алектропечи, включающий гидроцилиндры, маслонапорную станцию с трехпозиционным распределительньтм золотником, о т л ичающийся тем , что, с целью повышения его эксплуатационной надежное56ти, плавного регулирования форсирова ной скорости наклона печи, он снабжен закрепленным на ;ПОДВИЖЕОЙчасти гидр цили1 ра вуовштейном с копирной планкой, следящим и двухпозиционным распре делительным золотником, причем кронштейв связан через толкатель со скалкой след щего золотника, вход которого соединен через двухпозиционный распределительный зопотеик с надпоршиевыми полостями гидроцилиндров, а выходы - через обратные клапаны с выходными магистралями трехпозиционного распределительного золотника, 2, Механизм по п. 1, отлича юЩ и и с я тем, что, с целью регулирова-; «ия величины угла наклона печи с форсированной скоростью, копирная планка выполнена составной, части которой установ ны в пазах кронштейна и зафиксированы резьбовым соединением. Источники информации, принятые во внимание при экспертизе 1. Сапко А. И. Механическое оборудо вание злектросталеплавильных и ферросплавных цехов. М., Металлургия, 1966, с. 59, рис. 22. 2. Авторское сввдетельство СССР по заявке К 2372094/02, кл. F 27 В 1/26, 1976.
