Настоящее изобретение относитея к способам заточки ,его инстру ме 1та с использо1вание1М метода обработ -;; мота:к1ов, сплавов и иных токопроводящих материалов по авт. св. Л 70010 с изменением параметров режима работы разрядного затоммого устройства.
Предлагается, с целью постепешгого уменьшення степе:П шероховатости затачиваемо гранн инстру|Мента и сакра1ценг:Я тем самым продолжительности заточки и доводки, нлазио 1араметры режима работы разр51дного контура во время вынолнения онераци заточки и доводки инстру:мента.
Для устранения необходимости подачи зaтaчивae :oгo инструмента но ванравлению к заточно.му диску при обработке затачиваемой грани па глубину, не превышающую 0.4 мм, зaтaчивae aя грань инструмента устанавливается параллельно плоскости заточного диска на расстоянии от последнеГ, превьппающем пробивное расстояние между пими ирп доводочиом режиме на -величину, не большую 0,4 лм/.
При вынолнении заточки и доводки граии режущего инструмента при из:менении емкости, включенно1 в разрядный контур, от 600 до 1 мкф Н нанряжепия входа на кламмах заточ1юго ycTpoiicTBa в пределах от 30 до 70 в необходимое расстояние между заточиым дисколг и затачиваемо гранью инструмента ттанавл1 вается ) нробивному расстоя ию между ними в возду.хе при :апряжепии 10-30 в.
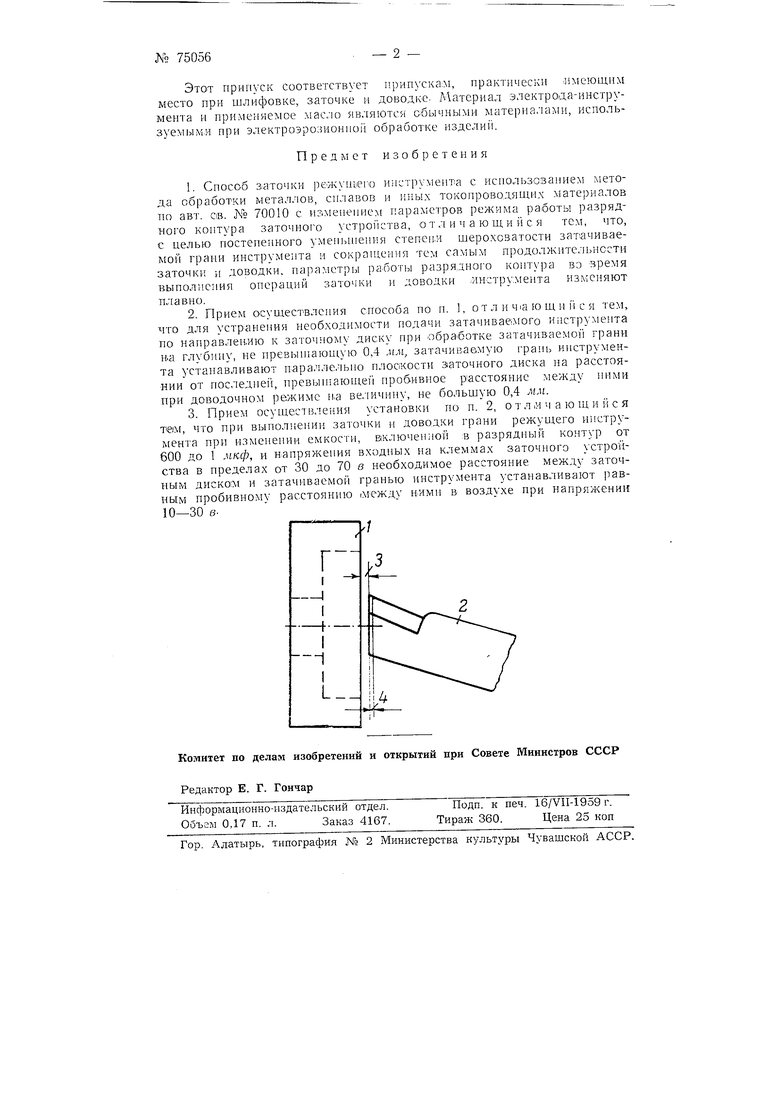
Па чертеже ириведена схема вэаи.ного расположения электрадаинструмента и резца: /-вращающийся диск; 2-резец; 3- скровой промежуток; 4-толщина металла, снимаемого при об|эаботке.
Предлагае.ый способ обеспечивает съем принус а 0,2-0,4 мм без осуществления подачи затачиваемого инструмента к заточному диску, только за счет из eиeния параметров схемы.