в 1-уществуюгцих электроэрозиониых затс1Ч11ых станках применяют возвратно-поступательное движение релца относительно рабочего торца диска, с целью уменьшения искажении профиля, возникающих вследствие износа диска. Искажение профиля этим способом полностью исключить не удается, ввиду периодического изменения площади контакта резца с диском и наличия разницы относительных скоростей при различных положениях резца.
С целью устранения этих недостатков, предлагается править круг элсктроэрозионным способом с помои1ью второго вспомогательного круга.
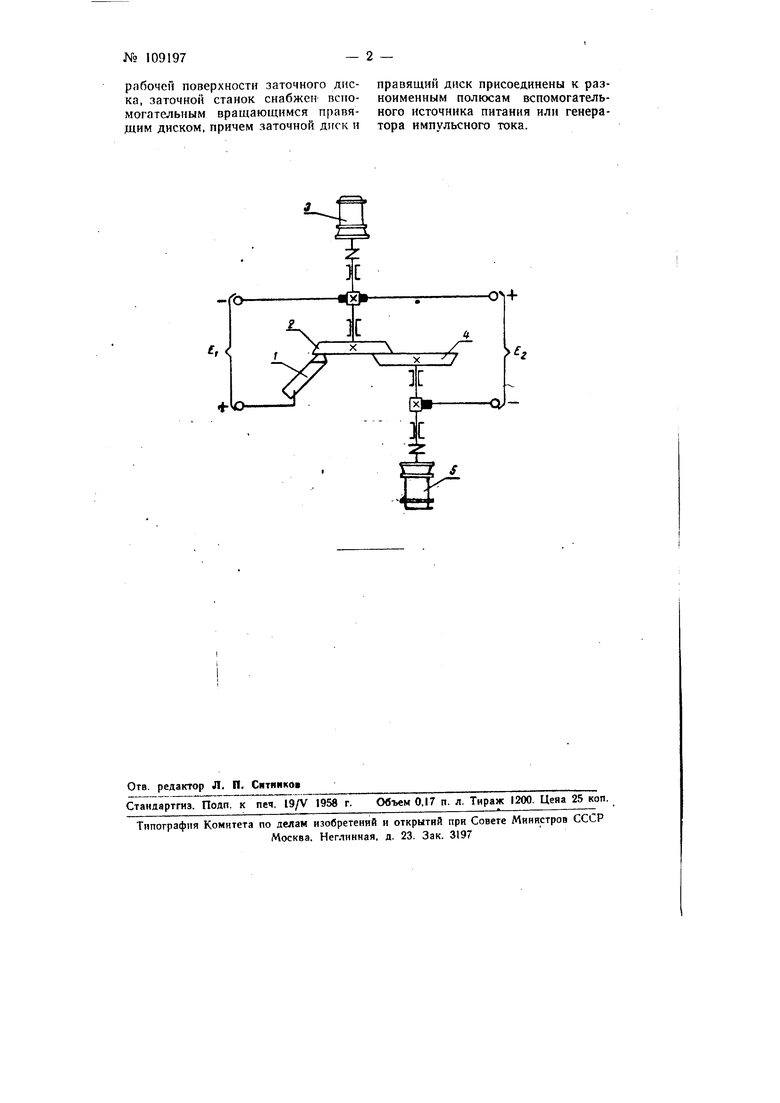
Принципиальная схема установки показаFia на чертеже.
Заточка резца / производится диском 2, приводимым во вращение электродвигателем 3, причем резец присоединен к одному полюсу генератора импульсов EI, а диск-к другому, через контактное кольцо и HicTKy. Правка диска 2 производится вспомогательным диском 4, приводимым во вращение электродпигателем 5. Диски 2 4 присоединены к разным лолюсам вспомогательного генератора Е. Вращение дисков должно быть встречным. Полярности выбираются таким образом, чтобы в рабочем контуре основной съем материала приходился иа резец, а во втором вспомогательном конт}ре - иа диск 2. При работе установки производится одновременная заточка резца / и правка диска 2 электроэрозионным способом. Необходимость в возвратио-поступательном движении резца относительно рабочей плоскости диска отпадает, и вместе с тем исключаются искажения профиля, возникающие вследств)1е такого движения.
Предмет изобретения
Устройство для правки диска в заточных электроэрозионных станках электроэрозиониым способом, о т л Н ч а ю И1 е е с я тем, что, с целью улучщения качества выравнивания № 109197 рабочей поверхности заточного днека, заточной станок снабжен веномогательным вращающимся правящим диском, причем заточной диск и правящий днск присоединены к разноименным полюсам вспомогательноге источника питания или генератора импульсного тока.