Изобретение относится к электроэрозионным двухпозиционнЁ№1 станкам для шлифования наружных цилиндрических поверхностей деталей, например роторов электрических машин ,
Известны станки для электроэрозионного шлифования пакетов роторов,, содережащие механизмы базирования и вращения обрабатываемых изделий и механизмы перемещения электродаинструмента.
Недостаток этих станков состоит в том, что они не обеспечивают стабильных показателей величины магнитной асимметрии ротора вследствие неравномерного съема припуска из-за несоосности базовых и обрабатываелых поверхностей.
Целью изобретения является создание электроэрозионного станка, обеспечивающего повышение геометрической точности обработки изделий при равномерности съема припуска относительно их осей, а также упрощение конструкции станка.
Это достигается тем, что станок содержит механизм базирования и вращения обрабатываемых изделий, выполненный в виде двух вращающихся цилиндров, один из котоЕЛлх является
базовым и на который деталь опирается по образующей противолежащей линии перемещения обрабатывающего электрода, а другой, расположенный под углом 100 относительно базового, является опорным, фиксирующим положение изделия в вертикальном направлении. Базовый и опорный цилиндры выполнены с занижением диаметра на 0,30,5 мм в средней части на длине
J образующей.
Станок содержит также механизм продольно-поперечного перемещения электрода-инструмента, представляю1ДИЙ собой корпус, установленный в бабке станка на подшипниках, через которые проходит ось поворота корт1уса, и надетой на нее каретки, снаб0женной второй опорой, выполненной в виде своей оси, закрепленной в корпусе каретки.
Несущая электрод-инструмент скал5ка установлена в каретке поворачиваемой вокруг оси корпуса с помощью механизма подачи. Вращение обрабатываемых изделий осуществляется эластичным приводом, расположенным к оси обрабатываемого изделия под углом.
обеспечивакяцим смещение изделия в сторону контакта токоподвода.
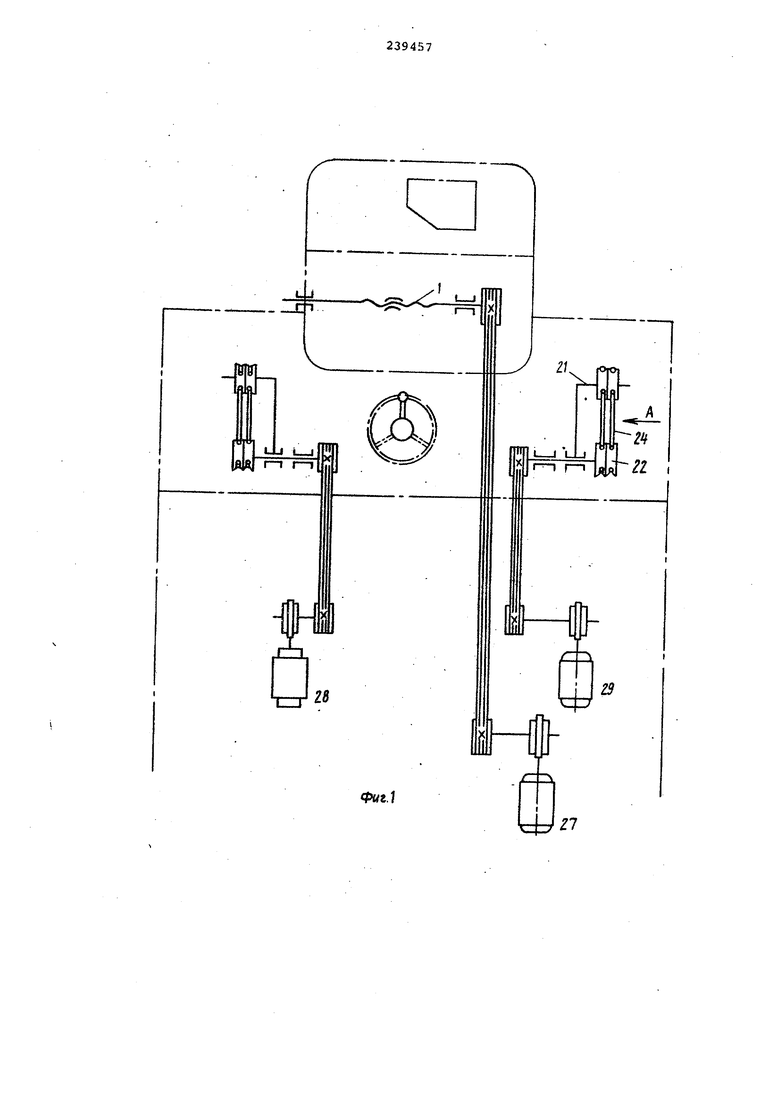
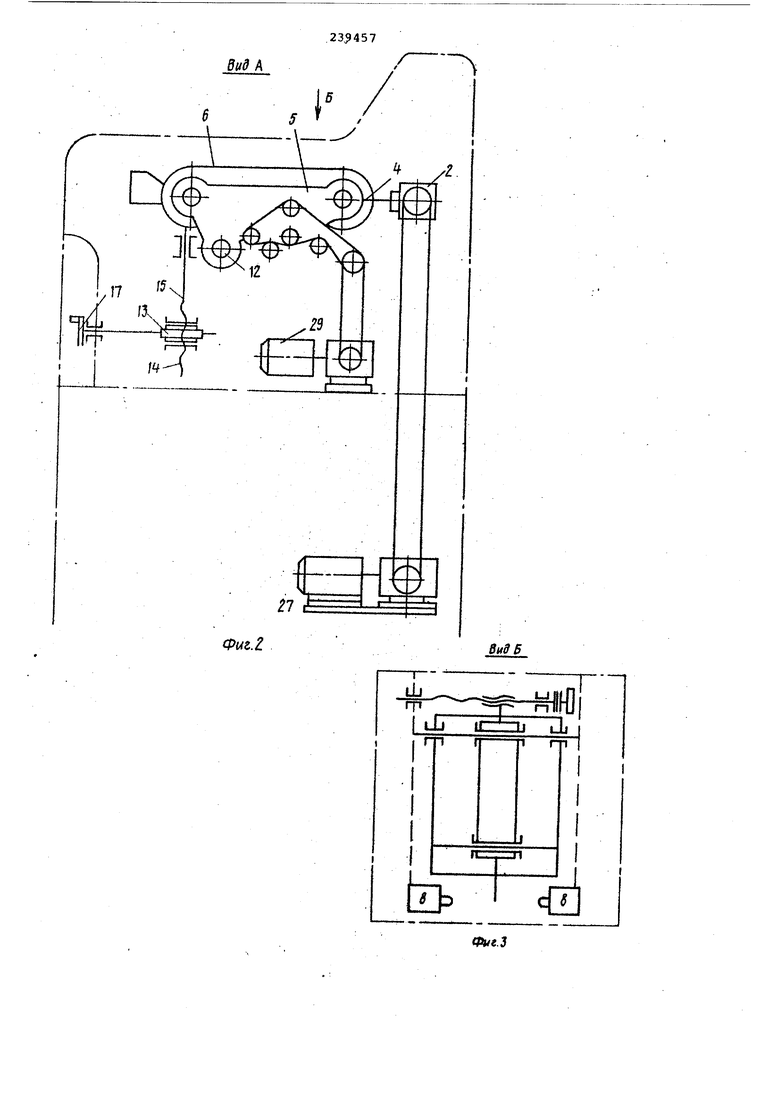
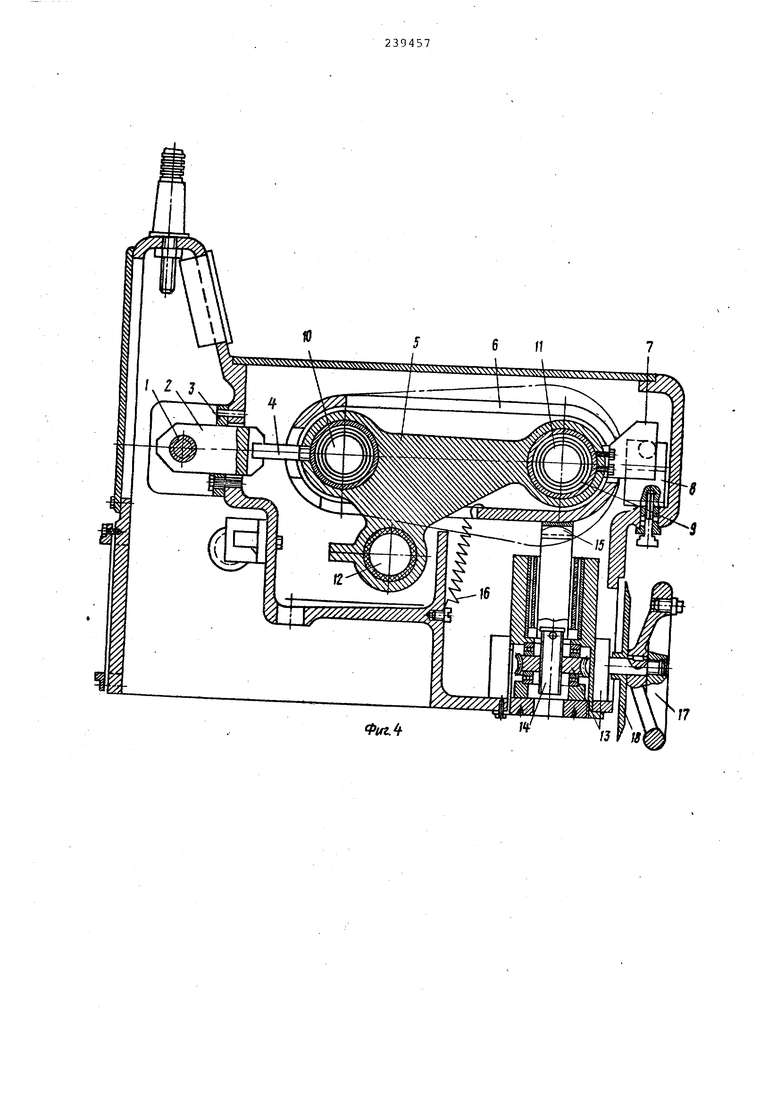
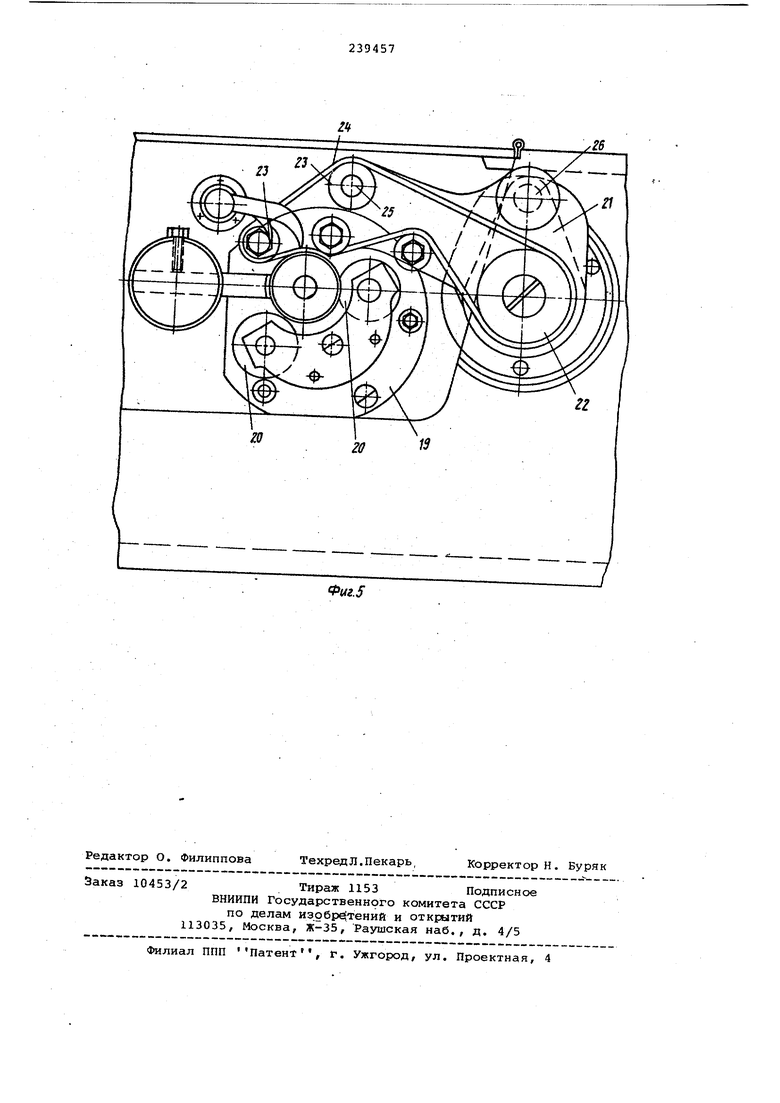
На фиг, 1 дана кинематическая схема станка; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2; на фиг. 4 - меХанизм продольно-поперечной подачи электрода-инструмента. на фиг. 5 узел базирования обрабатываемой детали.
Станок содержит механизм продольНо-поперечной подачи электрода-инструмента, состоящий из ходового винта 1 с гайкой 2, вставленной.в направляквдую 3. Гайка 2 снабжена пальцем 4, который закрепляется втором концом в каретке 5, проходя отверстие корпуса 6 каретки. С противоположной стороны корпуса б каретки установлен кулачок 7 с двумя регулировочными Контактами 8. Каретка 5 имеет отверстия, в которые вставлены подшипники 9, перемещающиеся по осям 10 и 11 И осуществляющие одновременно перемещение скалки 2 с электродом-инструментом, усТанО;5ленной в нижнем отверстии каретки 5.
Поперечная подача электрода-инструмента производится от редуктора, состоящего из шестерни 13, винта 14, опорного валика 15, пружины 16, маховика 17 с лимбом 18. Механизм базирования и вращения обрабатываемой детали содержит планшайбу) 19, на которой установлены опорные .ролики 20, кронштейн 21 с ведущим шкивом 22 и направляющими роликами 23, на которие надевается эластичный привод 24, ручка 25 и фиксатор 26 кронштейна 21. Привод возвратно-поступательного перемещения электрода-инструмента осуществляется электродвигателем 27. Вращение эластичного привода для обрабатываемых изделий на первой позиции производится от электродвигателя 28, а на второй позиции - от электродвигателя 29.
Электроэрозионная шлифовка Наружных поверхностей изделий осуществляется следующим образом.
Обрабатываемое изделие устанавливается на опорные ролики 20 и прижимается эластичным приводом 24 к базовым поверхностям этих роликов. Вращение изделия осуществляется благодаря протягиванию эластичного привода ,4 через клиноременные передачи. Продольная подача электрода-инструмента производится перемещением каретки 5 вдоль осей 10 и 11, а поперечная подача - вращением маховика 17, вследствие чего винт 14 и опорный палец 4 опускаются вниз, каретка 5 с корпусом б поворачиваются вокруг оси, подавая к изделию скалку 12 с электродомин ст рум актом.
Применением описанного станка обеспечивается обход электродом-инстру-. ментом обрабатываемых поверхностей изделий по цилиндру благодаря тому, что изделие вращается, а электродинструмент соверлает возвратно-поступательное движение вдоль образующей цилиндра, описываемого обрабатываемой поверхностью.
Формула изобретения
1.Электроэрозионный двухпозиционный, станок для шлифования наружных цилиндрических поверхностей изделий, например роторов электрических машин содержащий механизмы базирования и вращения обрабатываемых изделий и механизмы перемещения электродаинструмента, отличающийся тем, что, с целью повышения геометрической точности обрабатываемых поверхностей при равномерном съеме припуска относительно оси вращения пакета ротора, механизм вращения и базирования выполнен в виде двух вращающихся цилиндров, один из которых является базовым и на который изделие опирается по образующей противолежащей линии перемещения обрабатывающего электрода, а другой, расположенный под углом 100° относительно базового, является опорным и служит для фиксации положения изделия в вертикальном направлении.
2.Станок по п. 1, отличающий с я тем, что, с целью упрощения конструкции, механизм продольнопоперечного перемещения электродаинструмента выполнен в виде корпуса, установленного в бабке станка на подшипниках, через которые проходит ось поворота корпуса и надетой на нее каретки, снабженной второй опорой, выполненной в виде собственной оси, закрепленной в корпусе каретки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электроэрозионный двухпозиционный станок для шлифования внутренних цилиндрических поверхностей изделий,например статоров электрических машин | 1967 |
|
SU250338A1 |
| Комбинированный электроэрозионный станок | 1978 |
|
SU667368A1 |
| Орбитальная головка к электроэрозионному станку | 1980 |
|
SU957510A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228249C1 |
| ПЕРЕДВИЖНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ НИЖНИХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2325291C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПЛОСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2167040C1 |
| Способ электроэрозионной обработки | 1983 |
|
SU1146154A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Способ электроэрозионной обработки направляющего отверстия в корпусе распылителя | 2022 |
|
RU2797663C1 |
| Станок для электроэрозионной обработки внутренней цилиндрической поверхности | 1982 |
|
SU1065123A1 |
C
Ш
«-А 24
гг
23
сУ
27
Вид К
Ф{А&.г
ВндБ
ik
rfi

