Метод перезарядки форм, принятый в настоящее время на шинных заводах, применяющих в лканизапию автопокрыщек в автоклавах, заключается в раскрытии форм и выемке пскрышек гидравлнческгтми губками и электротельферами с последующей прессовкой формы пОСле .закладки сырой покрышки гидравлическим прессом.
Такая перезарядка форм является весьма трудоемкой работой п требует для своего выполнения fie менее 4-5 человек.
Предлагаемый пресс для перезарядки форм при вулканизации автонокрыи ек, снабженны -нижним гидравлическим цилиндром с плитой и верхним упором, устраняет указанные недостатки и отличается тем, что плита и упор вы.полнены в виде электромагнитных столов. Столы используются для прихвата нижней и верхней полов:;: гЬорм при подъеме и верхнс::.
Применение в прессе электромагнитных захватов дало возможность создать конструкцию пресса, пригодную для обслуживания всех форм без какмх-лпбо изменений п конструкции форм.
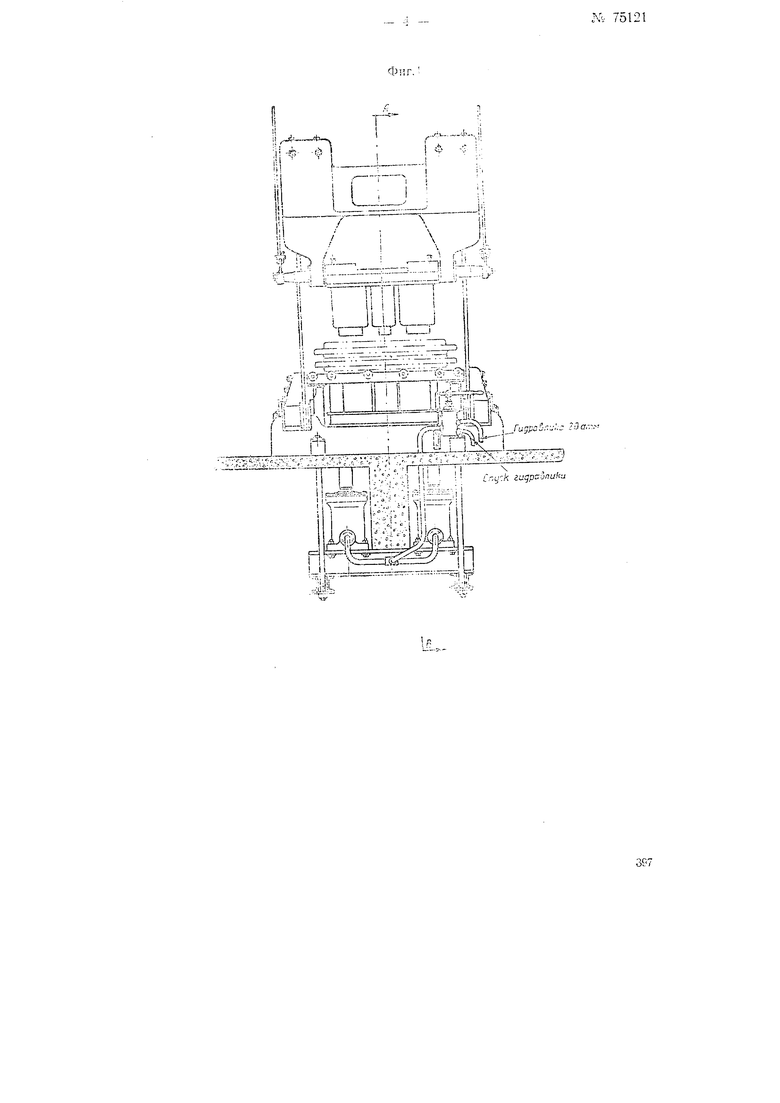
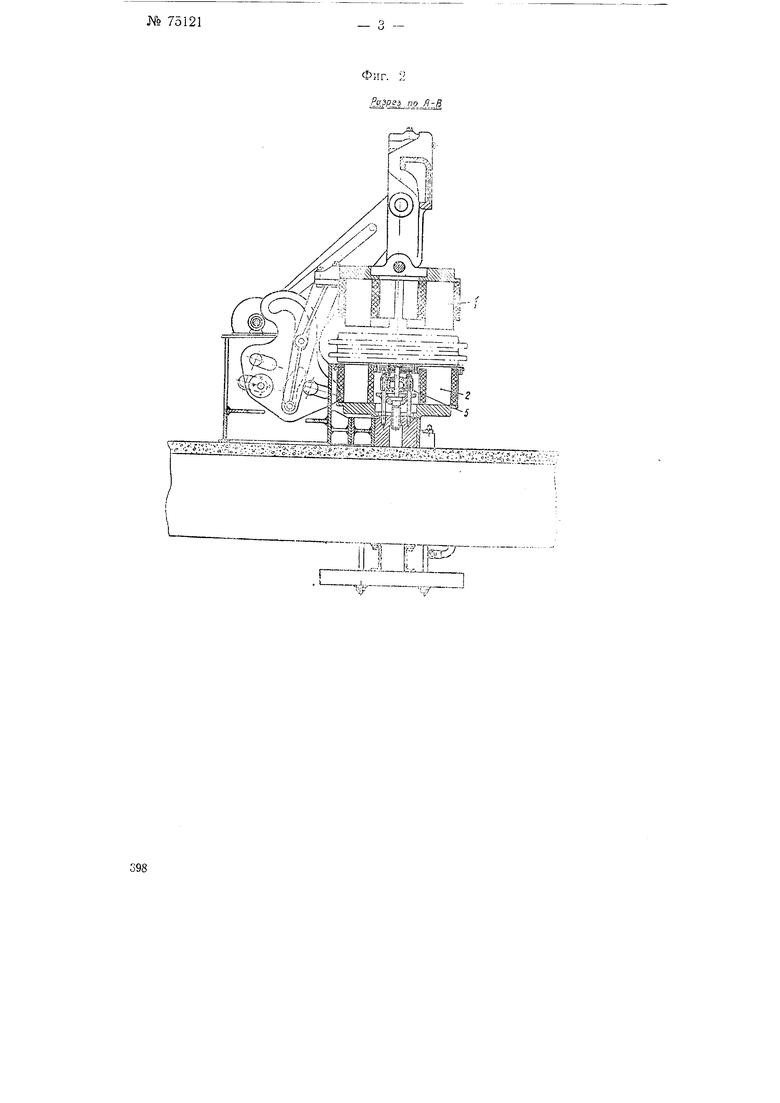
Пресс для перезарядки форм 3 состоит (фиг. 1, 2 и 3
из верхнего 1 и нижнего 2 электромагнитных столов или захватов, соответственно захватывающих верхнюю и нижнюю половинки формы, механизма раскрытия формы с приг.одом , гидравлических цилиндров ;для подъема нижн.его магнитного стола и механизма 5 регулировки подъема нижнего магнита в зависимости от высоты обрабаты15аемых форм.
Верхии.й и нижний захваты выполнены в виде шестиполюсных эле.тромагнитов постоянного тока, развивающих усилие до 15 г при, папряже И1И 220 в.
Ворхиий стол крепится шарнирно к рычажному механизму раскрытия формы с постоянным расположением плоскости ирил пания в начально:,; .томенте раскрытия формы.
стол встроен в рольганг, ;io KOTOpo:viy передвигаются формы. IIpi-: помощи гидравлических цили:-;дров, действующ1 х от трехходовой распределительно:: коробк ;, 1:ижни11 магнитный стол поднил;аетс;:, сии;ая выступающими полосам ферм} с рольганга, и прижимает ее к перхке :-лаг:1Итному столу.
Высота нодппема нижнего стола зависит от высоты обрабатываемой формы и контролируется механиз395
MOM регулировки подъема пилспего CTOjja и осуществляется в дашюй конструкции пресса ручной настройкой.
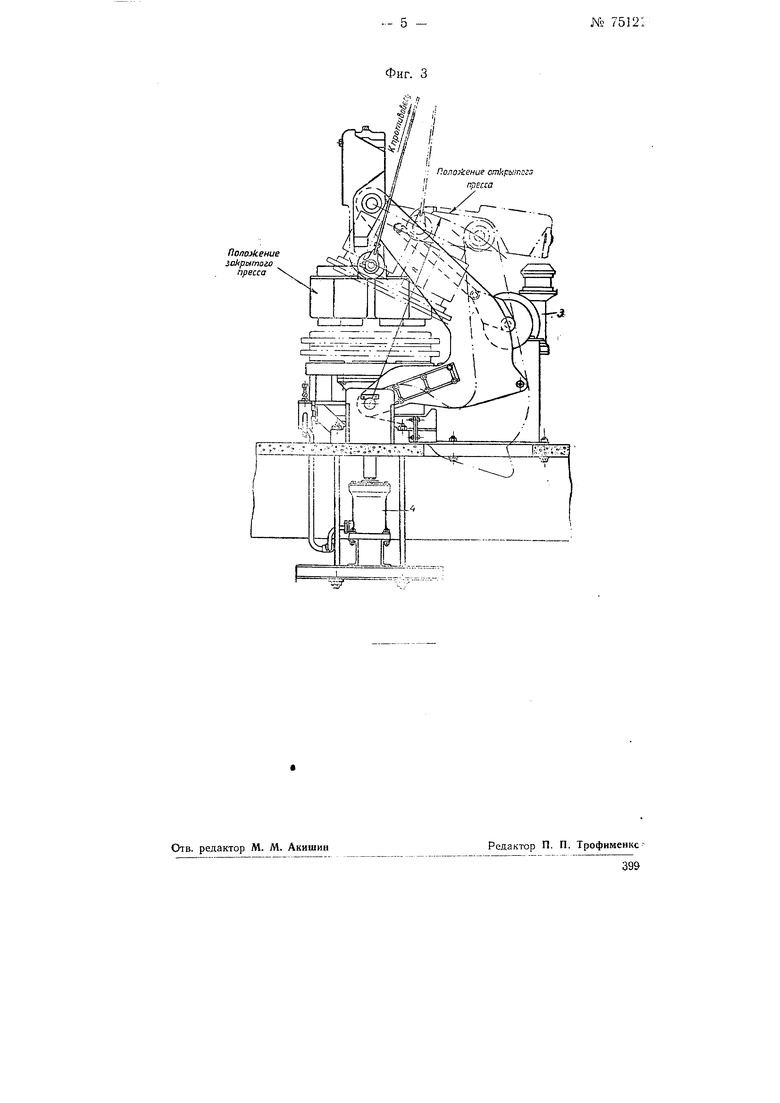
Фор.ма раскрывается движением верхнего стола вверх при помощи рычажной системы от электромотора мощностью 5 кет через червячный редзктор и шатуино-кривошипкый мехализм.
Одновременно с раскрытием формы происходит Выталкивание покрыщки из формы, вследствие горизонтального смещения верхнего стола при его движении вверх, получаемого от специальнного копира.
После закладки сырой покрышки в форму пресс закрывается, прессуя половинки форм без перекосов и смещений и давая качественную сборку форм в автоклаве.
При от шючении электромагнитов и опускании нижнего стола форма садится на рольганг, по которому и поступает к автоклавам.
На операцию перезарядки одной формы требуется полминуты времени.
Для предупреждеиия несчастных случаев при попадании под пресс рук рабочего, имеется продохранительцое устройство, действующее на самостоятельный контакт, останавливающий электромотор с одновременным переклкз;ением его на раскрытие пресса.
Предмет и з о б р е т е в i- я
1.Пресс для перезарядки форм при вулканизации автопокрышек, снабженный нижним гидравлическим цилиндром с плитой и верхни.м упором, отличают и и с я тем, что плита И упор выполнены в видеэлектромагнитных столов, используемых соответственно для прихвата нижней и верхей половины (Ьормы при подъеме и сдвиге верхней.
2.Пресс по п. 1, отличающи и с я тем, что рычажные системы для управления подъемом и сдвигом верхней половины формы объединены в общей кинематической системе, а управление нижним столом выполнено независимым и позволяющим опускать нижний электромагнитный стол ниже уровня подачи издели;; (формы), например по рольгангу.
3.Пресс по п. 1, отличающийся тем, что для осуществления одновременно с подъемом сдвига верхнего электромагнитного стола относительно нижнего применен копир,, взаимодействующий с верхним электромагнитным столом.
l,-.ф :ii -Ф- -Ф

| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ПЕРЕЗАРЯДКИ ПРЕССФОРМ ПРИ АВТОКЛАВНОЙ ВУЛКАНИЗАЦИИ ПОКРЫШЕК- п л in Q I I fi П и-l-iUrUOitMr-l.JEHTKQ--•:;}1ЧЕС:{АП/^ЛИОТЕКА! | 1965 |
|
SU172976A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |
| Устройство для перезарядки подвижных пресс-форм | 1970 |
|
SU440268A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1979 |
|
SU927539A1 |
| ПРЕСС ДЛЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2033329C1 |
| Устройство для вулканизации покрышек пневматических шин | 1972 |
|
SU513609A3 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1972 |
|
SU429966A1 |
| Способ вулканизации покрышек пневматических шин | 1975 |
|
SU538540A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2131355C1 |
| Одноколонный пресс для табака | 1958 |
|
SU118244A1 |
Й П-л / -;-,;-, ,--; Г- ;-; п ---г-Д.
;
пТттп - n
I lv-V/И И: ;
1
vEirrT. чЛ; vjinr-7 i
lii: L
llC
р, -.
|;|
L,jLl.LJ
ijJ iJ
-:,v. ,, - -ic,-,-
Ь
Ш
i Pa5;:v;.r J
)1,оЛ-:,| M, l
Q
U
-T.::. i
N I ;й Я
i±r:i±i.,г
,.
Фнг. 2
Агз/7гз
{
ife
i. IГ
noaoj/cenue
ickpamaio пресса
Фиг. 3
