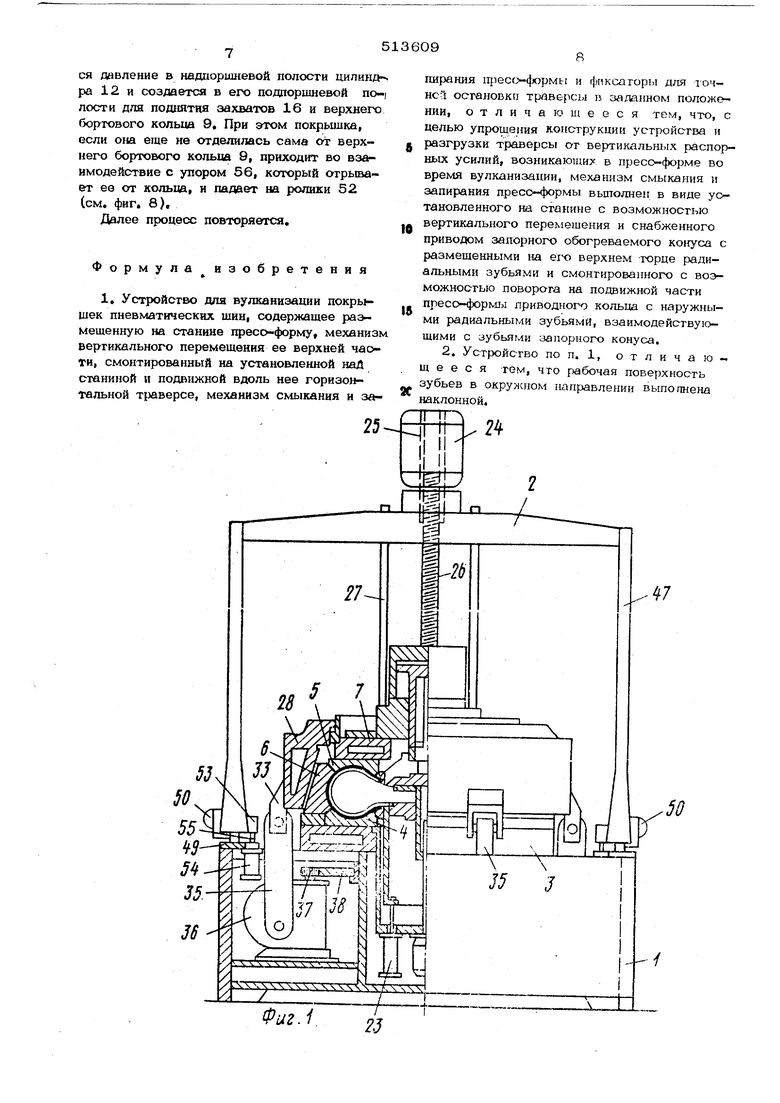
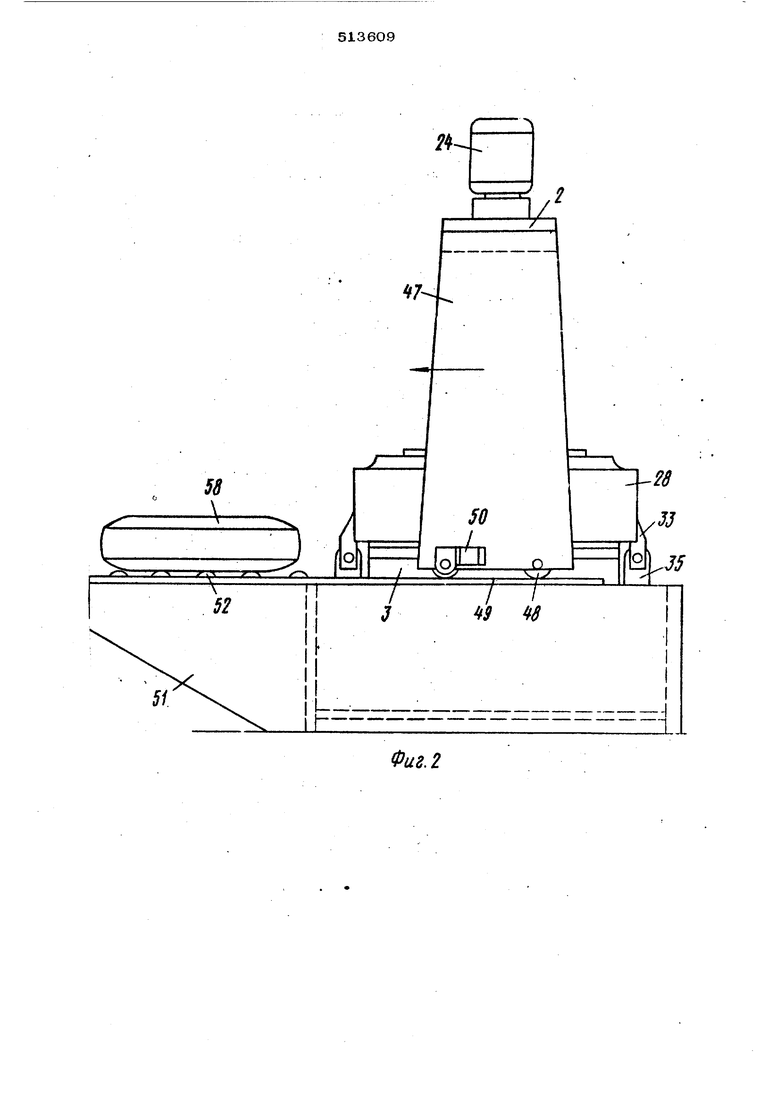
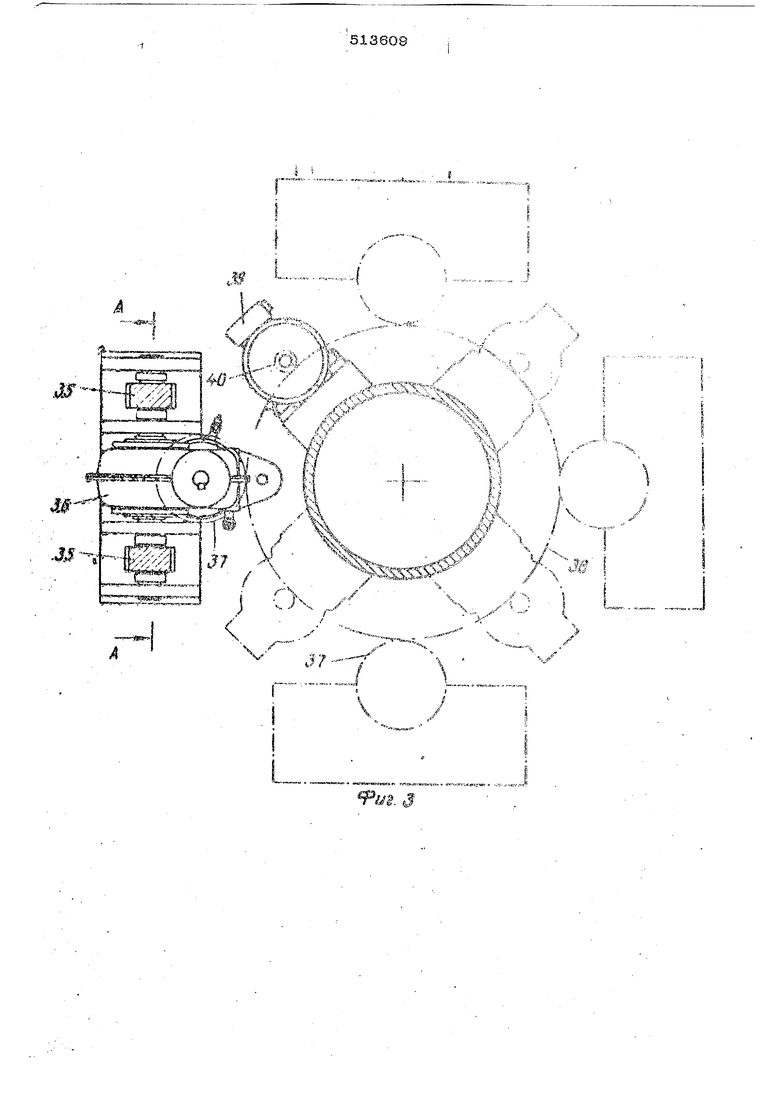
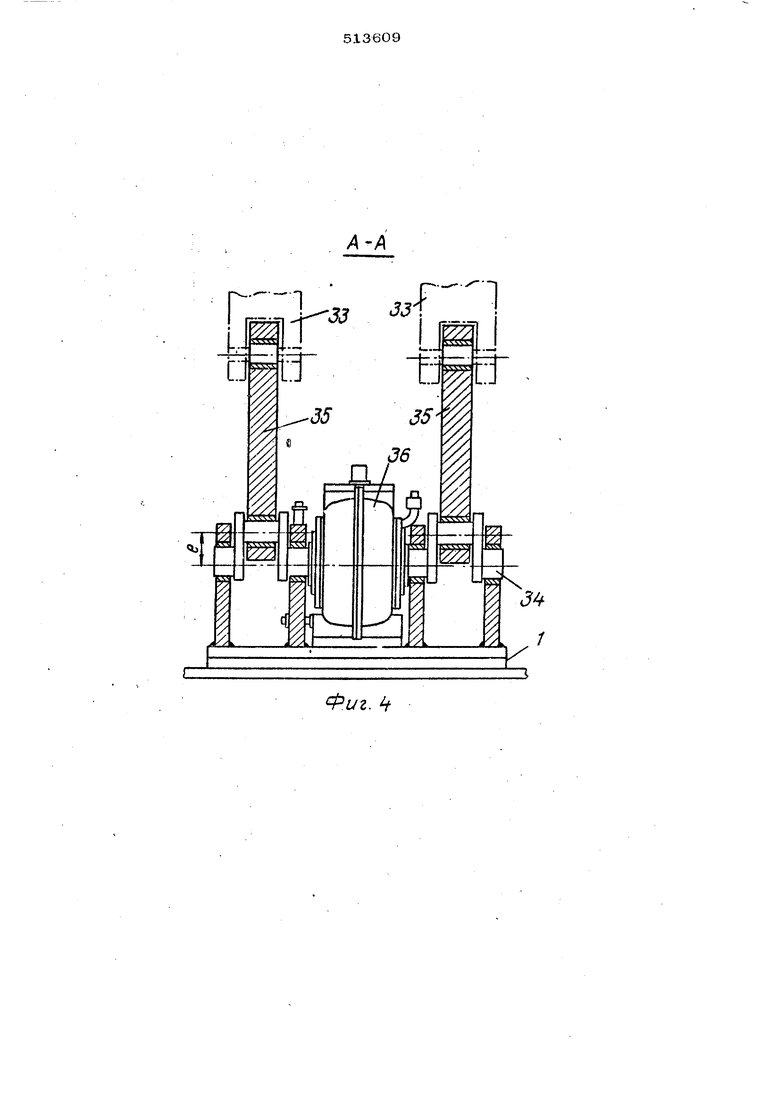
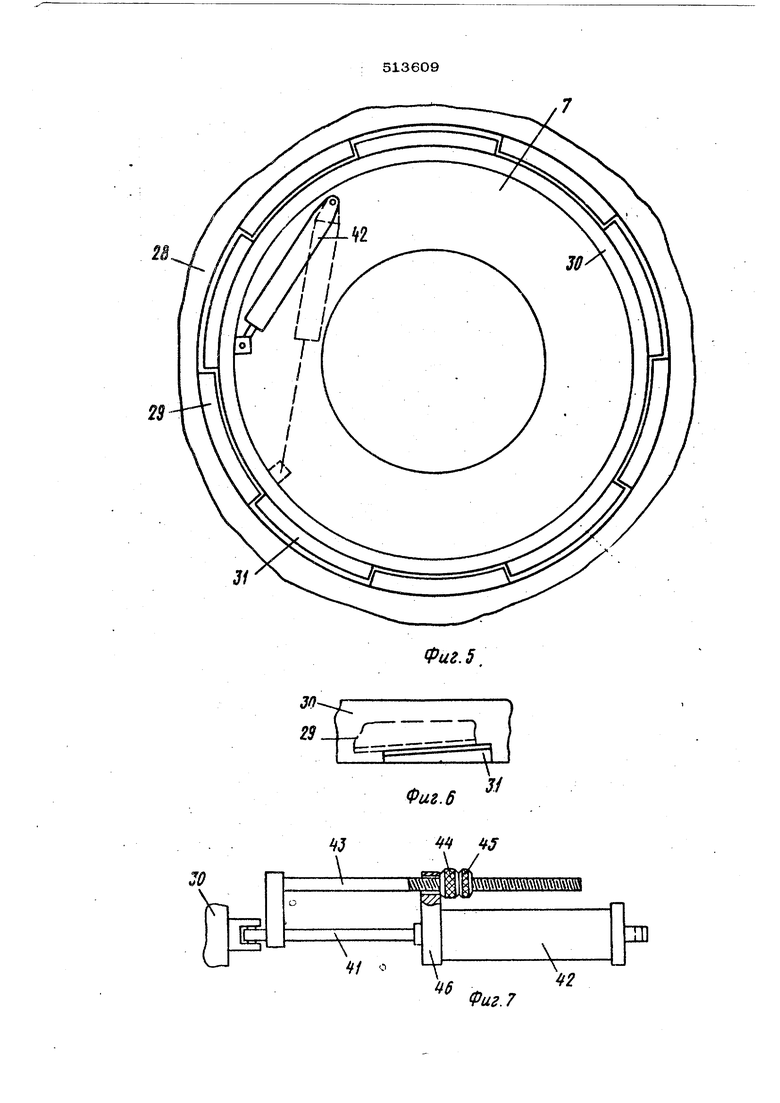
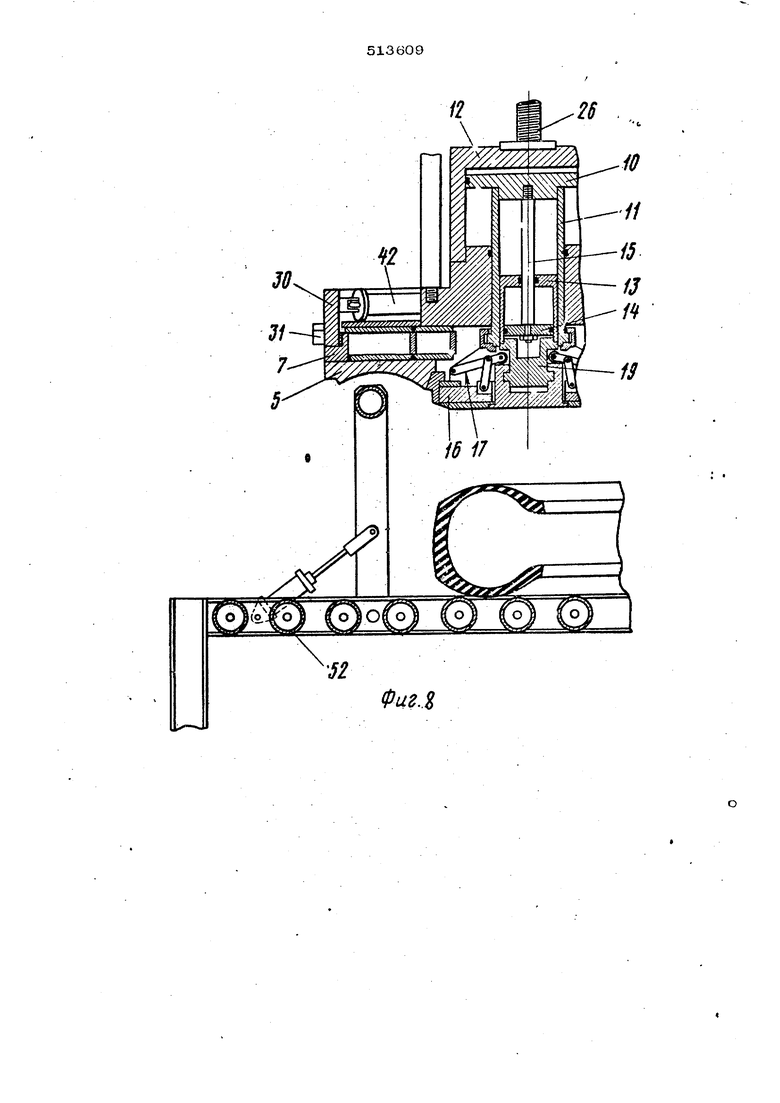
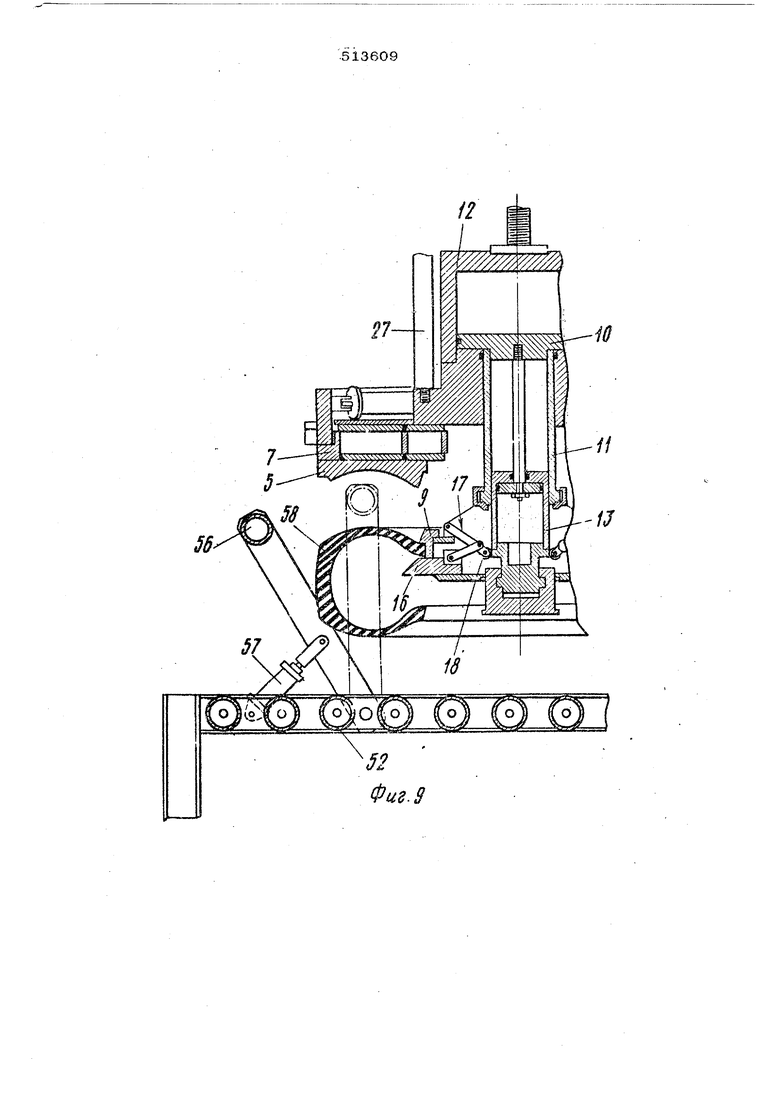
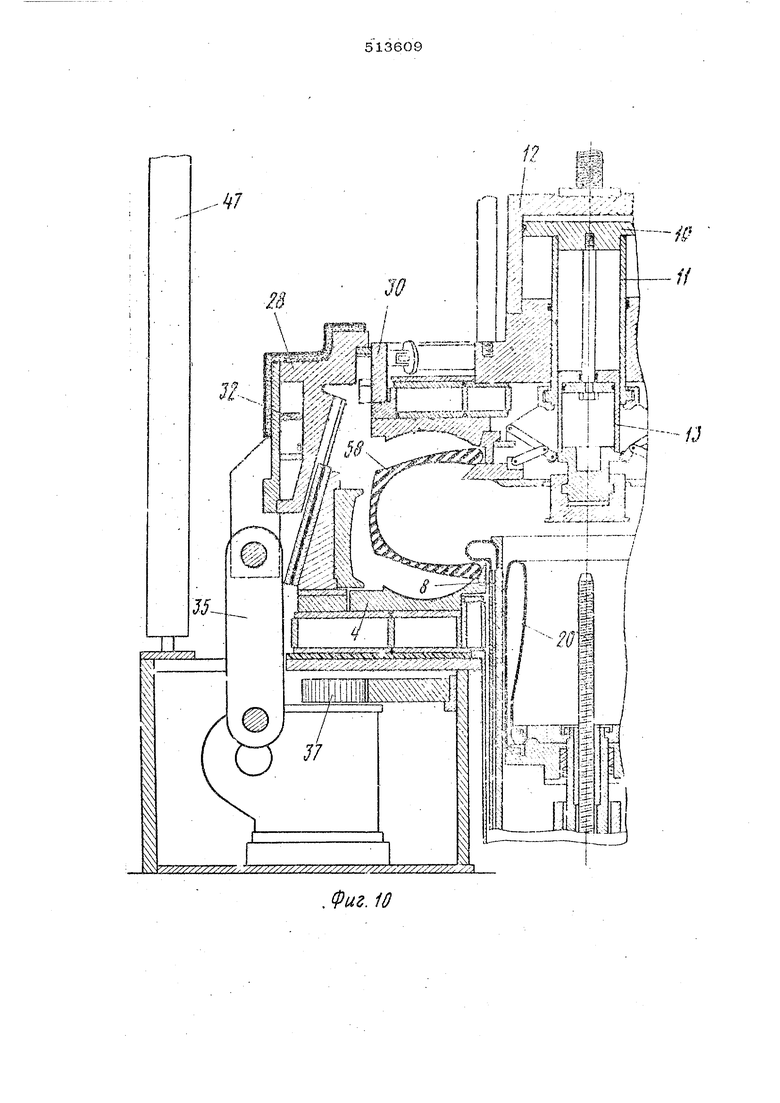
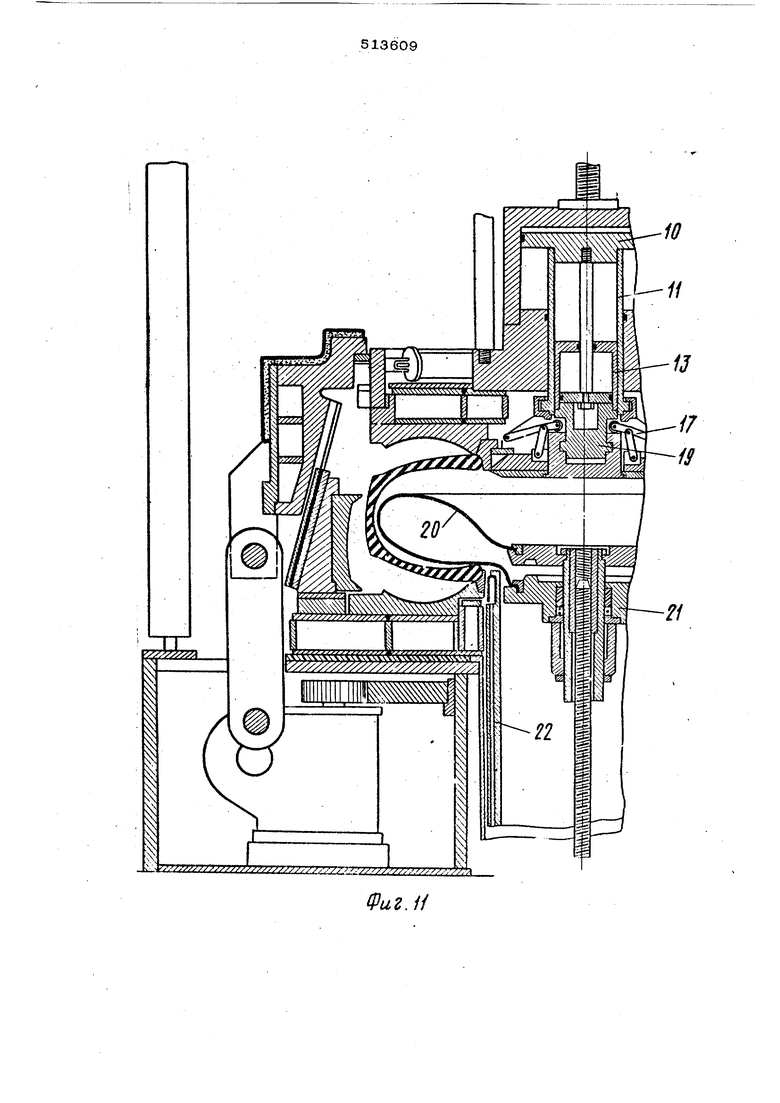
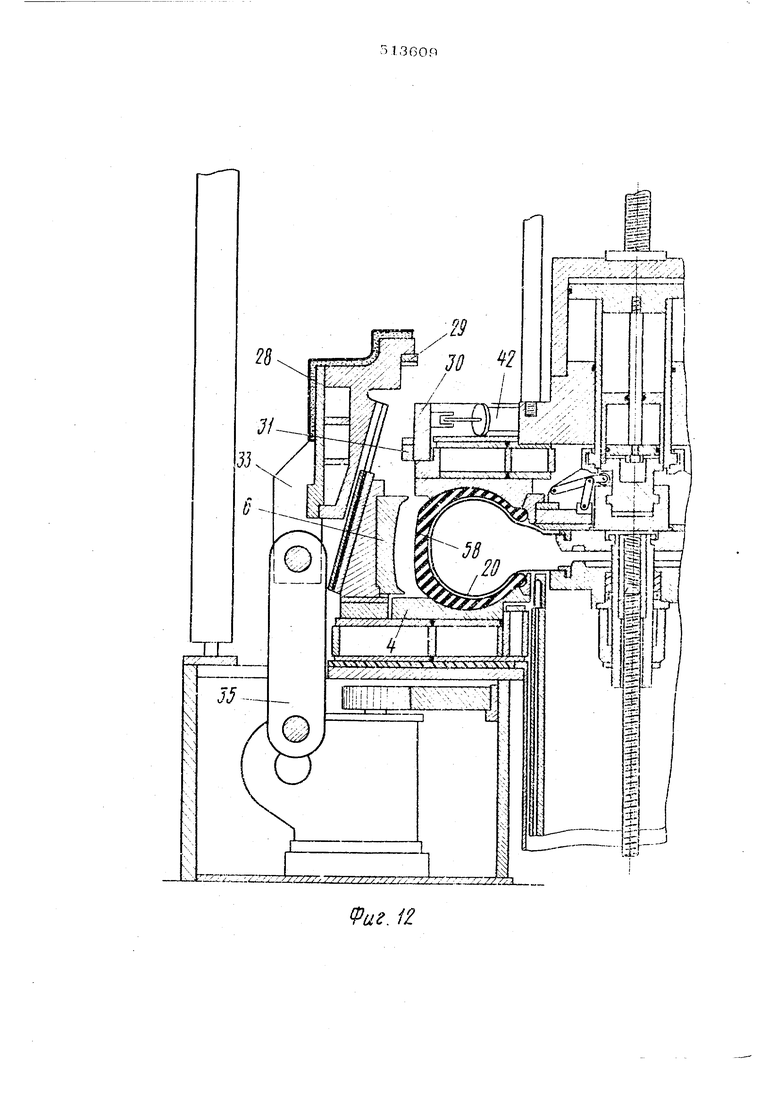
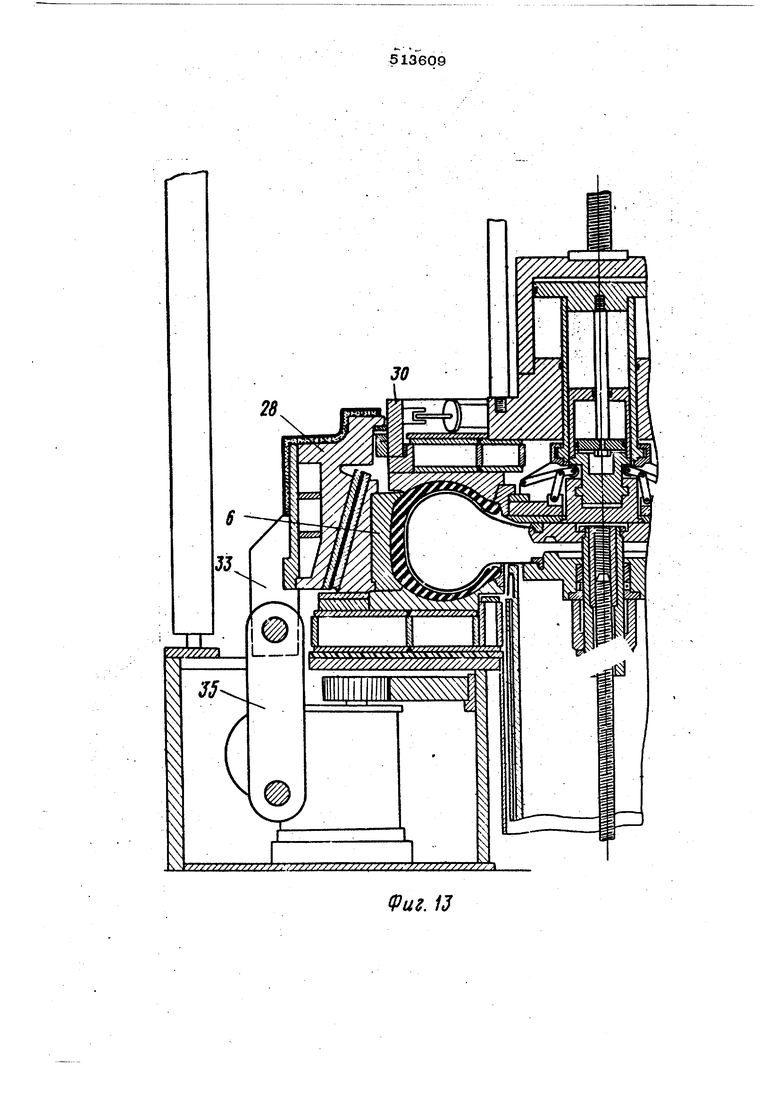
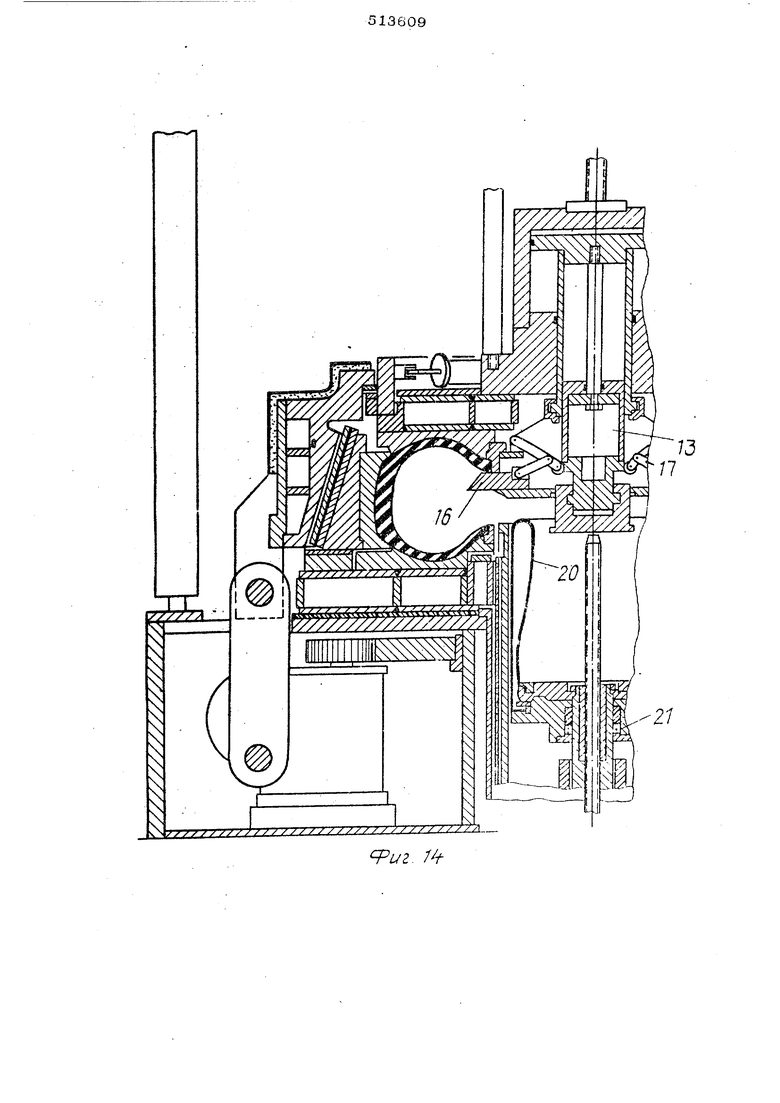
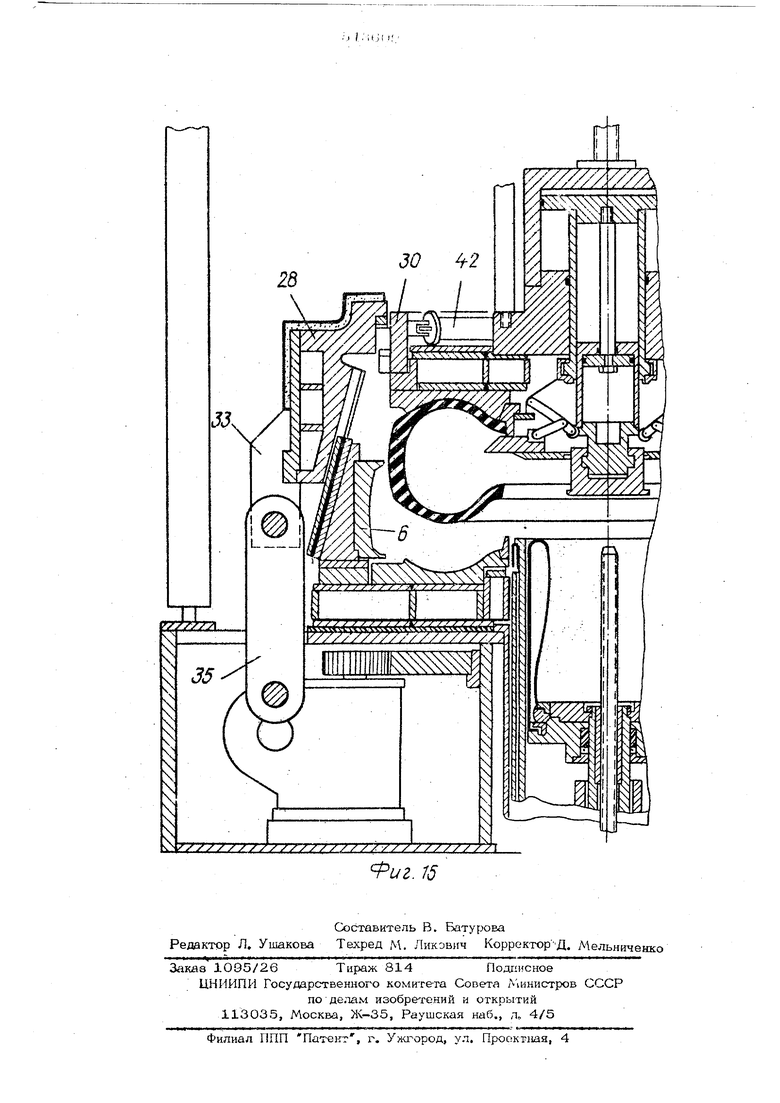
првсои}юрмы над приемным сголом; на ({маг, 9-го же, в момент загрузки сырой покрьпяки; на фиг, последовательные положения (шнсываемого устройства в процессе вулканизации шэкрышки. Устройство для вулканизации покрышек пневматических шин содержит оганину 1 с травереой 2 и обогреваемой плитой 3, на которой установлена пресо-форма, состоящая из нижкей 4 и верхней 5 частей и радиально перемещаемых секторов 6, Верхняя часть 5 жестко, прикреплена к нагревательной пли те 7, Нижнее бортовое кольцо 8 пресо-формы жестко связано с нижней частью 4, а верхнее бортовое кольцо 9 жестко связано с имеющим поршень 10 полым шгоком 11 цилйкдра 12 двойного действия, предназначенного для установки и центрирования покрышки в верхней части 5 пресс-формы. Полость штока 11 подвижным стаканом 13 разделена на две части, в нижней из которых размещен поршень 14, связанный посредством шганги 15 с поршнем 1О, В устройстве имеется механизм для удержания покрышки за верхний борт, выполненный в виде раднально подвижных захватов 16, соединенных со штоком 11 через систему шарнирных рычагов 17, снабженных роликами 18, взаимодействующими с копиром 19, служащим нижней крышкой подвижного стакана 13. По центру пресо-фсфмы установлены днафрагменный узел с эластичной диа|| гмой 20, механизм 21 для управления его и механизм 22 для центрирования нижнего борта покрышки в нижней части 4 пресофop iы, приводимый с помощью цилиндра 23 На траверсе 2 смо:ггнрован механизм вертикального перемещения верхней части 5 пресс-формы, выполненшяй в виде приводимого электродвигателем 24 с полым валом 25 ходового винта 26, жестко связаин ного с корпусом цилин фа 12, крышка которого жестко закреплена на нагревательно плите 7 и снабжена вертикальными направ- ляющимк 27 для предотвращения поворота верхней части пресо-формы во время ее noabeNia и опускания. Механизм см 1кания и запирания пресоформ выполнен в виде взаимодействующего с секторами 6 пресо-формы и снабженного приводом вертикального перемещения запор ного обОгревакмогО конуса 28 с размешенными на его верхнем -торце радиалькь1ми зубьями 29 и установленного с возможностью поворота на плите 7 приводного кольца ЗО с наружными радиальными зубьями 31, азаимодойсгвующими с зубьями 29, Нагрев конуса 28 осушествляется теплоноЬителем, подаБаемь м в его полость, разде- енную перегородками 32 для образования ряда независимых каналов, что псзволяет регулировать температуру для каждого канала с целью обеспечения равномерной вуп- канизации. Это особенно важно для покрьн шек с металлокордом, которых по ее высотв значительно изменяется. Сектора 6 своей наружной поверхностью соединены с внутре нней конической поверхностью запорного конуса 28 посредством соединения ласточкин хвост или Т -образными пазами и выступами. Запорный конус 28 осуществляет радиальное перемещение секторов 6 и нагрев их, Привод вертикального перемещения конуjca 28 вьшолнеи в виде равномерно располо женных периметру четырех механиэ-, МОЕ, соединенных с конусом посредством серег 33,состоящих каждый из сидящих на коленчатом валу 34 щатунов 35, редуктора 36 и зубчатой щестерни 37, взаимодействующей с общим зубчатым приводным венцом 38, смонтированным на станине 1 и приводимым во вращение от равномерно уотановленных по его периметру четырех приводов 39 через щестерни 40, Благодаря наличию нескольких механизмов по перим&т ру конуса 28 обеспечивается равномерное распределение усилия смыкания пресс-фс мы по ее периметру, j Вертикальный ход запорного конуса постоянен и равен двум эксцентриситетам в коленчатого вала (см. фиг. 4). Приводное кольцо ЗО шарнирно связано со щтоком 41 щарнирно закрепленного на плите 7 цилиндра 42 двойного действия {см. фкг. 5). Рабочие поверхности зубьев 29 и 31, т.е, их взаимодействующие контактные поверхности, выполнены в окружном }иправлении наклонными (см. фиг. 6) для гарантии закрытия пресо-формы в момент вулканизации, Что позволяе-т несколько регулировать вертикальное перемещение запорного конуса 2&, и следовательно, усилие смыкания пресс-формы. С этой же целью (предусмотрены средства для.регулирования хода штока 41 и цилиндра 42, выполненные, например, в виде расположенной параллель но штоку 41 и перемещаемой вместе с ним резьбовой штанги 43 с гайкой 44 и контргайкой 45, которые, упираясь в фланец 46, обеспечивают требуемое ограничение хода штока 41 наружу из цилиндра (см. фиг. 7). Так как распорные усилия, возникающие в пресо-форме во время вулканизации, воспринимаются запорным конусом 28, то траверса 2 выполнена но такой массивной, как в известных устройствах этого типа, и уотановлена на стойках 47 с образованием портальной рамы, расгю.-южениой ::а катках 48, S перемещающихся по рельсам 49, раз мещвш1ым на станине 1. Перемещение по{ тальной рамы осущесгзляется с помощью |смо1ггироранных по обеим ее сторонам электродвигателей 50 от пресо-формы к приел йому столу 51 с рольгангом 52, Электродвигатели 50 являются предпочтительно ;двухскоростными, имеющими повыщенную скорость для перемещения между двумя указанными выше конечными положениями и малую -. для установки портальной рамы в требуемое конечное положение. В устройстве предусмотрены фиксаторы для точной остановки портальной рамы в конечных положениях, или xoi бы в одном из них. Фиксаторы могут быть вьтолнены в в(1де вертикально расположенных на crofr ках 47 Еггулок 53 и установленных на ста нине 1 цилиндров 54, илгоки 55 которых взаимсдейсгвуют с отверстиями втулок 53. Фиксаторы могут быть одновременно и пользованы для подвода электрического к находящимся на траверсе 2 .средствам., этого с втулками 53 и штоками 55 мо гут быть связаны штыревые и иггегА ельные части разъемного электрического соединения HfOi точной укладки сырой покрышки на приемном столе 51 имеется поворотный упор 56, -приводимый цилиндром 57. Устройство работает следующим образом В исходном положении траверса 2 с верх ней частью 5 пресо-формы находится над приемным столом 51, на рольганг 52 которого помещена сырая покрыщка 58 (см. фиг, 8). Затем цилиндром 57 упор 56 вь водится из-под верхней части 5iпресс-формы, ре.сполагаясь наклонно, как показано на фиг. 9, а сырая покрышка укладыва ется сорсно с верхней частью пресо-формы. За- тем подачей давления в надпоршневую полость цилиндра 12 опускают поршень 10 с полым щтоком 11 вместе с верхним бортовым кольцом 9 к захватами 16 до захода последних в полость покрыики ниже уровня верхнего борта, После этого подачей давления в подлоршневую полость стакана 13 последний опуска ют через ролики 18 и систему рычагов 17 разводят захваты 16, которые, радиальгно перемещаясь, заходят за борт покрышки и центрируюТ его относктельно верхней чаоти 5 пресо-формы на верхнем бор-товом кол це 9. При сохранении давления в подпоршне- вой полости стака Ш 13 подают давление в подпоршневую полость цилиндра 12 для поднятия верхнего бортового кольца и захватов 16 вместе с сырой покрышкой 58 в исходное положение. Затем верхняя часть формы вместе с плитой 7 подиимается при ходового ;винта 26 и траверса 2 перемешается в другое конечное положение, при котором верхняя часть 5 пресо-фсрмы coociia с нижней частыо 4. В этом положении штоки 55 за водятся-во втулки 53, осуществляя фиксированне портальной рамы, конус 28 находит |ся в верхнем положении. Далее винтом 26 верхняя часть 5 пресоформы опускается до положения, показанногр на фиг. 10, и нижний борт покрышки 58 фиксируется механизмом 22 для центрирования нижнего борта в нижней части 4 пресо формы. После ТОГО, как нижний борг покрышки сцентрирован относительно нн 1него бортового кольца 8, механизм 22 отводится |цилинфом 23 в нерабочее положинно, показанное . 11. Давление в пошюршневой полости Степана 13 снимается, и созд11ется в к .дпоригаевой полости его. При этом стакан 13 поднимается, ролики 18 убираются в пазы копира 19 и захваты 16 сводятся. к центру, освобождая верхний борт покрышки (см. фиг. 11), В полость покрышки заводится диафрагма 20, которая в конце зфправки . занимает окончательное положении, показанное на фиг. 12, Далее верхняя часть . 5 пресон}юрмы опускается до сопрнкоснов& ния боковин покрышки с рэрхней 5 к нижней 4 частями пресс-формы, запорный конус опускается .до перемещения секторов G к центру до соприкосновения с покрышкой, н | кольцо ЗО поворачивается цилиндром 42 до взаимодействия зубьев 29 и 31, обеспечивая смыкание и запирание пресо-формы (см, фиг. 13). Устройство готово к вулканизации. По.зле вулканизации диафрагма 20 механизмом 21 управления ею выводится на покрышки, в надпоршневой цолости стак/ на 13 давление снимается, а создаегся в его подпоршневой полости. При этом захваты 16 выдвигаются и аснолагаются под верхним бортом свулканизованной покрышки (см. фиг. 14;. Далее поворачивается кольцо 30 до ра- . зобщения зубьев 29. и 31 и подник5аетс55 запорный конус в верхнее положение, разводя секторы 6 от покрышки, опускаются штоки 55 фиксаторов и поднимается ходо- вым винтом 26 верхняя часть 5 npecc tpcjpмы вместе со свулканнзоваиной покрышкой. (см, фиг, 15), Затем траверса 2 перемешается к приемному сголу 51, где верхняя часть пресо-формы опускается до положения, показанного на фиг. 9. Цалиидром упор 56 переводигся в положение,поклатнное штрих-пунктирно линией, снимается давление в подпорипювой полости атакаi« 13 и созда&тся в иадлоришевой г)г-о для сведения захватов 16. Зате.м сни.
ся давление в надпоршневой полости цилинд-. ра 12 и создается в его подпоршневой по-) лости для пошштяя захватов 16 и верхнего бортового кольца 9, При этом покрышка, если она еще не отделилась сама от верх него бортового кольыа 9, приходит во взаимодействие с упором 56, который отрьтает ее от кольца, и падает на ролики 52 (см, фиг. 8),
Далее процесс повторяется.
Формула изобретения
1, Устройство для вулканизации покрь шек пневматических шин, содержащее размещенную на станине пресо-форму, механизм вертикального перемещения ее верхней чаоти, смонтированный на установленной наД станиной и подвижной вдоль нее горизонтальной траверсе, механизм смыкания и tg k ite X N NSVSS/
ФLiг.i
пирания njieco-ijOpMti и фиксаторы для ючHcfi ос-таноБкп траверсы в загинном положении, отличающееся тем, что, с целью упрощения конструкции устройства и разгрузки траверсы от вертикальных распорных усилий, возникающих в пресс-форме во время вулканизации, механизм смыкания и запирания пресс-формы выпоянеп в виде установленного на станине с возможностью вертикального пepe ieшeния и снабженного приводом запорного обогреваемого конуса с размещенными на ei4) верхнем торце радиальными зубьями и смонтирова}шого с возможностью поворота на подвижной части пресо-форм1л приводного кольца с наружными радиальными зубьями, взаимодействующими с зубьями запорного конуса,
2. Устройство по п. 1, отличающееся тем, что рабочая поверхность зубьев в окруйчгом направлении выпогшена наклонной.
. I 11 5 J
52
28 33 оП Л
1
49 48
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2131355C1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU1016928A1 |
| Устройство для формования и вулканизации покрышек | 1987 |
|
SU1442416A1 |
| Устройство для вулканизации покрышек | 1972 |
|
SU445245A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1984 |
|
SU1243280A1 |
| Патрон для загрузки сырых покрышек в вулканизационный пресс | 1973 |
|
SU473343A3 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU975442A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1986 |
|
SU1339989A1 |
| СЕКТОРНАЯ ПРЕСС-ФОРМА ДВУХФАЗНОГО ДЕЙСТВИЯ ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2115553C1 |
| Диафрагменный узел для формования и вулканизации покрышек пневматических шин | 1980 |
|
SU923066A1 |
51
м--I
п
Фиг. 2
Фиг. h
г
JJl
h
L
Фиг. 5
Фиг. 6
H)
6
Фиг. 7
Фиг..
56
Ы Q Q (
NV / ч w у V л / /r 7
f Af.
. . / ;
//
-- /J /9„.,.i 1 . ,,ЛШ1... .
Фиг.Н
иг. 12.
Фиг, и
