1
Изобретение относится к изготовлению пневматических шин и предназначено для формования и вулканизации покрышек.
Известна установка для формования и вулканизации покрышек пневматических шин, содержащая установленные в ряд неподвижные вулканизаторы,имеющие паровые камеры, образованные запираемыми байонетными замками верхними и нижними корпусами, пресс-формы с верхними и нижними кольцевыми секциями и убираемые в связанные с нижними кольцевыми секциями пресс-форм цилиндрические стаканы диафрагмы с центральными клапанными элементами, и подвижный вдоль ряда вулканизаторов форматор-перезарядчик, имеющий траверсу с ключами для открывания и закрывания байонетных замков и пере мещения верхних корпусов паровых кв мер, плунжеры для выталкивания диафрагм из готовых покрышек и механизмы
для загрузки сырых и выгрузки готовых покрышек ff) .
Однако конструктивное выполнение форматора-перезарядчика в известной установке не позволяет применять в ее вулканизаторах секторные прессформы, что сужает эксплуатационные возможности установки, так как не позволяет использовать ее для изготовления радиальных покрышек.
Целью изобретения является расширение эксплуатационных возможностей установки.
Для достижения поставленной цели в установке для формования и вулканизации покрышек пневматических шин, содержащей установленные в ряд неподвижные вулканизаторы, имеющие паровые камеры, образованные запираемыми байонетными замками верхними и нижжними корпусами, пресс-формы с верхними и нижними кольцевыми секциями и убираемые в связанные с нижними кольцевыми секциями пресс-форм цилиндрические стаканы диафрагм с центральными клапанными элементами, и подвижный вдоль ряда вулканизаторов форматор-перезарядчик, имеющий траверсу с ключами для открывания и закрывания байонетных замков и перемещения верхних корпусов паровых камер,плунжеры для выталкивания диафрагм из готовых покрышек в цилиндрические стаканы и механизмы для загрузки сырых и выгрузки готовых покрышек, форматор-перезарядчик снабжен механизмами для аксиального перемещения верхних кольцевых секций пресс-форм относительно верхних корпусов Наровы камер.
Кроме того, каждый механизм для аксиального перемещения верхних кольцевых секций пресс-форм относительно верхних корпусов паровых камер выполнен в виде подвижной гильзы, смонтированной на траверсе концентрично плунжеру и снабженной приводом, и захвата для соединения гильзы с верхней кольцевой секцией прессформы.
При этом захват для соединения гильзы с верхней кольцевой секцией пресс-формы выполнен в виде закрепленного на нижнем торце подвижной гильзы корпуса с пазами, установленных в последних радиально подвижных ползунов, взаимодействующих с верхними кольцевыми секциями пресс-форм, и шарнирно смонтированных на корпусе двуплечих рычагов, одними плечами взаимодействующих с плунжером, а вторыми связанных с ползунами.
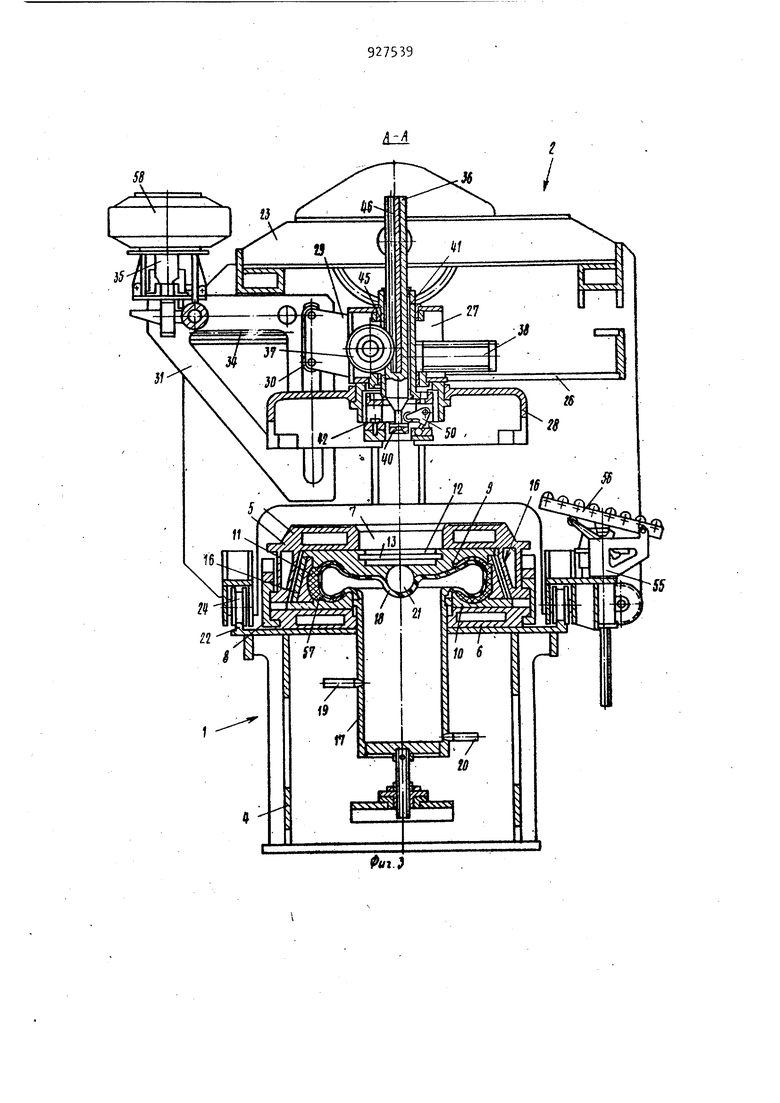
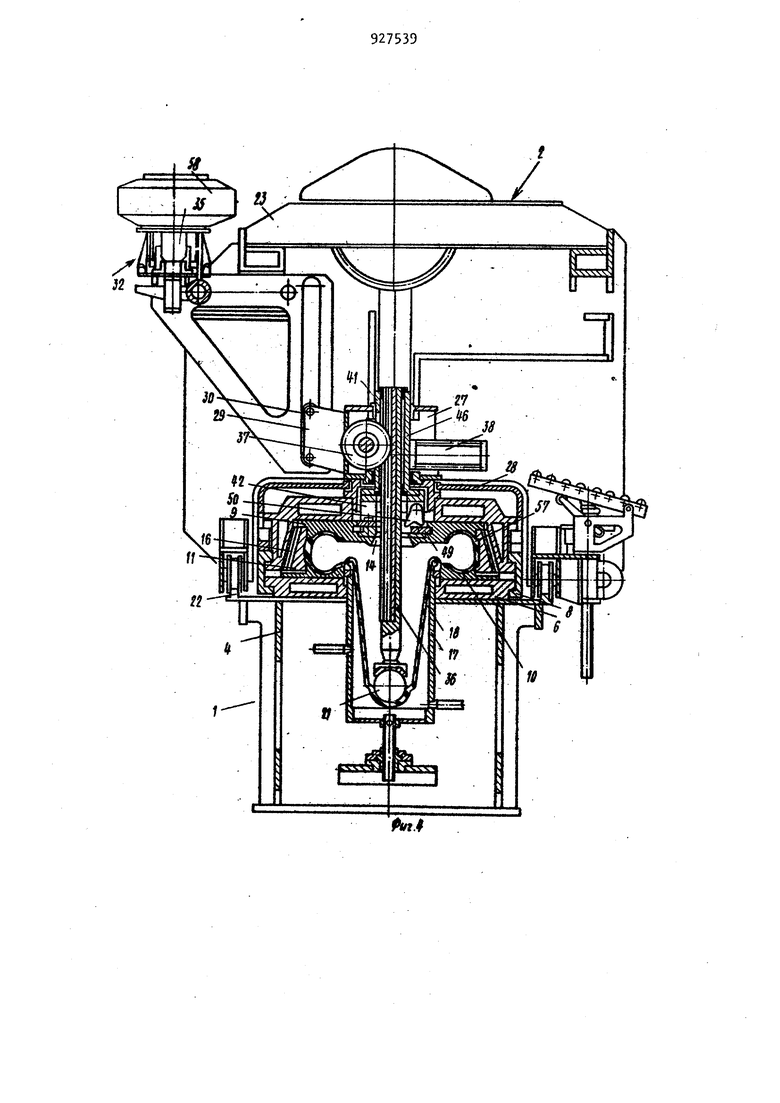
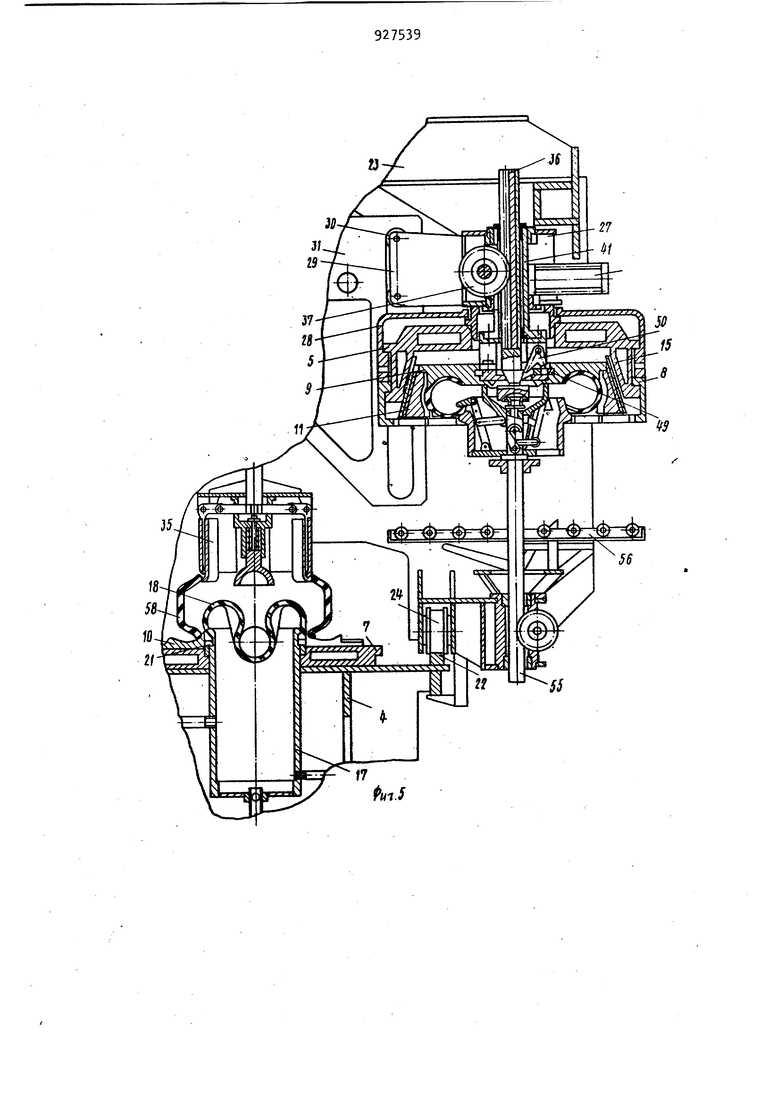
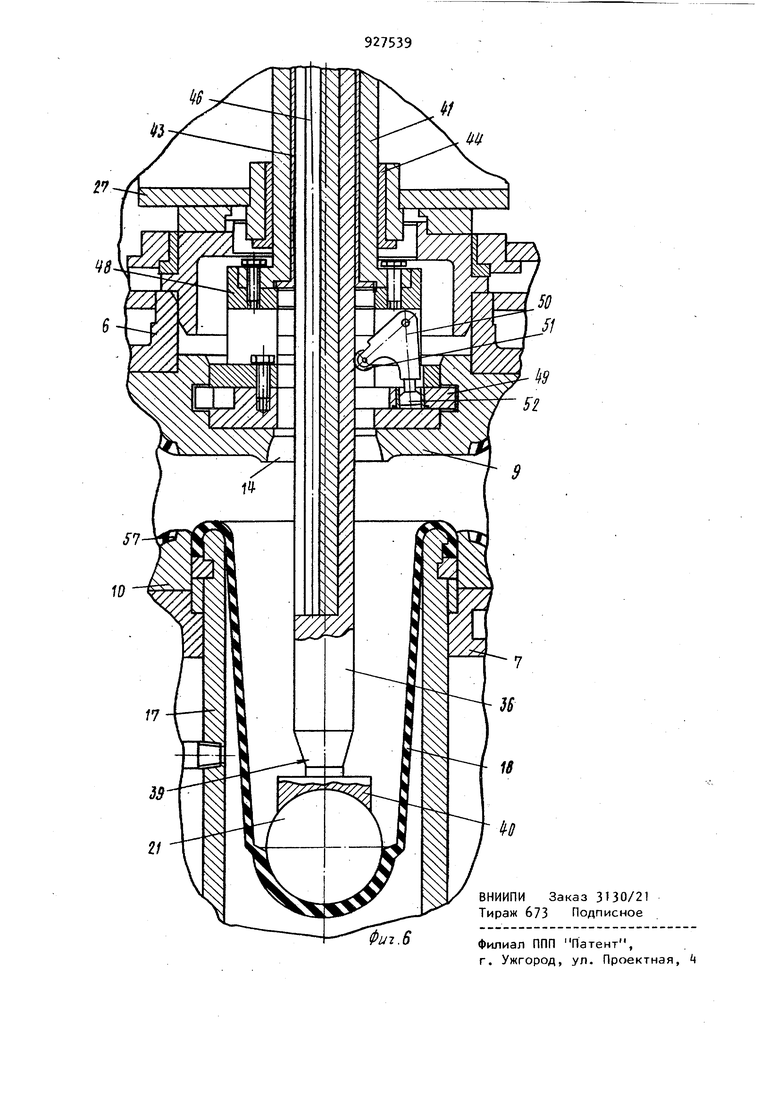
На фиг.1 изображена предлагаемая линия; на фиг.2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг.1; на фиг. 4 - то же, в момент выталкивания диафрагмы плунжером из готовой покрышки; на фиг. 5 - то же, в момент выгрузки готовой покрышки; на фиг. 6 - механизм, для аксиального перемещения верхних кольцевых секций пресс-форм относительно верхних корпусов паровых камер.
Установка для формования и вулканизации покрышек пневматических шин содержит установленные в ряд и соединенные друг с другом неподвижные вулканизаторы 1, подвижный вдоль них форма,тор-перезарядчик 2 и концевые секции 3 предназначенные для его обслуживания и ремонта.
Каждый вулканизатор 1 содержит установленные на столе две паровые камеры,образованные верхним 5 и нижним 6 (фиг.З) корпусами, имеющими центральные отверстия 7 и запираемыми байонетным замком 8. В паровых камерах установлены пресс-формы, имеющие верхние 9 и нижние 10 кольцевые секции и радиально подвижные секторы 11, оформляющие протекторную часть покрышки. В центральном отверстии 12 верхних кольцевых секций 9 выполнены кольцевые канавки 1 3 и окна 1 (фиг.4). Верхние корпуса 5 паровых камер имеют взаимодействующие с секторами 11 конические направляющие 15 с пазами для размещения хвостовиков 16. Нижние кольцевые секции 10 неподвижно соединены с нижними корпусами 6 паровы камер, а в центральных отверстиях 7 установлены цилиндрические стаканы 17 для убираемых диафрагм 18.Стаканы 17 имеют трубопроводы 19 и 20 для подачи рабочей среды в диафрагмы. Диафрагмы имеют центральные клапанные элементы,например, в виде металлических шаров 21.
Верхние кольцевые секции 9 прессформ установлены с возможностью аксиального перемещения относительно верхних корпусов 5 паровых камер и находятся в постоянном контакте с верхними частями секторов 11. На стлах вулканизаторов 1 установлены рельсы 22 для перемещения форматора-перезарядчика 2, содержащего раму 23, перемещаемую на катках 2 по рельсам 22 посредством мотор-редуктора 25. На боковинах рамы 23 в Г-образных направляющих 2б установлна траверса 27 с ключами 28 для открывания байонетных замков 8 паровых камер и перемещения их верхних корпусов 5 вместе с установленными на них байонетными замками 8, верхними кольцевыми секциями 9 и секторми 11 пресс-форм. Траверса 27 установлена с возможностью перемещения в вертикальном и горизонтальном направлениях по Г-образным направляющим 26 рамы 23 посредством двух рычажно-кулачковых механизмов (не показаны) , расположенных по боковы сторонам рамы. Траверса 27 посредством кронштейнов 29 и роликов 30, помещенных в пазах щек 31, соединена с механизмом 32 (фиг.Т) загрузки сырых покрышек. Последний перемещается вместе с траверсой 27 при ее отводе и поворачивается за счет взаимодействия его шестерен 33 с неподвижными зубчатыми рейками З рамы 23 до совмещения осей его патронов 35 с осями нижних кольцевых секций 10.На траверсе 27 соосно с ключами 28 установлены с возможностью вертикального перемещения плунжеры 36 для выталкивания из гот вых покрышек диафрагм 18 в стаканы 17 с приводом, включающим шестерни 37 и гидроцилиндр 38. Плунжеры 36 выполнены с коническими участками 39 и хвостовиками 4о, воздействующими на металлические шары 21. Форматор-перезарял -к 2 снабжен механизмами для аксиального перемещения верхних кольцевых секций пресс-форм относительно верхних корпусов паровых камер, каждый из механизмов выполнен в виде подвижно гильзы 1, смонтированной на траверсе 27 концентрично плунжеру Зб, и захвата k2. В гильзе 1 запрессо- ваны втулки 3, являющиеся подшипни ками скольжения для плунжера 36. Подшипниками скольжения для подвижной гильзы tl служат втулки траверсы 27.В гильзе 41 имеется паз tS через который проходит шестерня 37 для зацепления с зубчатой рейкой k6 плунжера. Привод подвижнойгильзы может осуществляться любым из известных механизмов. В данном конкретном случае привод осуществляется гидроцилиндром 17 (фиг. 2) . Захват k2 выполнен в виде закрепленного на нижнем торце подвижно гильзы корпуса kB с пазами,установленных в последних радиально под вижных ползунов kS, взаимодействующ с кольцевыми канавками 13 верхних секций 9, и шарнирно смонтированны на корпусе двуплечих рычагов 50 Каждый из рычагов 50 имеет на одном плече ролик 51. взаимодействующий с плунжером 36, а на другом - шарову головку 52, взаимодействующую с ползуном 9. Для поворота ключей 28 предназначены гидроцилиндры 53Для питания гидроцилиндров маслом имеется маслостанция 5, установлен ная на раме 23. Форматор-перезарядчик 2 имеет механизмы 55 для выгруз ки готовых покрышек и рольган ги 56. Установка работает следующим образом. По окончании вулканизации в первом вулканизаторе 1 форматор-перезарядчик 2 перемещается к нему, останавливается и фиксируется соосно с его паровыми камерами. Траверса 27 посредством рычажно-кулачковых механизмов (не показаны) опускается до тех пор пока ее ключи 28 не надеваются на верхние корпуса 5 паровых камер, и останавливается. В этом положении ползуны kS располагаются напротив кольцевой канавки 13. После этого подается давление от маслостан ции 5 в полости гидроцилиндров 53 ключей 28 и гидроцилиндра 38. Ключи поворачиваются и открывают байонетные замки 8 паровых камер. Одновременно с этим плунжеры 36 перемещаются вниз и воздействуют конусными участками 39 на ролики 51 двуплечих рычагов 50 поворачивая последние против часовой стрелки, вследствие чего выдвигаются ползуны и входят в кольцевую канавку 13 верхней кольцевой секции 9 пресс-формы, сцепляя с последней подвижную гильзу . Плунжеры 36, продолжая опускаться, упираются хвостовиками 0 в шары 21 диафрагм 18 и через окна 1 проходят в полость пресс-форм, выталкивая диафрагмы 18 из готовых покрышек 57 в стаканы 17 (фиг.). После этого траверса 27 поднимается, удерживая ключами 28 верхние корпуса 5 паровых камер. Одновременно поднимаются плунжеры 36 и останавливаются в позиции, когда их конусные участки 39 еще не дошли до роликов 51 двуплечих рычагов 50. При подъеме траверсы 27 в гидроцилиндрах 47 подвижных гильз 41 поддерживается давление, удерживающее верхние кольцевые секции 9 пресс-форм прижатыми к днищам верхних корпусов 5 паровых камер и секторы 11 в сомкнутом положении. За счет этого готовые покрышки 57 отделяются от нижних кольцевых секций 10 пресс-форм и перемещаются вместе с траверсой в позицию разгрузки. При перемещении в горизонтальном направлении траверса 27 увлекает за собой механизм загрузки 32. Когда готовые покрышки 57 располагаются соосно с механизмом выгрузки 55. траверса 27 останавливается, при
этом патроны 35 с сырыми покрышками 58 располагаются соосно с нижними кольцевыми секциями 10 (фиг.5). Осуществляется установка сырых покрышек 58 на бортовые кольца нижних кольцевых секций 10 пресс-формы патронами 35 механизма загрузки 32 и заправки в них диафрагм 18 подачей формующего пара в стаканы 17- После этого патроны 35 складываются и поднимаются.
Одновременно с загрузкой сырых покрышек 58 осуществляется выгрузка готовых покрышек 57 следующим образом.
Подается давление от маслостанции S в гидроцилиндры 7. Подвижные гильзы i опускаются вместе с верхними кольцевыми секциями 9 прессформ, удерживаемыми с помощью ползунов ii9.
Верхние кольцевые се:кции 9 при этом буртами упираются в верхние торцы секторов 11 и перемещают последние аксиально вниз и радиально наружу по пазам направляющих 15 верхних корпусов 5 паровых камер, которые удерживаются от перемещения ключами 28. Секторы 11 отделяются от готовой покрышки 57 и освобождают ее протекторную часть.Затем поднимаются захватные элементы механизма выгрузки 55 захватывают готовые покрышки за нижний борт, отделяют их от верхних кольцевых секций 9 пресс-форм и помещают на рольганги 56, по которым покрышки 57 скатываются либо на отборочный конвейер, либо в установки для охлаждения (не показаны).
После этого траверса 27 переме|щается в положение на закрытие байонетных замков, возвращая механизм загрузки 32 в исходное положение.При опускании траверсы 27 верхние кольцевые секции 9 пресс-форм набегают на сырые покрышки 58, которые находятся на бортовых кольцах нижних кольцевых секций 10 пресс-форм с заданным давлением формующего пара в диафрагмах 18, и осаживают их.
Осуществляется первая фаза формования сырых покрышек.
При этом в гидроцилиндрах 47 поддерживается давление, при котором они развивают усилие, превышающее усилие формования сырой покрышки. Траверса 27 продолжает опускаться,а
подвижные гильзы 41 останавливаются, причем рабочая жидкость начинает выдавливаться из гидроцилиндров через предохранительные клапаны (не показаны). Верхние корпусы 5 паровых камер, опускаясь вместе с траверсой 27, начинают взаимодействовать с секторами 11 коническими направляющими 15 и вдавливать их в протекторную часть сырой покрышки. Это вторая фаза формования сырой покрышки, в конце которой секторы П смыкаются друг с другом,образуя кольцо. Верхние кольцевые секции 9 пресс-форм при этом упираются в днища верхних корпусов 5 паровых камер.
8этот момент плунжеры Зб поднимаются и хвостовиками 0 поворачивают двуплечие рычаги 50 по часовой стрелке, последние сводят к центру ползуны, выводя их из кольцевых канавок 13 верхних кольцевых секций
9пресс-форм. Одновременно ключи 28 закрывают байонетные замки 8 паровых камер. Начинается процесс вулканизации сырых пСжрышек. Траверса 27 поднимается в исходное положение, а форматор-перезаряДчик 3 расфиксируется и перемещается к следующему вулканизатору 1. Таким образом, формато перезарядчик 2 обслуживает поочередно все входящие в линию вулканизаторы i, после чего снова возвращается
к первому вулканизатору, в прессформах которого к этому времени процесс вулканизации закончился.
Предлагаемая установка имеет низкую металлоемкость и трудоемкость и позволяет производить формование и вулканизацию покрышек радиальной конструкции с металлокордом.
Формула изобретения
1. Установка для формования и вулканизации покрышек пневматических шин, содержащая установленные в ряд неподвижные вулканизаторы, имеющие паровые камеры, образованные запираемыми байонетными замками верхними и нижнимикорпусами, пресс-формы с верхними и нижними кольцевыми секциями и убираемые в связанные с нижними кольцевыми секциями пресс-форм цилиндрические стаканы диафрагмы с центральными клапанными элементами, и подвижный вдоль ряда вулканизаторов форматорперезарядчик, имеющий траверсу с ключами для открывания и закрывания 6айонетных замков и перемещения верхних корпусов паровых камер, плунжеры для выталкивания диафрагм из готовых покрышек и механизмы для загрузки сырых и выгрузки готовых покрышек, отличающаяся тем, что, с целью расширения эксплуатационных возможностей установки, форматор-перезарядчик снабжен механизмами для аксиального перемещения верхних кольцевых секций пресс-форм относительно верхних корпусов паровых камер.
2. Установка по п. 1, о т л ичающаяся тем, что каждый механизм для аксиального перемещения кольцевых секций пресс-форм относительно верхних корпусов паровых камер выполнен в виде подвижной гильзы, смонтированной на траверсе концентрично плунжеру и снабженной
приводом, и захвата для соединения гильзы с верхней кольцевой секцией пресс-форм.
3. Установка по п.2, о т л ичающаяся тем, что захват для соединения гильзы с верхней кольцевой секцией пресс-формы выполнен в виде закрепленного на нижнем торце подвижной гильзы корпуса с пазами, установленных в последних радиально подвижных ползунов, взаимодействующих с верхними кольцевыми секциями пресс-форм, и. шарнирно смонтированных на корпусе
двуплечих рычагов, одними плечами взаимодействующих с плунжером, а вторыми связанных с ползунами.
Источники информации, принятые во внимание при экспертизе
1. Патент Великобритании tf lA6it355, кл. В 5 А, опублик. 1977 (прототип).
15J
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования и вулканизации покрышек пневматических шин | 1984 |
|
SU1243280A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1984 |
|
SU1299037A2 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU1016928A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1986 |
|
SU1339989A1 |
| Форматор-перезарядчик многопозиционного вулканизатора для формования и вулканизации покрышек пневматических шин | 1985 |
|
SU1305045A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Устройство для вулканизации покрышек пневматических шин | 1981 |
|
SU956292A1 |
| Устройство для вулканизации покрышек пневматических шин | 1979 |
|
SU891470A1 |
| Автоматическая линия для формирования и вулканизации покрышек | 1973 |
|
SU524347A2 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1981 |
|
SU958126A1 |