Изобретение относится к области изготовления пружинных изделий, конкретнее- к оправкам для наружной навивки проволоки, отделяющимся от готовых изделий, и может быть использовано в различных отраслях машиностроения.
В современном машиностроении известны оправки для навивки.пружин fl, имеющие цилиндрическую или же коническую форму с рад|иальными надрезами со стороны меньшего диаметра, .делящими оправку на несколько секторов.
Известные оправки имеют .ограниченные технологические возможности, так как не позволяют использовать их для изготовления пружинных изделий сложного профиля, например, прямоугольного, трехгранного, шестигранного, овального и других форм в поперечном сечении.
Известна также принятая за прототип оправка для нав:ив1ки пружин 2J некругло; го сечения, содержащая навитую на нее подложку, например, бумажную ленту, выжигаемую после навивки пружины путемнагрева в термостате до температуры +400° С.
Эта оправка позволяет расширить ассортимент изготовляемых, пружинных изделий, однако обладает тем недостатком, что снижает производительность процесса изготовления изделий из-за необходимости навивать подложку (бумажную ленту), а затем ее вь жигать для обеспечения отделения изделия от оправки, а также из-за не5 обходимости очистки изделия и оправки от остатков сгоревшей подложки.
Целью изобретения является повышение производительности при навивке пру.жлн сложного профиля за счет снижения
10 трудоемкости и длительности процесса снятия готовой пружины с оправки путем обеспечен-ия временного обратимого умень шения площади поперечного- сечения .оправки.
15 Эта цель достигается тем, что оправка для навивки пружин выполнена с возможностью обратимого уменьшения площади поперечного сечения при нагреве, восстанавливаемой до первоначальной при ох20 лаждении, при этом оправка изготовлена из термочувствительного материала, обладающего свойства мм «памяти формы, на. пример, из титаноникелевого сплава.
Такое техническое решение обеспечи25 вает уменьшение,поперечных размеров оп рав1ки и свободное снятие навитой пружины с оправки при ее незначительном нагреве внешним источником тепла до температуры + 70° С без снятия самой оправки со
30 станка, а также обеспечивает последующее восстановление размеров оправки пря охлаждении ее до температуры ниже +40° С, например, путем естественной теплоотдачи в окружающую среду. .
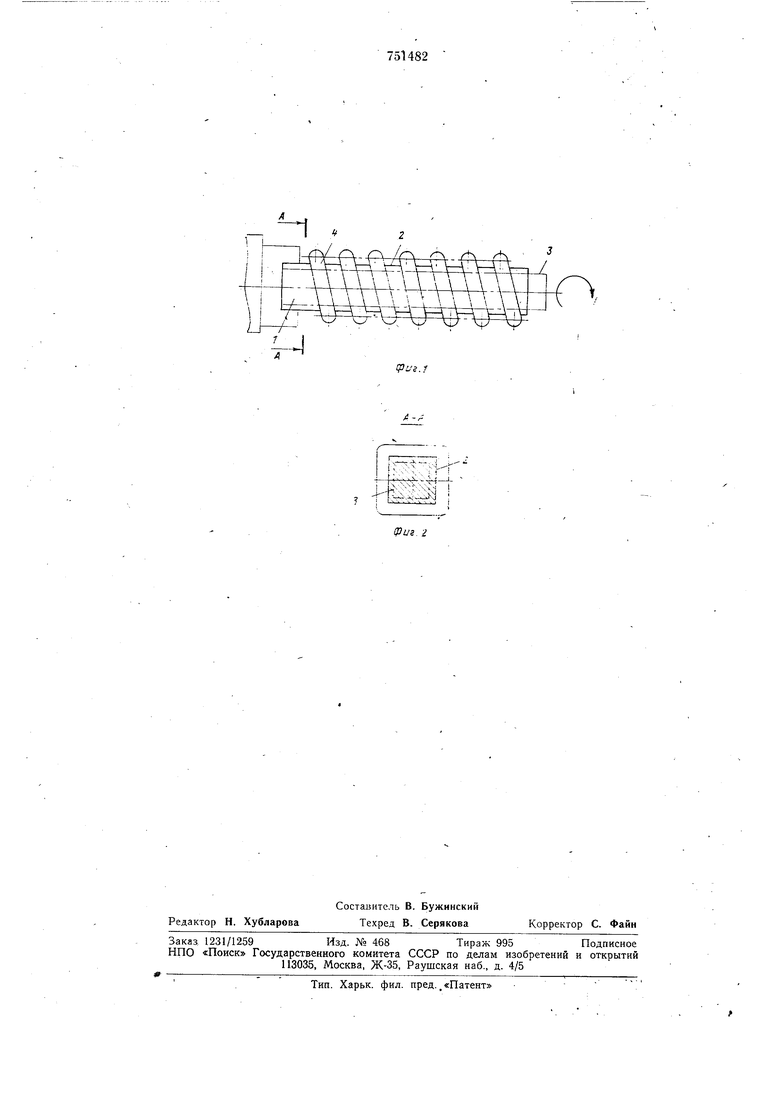
На фиг. 1 изображен общий вид оправки; на фиг. 2 - разрез А-Л на фиг. 1.
Оправка для навивки пружин состоит, например, из квадратного стержня /, имеющего в поиеречном сечении исходную форму 2, трапсформирую111,уюся при нагреве до вторичной формы 3, имеющей меньщую .площадь поперечного сечения. Стержень / изготовлен из термочувствительного материала, обладающего свойствами «п§мяти формы, например, из титан.они.келевого сплава (состав: 54- 56% никеля, остальное - титану предел прочности 87 кгс/мм ; предел выносливости на базе 10 циклов .49 кгс/мм), т. е. свойствами многократного обратимого изменения формы при многократном термоциклировании за счет обратимых пласт1ических деформаций в сплаве, претерпевающем обратимое мартенситное превращение в, упорядоченHi ix фазах, при нагреве и охлаждении соответственно выше (температура срабатывания -Ь70°С) и ниже (температура возврата +40° С) интервала температур мартенситного превращения.
Высокая стабильность параметров многократного изменения формы проявляется вплоть до +450° С. Генерируемые напряжения при этом превышают 30 кгс/мм, а степень деформации 10-15%.
Конструктивный признак, обеспечивающий решение поставленной задачи, заложен при изготовления оправ,ки и получен способом высокотемпературной пластической деформации стержня / до вторичной формы 2 с отжигом при форме 3 в закрытом щтампе при температуре +500С в течение 1 ч. Затем стержень / охлажден вместе со штампом до температуры воз-, врата (+40°С), вынут из штампа и пластически деформирован (при температуре ниже +40° С), например, продольным осаживанием до получения формы 2 поперечного сечения. Позицией обозначена навиваемая пружина.
Устройство работает следующим обра-, зом.
Стержень / с исходной формой 2 попе. речного сечения при вращении навивает на себя пружинную проволоку, образуя пружину 4. После навивки пружины 4 стержень / нагревается внешним источником тепла (на чертежах не показан) до температуры срабатывания (+70° С) и изменяет
при этом размеры, поперечного сечения до получения вторичной фор.мы 3. При этом готовая 4 освобождается и легко снимается с оправ.ки, т. е. со стержня 1. За счет естественного теилорбмена с окружающей средой стержень / охлаждается до-температуры возврата (+40° С) восстанавливает свою исходную форму 2 - оправка готова к следующему циклу
навивки пружины 4.
Использование изобретения -обеспечит значительное повышение производительности при навивке пруж1ин сложного профиля за счет снижения трудоемкости и длительности процесса сняттия готовой пружины с оправки, расширит технологические возможности изготовления различных сложных пружинных изделий из проволоки и ленты, создаст щиро,кие перспективы в
части автоматизации процесса изготовления сложных пружинных изделий при , высокой надежности работы оправок в течение длительного вре.мени с обеспечением долговечности работы оправок свыше 10
циклов.
Использование предложенной оправки для навивки пружин только в общем машиностроении позволит С)-щественно снизить металлоемкость вспомогательных устройств, применяемых при обработке металла без снятия стружки, что дает значительный экономический эффект в народном хозяйстве.
Формула изобретения
Оправка для навивки пружин, выполненная в виде стержня с поперечным сечением,. соответствующим форме навиваемой пружины, отличающаяся тем, что, с целью повыщения производительности при навивке пружин сложного , стержень выполнен из термочувствительного материала, обладающего свойствами «памяти формы и обеспечивающего возможность обратимого уменьшения площади поперечйого сечения при нагреве и восстанавл1иваемой д|0 первоначальной
при охлаждении, например, из титано-никелевого сплава.
Источники информаци1И, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР № 523745, «л. В 21 F 35/00, 1976.
2. Авторское свидетельство СССР № 598676, кл. В 21 F 36/00, 1978.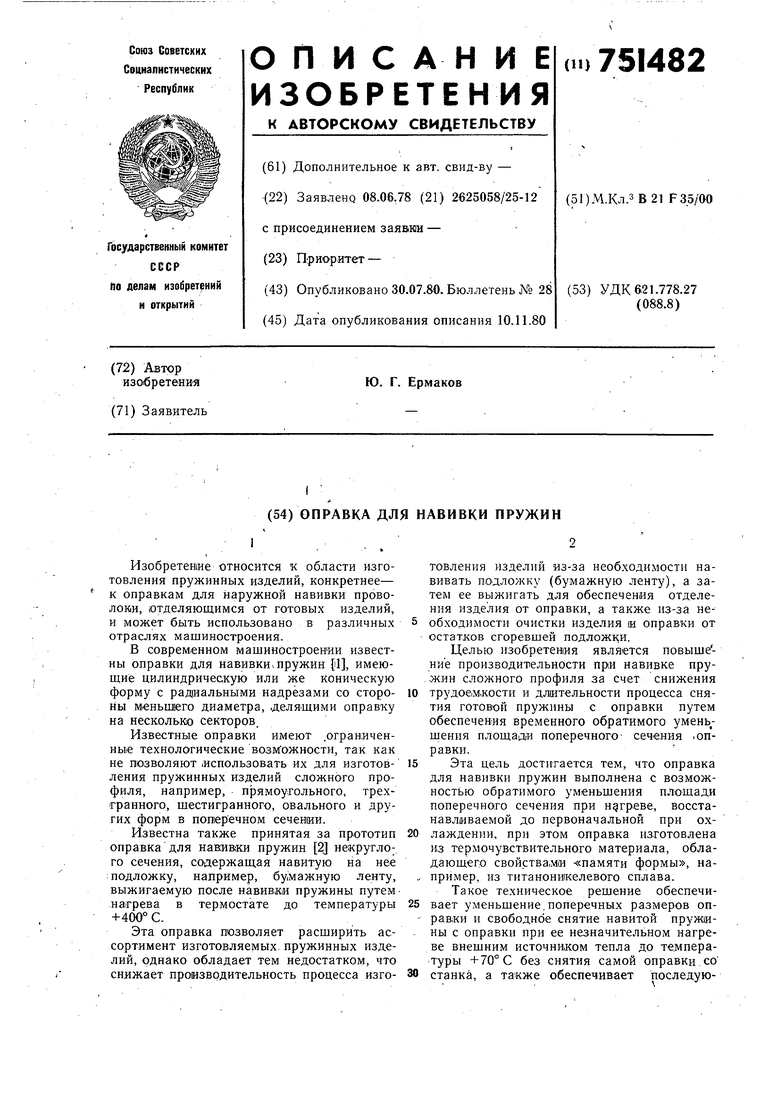
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИНЫ ИЗ СПЛАВА С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ И ПРУЖИНА, ИЗГОТОВЛЕННАЯ ДАННЫМ СПОСОБОМ | 2005 |
|
RU2309192C2 |
| ВИТАЯ ОБОЛОЧКА С УСИЛЕНИЕМ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2756187C2 |
| Оправка для навивки пружин и пружинных деталей | 1980 |
|
SU910291A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРУЖИН | 1992 |
|
RU2008121C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ПРУЖИН ИЗ АУСТЕНИТНОЙ СТАЛИ | 2005 |
|
RU2294969C2 |
| Способ изготовления термочувствительных цилиндрических спиралей из сплавов с обратимой памятью формы | 1991 |
|
SU1803465A1 |
| Способ изготовления пружинных деталей из проволоки | 1978 |
|
SU787135A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛИ ДЛЯ ЗАМЕДЛЯЮЩЕЙ СИСТЕМЫ ЛБВ | 2019 |
|
RU2722211C1 |
| Способ изготовления термочувствительных цилиндрических спиралей из сплавов с обратимой памятью формы | 1991 |
|
SU1803466A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН И АГРЕГАТ ДЛЯ ЕГО ВОПЛОЩЕНИЯ | 2015 |
|
RU2623968C2 |