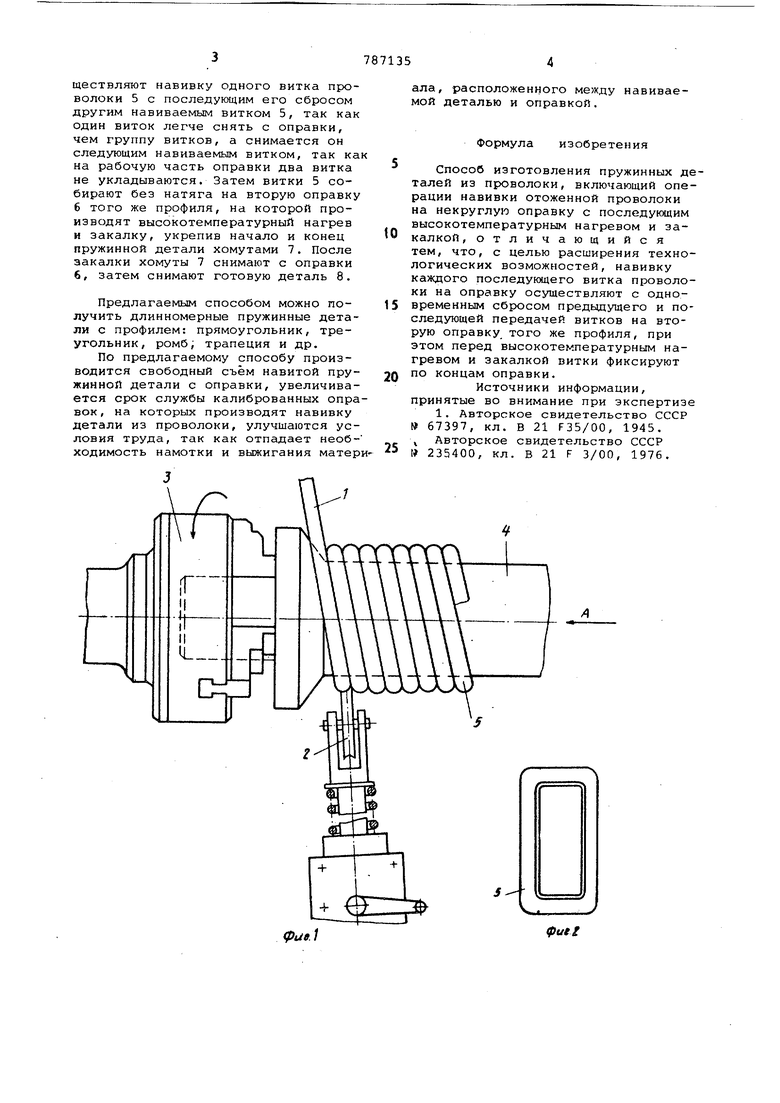
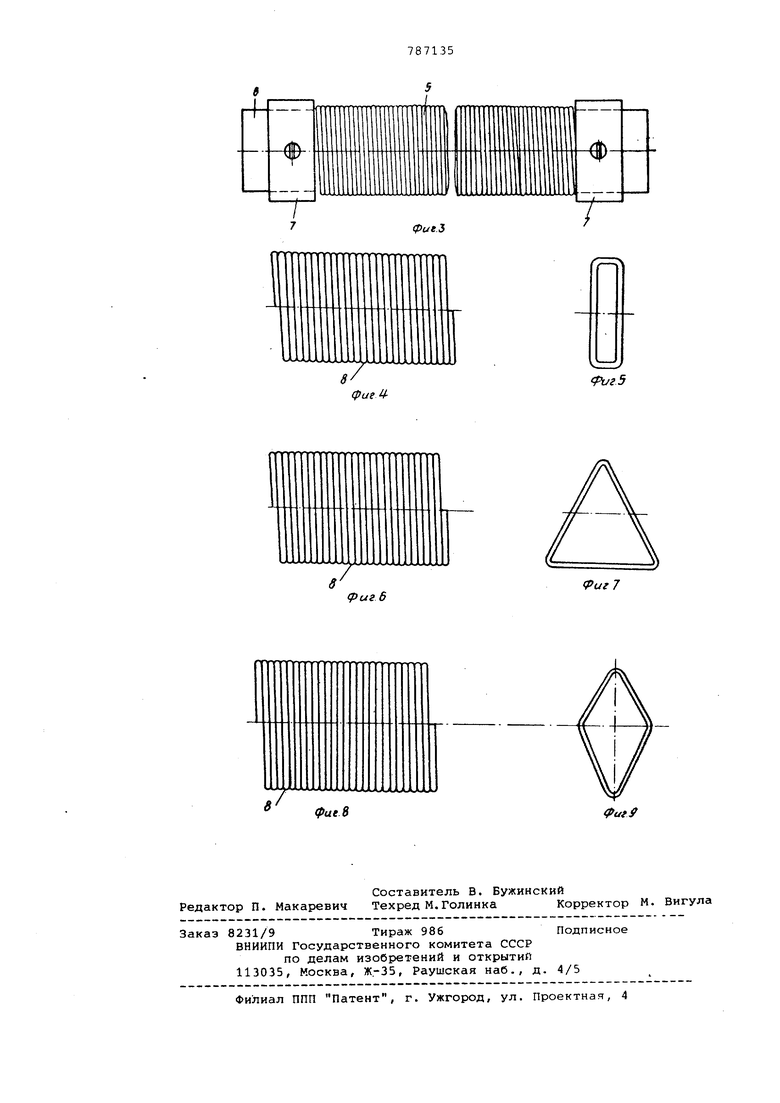
Изобретение относится к обработке металлов давлением и, в частности, касается обработки проволоки. Известен способ изготовления пру жин из патентированной проволоки с витками некруглой формы, после навивки которых,с целью съема ее с оправки, производят раскручивание е посредством наклепывания до раскручивания на отрицательный угол fij Способ этот трудоемкий и не производительный . Известен также способ изготовления пружинных деталей из проволоки с витками некруглой формьа, в которо между трехгранной оправкой и навива емой на нее проволокой размещают слой материала, который для облегчения снятия пружинной детали, выжи ется 2. . Известный способ имеет низкую пр изводительность и высокую трудоемкость в изготовлении пружинных деталей, кроме того, размещенный слои материала между трехгранной оправкой и навиваемой проволокой рвется и вьщавливается между витками, что влияет на качество навивки полученной детали. Оправка при выжигании .материала теряет свой первоначальный размер, особенно дороги затраты на изготовление профильных оправок, которые после 3-4 нагревов выбывают из строя. Цель изобретения - расширение технологических возможностей. Цель достигается тем, что, в способе, включаЕОщем операции навивки отоженной проволоки на некруглую оправку с последующим высокотемпературным нагревом и закалкой, навивку каждого последующего витка проволоки на оправку осуществляют с одновременным сбросом предыдущего и последующей передачей витков на вторую оправку того же профиля, при этом перед высокотемпературным нагревом и закалкой витки фиксируют по концам оправки. На фиг.1 и 2 изображена схема навивки проволоки на прямоугольную оправку; на фиг.З - оправка, на которой производится фиксация концов пружинной детали и калка; на фиг. 4-9 - готовые пружинные детали. Отоженную проволоку 1 навивают с натягом роликом 2, например, на токарном станке (на фиг.1 показан шпиндель 3 токарного станка) , на заданную профильную оправку 4 осуществляют навивку одного витка проволоки 5 с последующим его сбросом другим навиваемым витком 5, так как один виток легче снять с оправки, чем группу витков, а снимается он следующим навиваемым витком, так ка на рабочую часть оправки два витка не укладываются. Затем витки 5 собирают без натяга на вторую оправку 6 того же профиля, на которой производят высокотемпературный нагрев и закалку, укрепив начало и конец пружинной детали хомутами 7. После закалки хомуты 7 снимают с оправки б, затем снимают готовую деталь 8. Предлагаемым способом можно получить длинномерные пружинные детали с профилем: прямоугольник, треугольник, ромб; трапеция и др. По предлагаемому способу производится свободный съём навитой пружинной детали с оправки, увеличивается срок службы калиброванных опра вок, на которых производят навивку детали из проволоки, улучщаются условия труда, так как отпадает необходимость намотки и выжигания матер ала, расположенного между навиваемой деталью и оправкой. Формула изобретения Способ изготовления пружинных деталей из проволоки, включающий операции навивки отоженной проволоки на некруглую оправку с последующим высокотемпературным нагревом и закалкой, отличающийся тем, что, с целью расширения технологических возможностей, навивку каждого последующего витка проволоки на оправку осуществляют с одновременным сбросом предыдущего и последующей передачей витков на вторую оправку того же профиля, при этом перед высокотемпературным нагревом и закалкой витки фиксируют по концам оправки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 67397, кл. В 21 F35/00, 1945. Авторское свидетельство СССР 235400, кл. В 21 F 3/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИТАЯ ОБОЛОЧКА С УСИЛЕНИЕМ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2756187C2 |
| Устройство для изготовления пружинных деталей из проволоки | 1978 |
|
SU689765A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН С ВИТКАМИ НЕКРУГЛОЙ ФОРМЫ | 1945 |
|
SU67397A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ АТРАВМАТИЧЕСКИХ ИГЛ | 1991 |
|
RU2012247C1 |
| АТРАВМАТИЧЕСКАЯ ИГЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2105526C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 2010 |
|
RU2501620C2 |
| Способ изготовления пружинных лотков | 1979 |
|
SU878396A1 |
| Оправка для навивки пружин | 1978 |
|
SU751482A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРУЖИН ИЗ СТАЛИ | 2006 |
|
RU2377091C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРУЖИН ИЗ СТАЛИ | 2006 |
|
RU2336139C2 |
в
фигМ/
8
фиеВ
futf
