(5) ОПРАВКА ДЛЯ НАВИВКИ ПРУЖИН И ПРУЖИИШХ
ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН С НАЧАЛЬНЫМ НАТЯЖЕНИЕМ | 2007 |
|
RU2349409C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРУЖИН | 1992 |
|
RU2008121C1 |
| Способ изготовления пружин с некруглым профилем витка | 1992 |
|
SU1811429A3 |
| Устройство для навивки пружин | 1980 |
|
SU917888A1 |
| Способ изготовления пружинных деталей из проволоки | 1978 |
|
SU787135A1 |
| Устройство для навивки цилиндрических пружин с переменным щагом | 1986 |
|
SU1787631A1 |
| Устройство для навивки цилиндрических пружин с переменным шагом | 1985 |
|
SU1726096A1 |
| Оправка для навивки пружин | 1978 |
|
SU751482A1 |
| Устройство для изготовления пружинных деталей из проволоки | 1978 |
|
SU689765A1 |
| Автомат для навивки пружин с фигурными концами | 1983 |
|
SU1125083A1 |
I
Изобретение относится к обработке проволоки и изготовлению изделий из нее, в частности, к устройствам для из -отовления винтовых пружин и пружинных деталей из проволрки.
Известны оправки для горячей и холодной навивки винтовых пружин, представляющие собой гладкие сплошные стержни или сплошные стержни с винтовой нарезкой 1. Данные оправки содержат рабочую формующую часть и ХВОСТОВ41К.
Сплошные оправки могут применяться при навивке пружин, простых по форме, например цилиндрических и конических. Для навивки же. фигурных пружин, например ромбических, бочко-, образных и других, с переменным по длине диаметром известные оправки неприменимы, так как навитую пружину невозможно снять с оправки.
Известны оправки для изготовления винтовых микропружин, выполненные из эластичного материала 12. Данные удаляют из навитой пружины путем погружения ее внесте с пружиной в состав, растворяющий эластичный материал.
На таких оправках можно изготавливать пружины любой формы,
Подобные оправки рационально при менять при изготовлении микропружин в малосерийном производстве. При изготовлении пружин относительно больtoшего диаметра расход эластичного материала, идущего на изготовление оправок, резко возрастает. Кроме того, особенности (свойства) материала, из которого изготавливаются подобISные оправки, не позволяют производить термообработку пружин непосредственно на оправке и не обеспечивают достаточной точности размера пружин по диаметру.
M
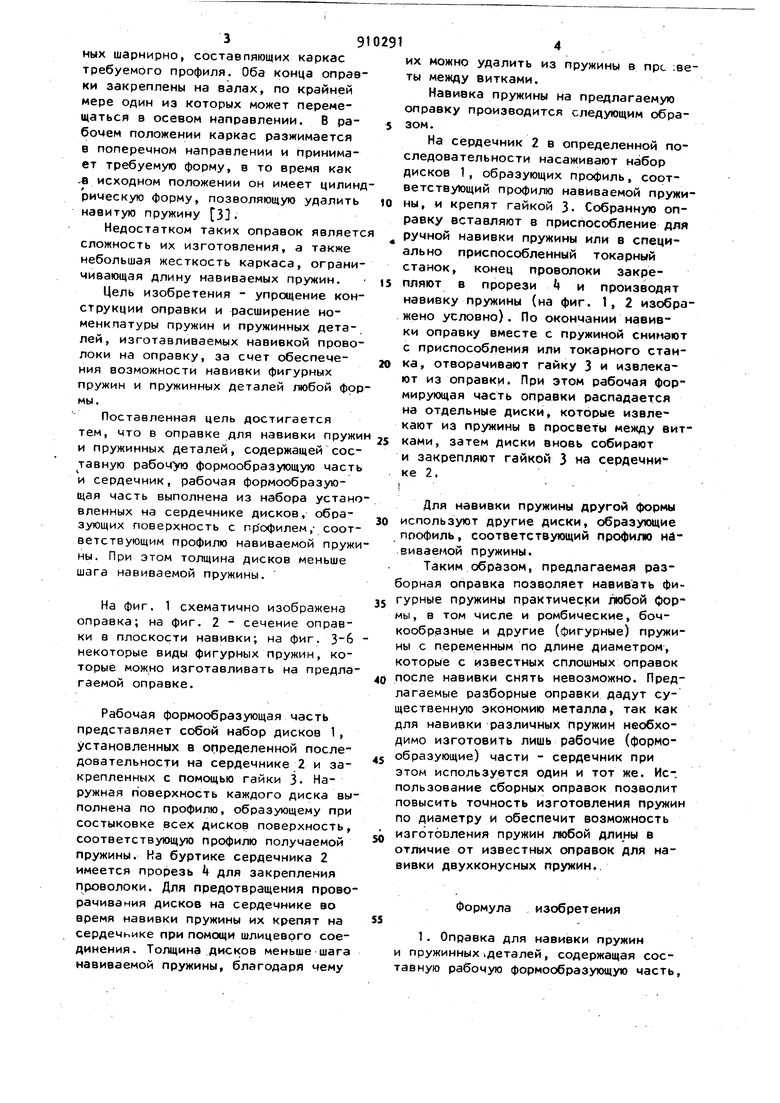
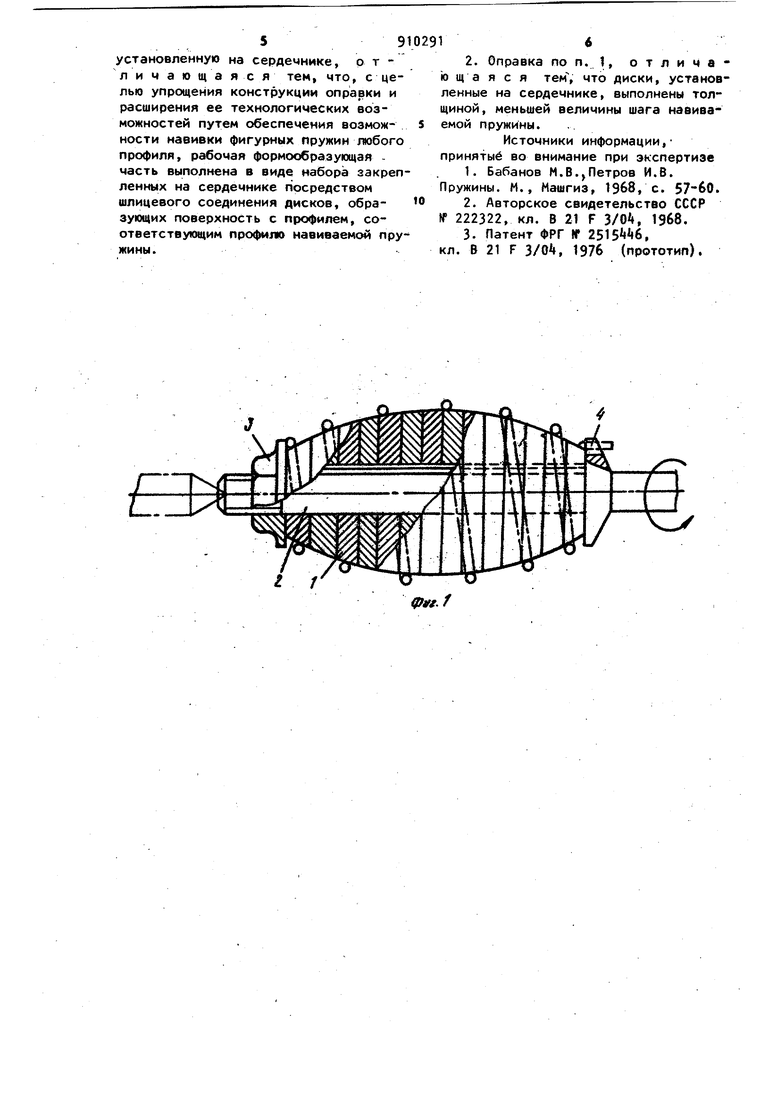
Известны также оправки для навивки двухконусных пружин и т.п. из горячей проволоки, состоящие по крайней мере из двух частей, соединен39ных шарнирно, составпяющих каркас требуемого профиля. Оба конца оправ ки закреплены на валах, по крайней мере один из которых может перемещаться в осевом направлении. В рабочем положении каркас разжимается в поперечном направлении и принимает требуемую форму, в то время как л исходном положении он имеет цилинд рическую форму, позволяющую удалить навитую пружину 3. Недостатком таких оправок являетс сложность их изготовления, а также небольшая жесткость каркаса, ограни чивающая длину навиваемых пружин. Цель изобретения - упрощение конструкции оправки и расширение номенклатуры пружин и пружинных деталей, изготавливаемых навивкой прово локи на оправку, за счет обеспечения возможности навивки фигурных пружин и пружинных деталей любой фор мы. Поставленная цель достигается тем, что в оправке для навивки пружи и пружинных деталей, содержащей соетавную рабочую формообразующую часть и сердечник, рабочая формообразующая часть выполнена из набора устано вленных на сердечнике дисков, образующих поверхность с профилем,- соответствующим профилю навиваемой пружи ны. При этом толщина дисков меньше шага навиваемой пружины. На фиг. 1 схематично изображена оправка; на фиг. 2 - сечение оправки в плоскости навивки; на фиг. 3-6 некоторые виды фигурных пружин, которые можно изготавливать на предла гаемои оправке Рабочая формообразующая часть представляет собой набор дисков 1, установленных в определенной последовательности на сердечнике 2 и закрепленных с Помощью гайки 3- Наружная поверхность каждого диска вы полнена по профилю, образующему при состыковке всех дисков поверхность, соответствующую профилю получаемой пружины. На буртике сердечника 2 имеется прорезь 4 для закрепления проволоки. Для предотвращения прово рачивания дисков на сердечнике во время навивки пружины их крепят на сердечьике при помощи шлицевого соединения. Толщина дисков меньше шага навиваемой пружины, благодаря чему их можно удалить из пружины в прс .веты между витками. Навиака пружины на предлагаемую оправку производится следующим образом. На сердечник 2 в определенной последовательности насаживают набор дисков 1, образующих профиль, соответствующий профилю навиваемой пружины, и крепят гайкой 3- Собранную оправку вставляют в приспособление для ручной навивки пружины или в специально приспособленный токарный станок, конец проволоки закрепляют в прорези Ц и производят навивку пружины (на фиг. 1, 2 изображено условно). По окончании навивки оправку вместе с пружиной снимают с приспособления или токарного станка, отворачивают гайку 3 и извлекают из оправки. При этом рабочая формирующая часть оправки распадается на отдельные диски, которые извлекают из пружины в просветы между витнами, затем диски вновь собирают закрепляют гайкой 3 на сердечнии закрепляют гайкой ке 2. Для навивки пружины другой формы используют другие диски, образующие профиль, соответствующий профилю нйвиваемой пружины. Таким образом, предлагаемая разорная оправка позволяет навивать фигурные пружины практически любой формы, в том числе и ромбические, бочкообразные и другие (фигурные) пружины с переменным по длине диаметром, которые с известных сплошных оправок навивки снять невозможно. Предлагаемые разборные оправки дадут существенную экономию металла, так как для навивки различных пружин необходимо изготовить лишь рабочие (формообразующие) части - сердечник при этом используется один и тот же. Ис-. пользование сборных оправок позволит повысить точность изготовления пружин по диаметру и обеспечит возможность изготовления пружин /«обой длины в отличие от известных оправок для навивки двухконусных пружин.. Формула изобретения 1. Оправка для навивки пружин и пружинных .деталей, содержащая составную рабочую формообразующую часть.
установленную на сердечнике, о т л и ч а ю щ а я с я тем, что, с целью упрощения конструкции оправки и расширения ее технологических возможностей путем обеспечения возможности навивки фигурных пружин ш)бого профиля, рабочая формообразующая часть выполнена в виде набора закрепленных на сердечнике посредством шлицевого соединения дисков, образующих поверхность с профилем, соответствукнцим профилю навиваемой пру жины.
Источники информации,принятые во внимание при экспертизе
кл. В 21 F 3/04, 1976 (прототип).
