1
Изобретение относится к области металлургии, в частности к сталелитейпому производству, и наиболее эффективно может быть использовано прп нзготовленпн расходуемых электродов для носледующего их переплава на установках ЭШП.
Известна изложница с горизонтальным разъемом для отливки расходуемых электодов 1.
Эта изложиица обеспечивает получение слитка с рассредоточенной в осевой зоне усадочпой раковиной и с отсутствием конусности по длине электрода. Однако для изготовления слитков в этих изложницах необходимо организовывать специальный участок или дополнительно загружать формовочные машины участка фасонного литья, что не всегда возможно сделать. Кроме того, при заливке металла может иметь место размывание слоя низкотеилопроводного материала, что приводит к повышению содержания неметаллических включений в слитке.
Известиа также изложница, уширенная кннзу с конусностью 0,5-2,5% 2.
Наиболее близкой по технической сущности к предложенной является изложница для слитков, вынолненная расширенной книзу с конусностью рабочей новерхности
0,8-2,0% и имеющая цилиндрический участок на рабочей поверхности 3.
Однако конструкция этой изложницы позволяет уменьшить усадочную раковину в
5 слитке, но не решает задачу более глубокого распределения усадочной раковины ио высоте слитка для иснользования его без обреза вместе с усадочной раковиной в качестве расходуемых электродов.
10 Целью изобретення является уменьшение расхода металла при изготовлении составных расходуемых электродов, а также сннжение трудоемкости изготовлеиня расходуемых электродов.
15 Поставленная цель достигается тем, что предлагаемая изложница снабжена стержнем, установленным но оси в ее верхней части, с химическим составо.м металла, соответствуюшим составу отливаемого слитка, и
20 с объемом равным 0,5-1,0% от объема полости изложницы, и выиолнена с отношением высоты к среднему днаметру равным 7- 15, а цилиндрический участок выполнен снизу на высоте равной 1,0-1,2 его диа25 метра.
Такое конструктивное выиолнение изложН1ЩЫ обеспечнвает уменьшение расхода металла, так как налнчие цилиндрической части исключает обдирку слитков перед их
3
сваркой, а цилиндрический стсржеШ), устанавливаемый сверху в качестве холодильника, исключает образование открытой скоицентрированной усадочной раковииы. Унеличенне высоты слнтка обсснсчиваот болсС благоириятиое распределение усадс чшлх дефектов в o6ijeMe сл1Пка, поскольку увеличивается фсрростатнческое давленнс на ннжпье затвердевшне слои.
Увеличение отношения высоты к диаметру иозволяет уменьшнть трудоемкость изготовления электродов нутем умеиьшеиия объема сварочных работ. Отношеиие меньшее 7 увелнчнвает объем сварочных работ, а при отиошеинн большем 15 уменьшается технологичность изготовления слнтка.
Указанный вес цилиндрического стержня обеснечнвает онтимальные условия формирования рассредоточеииой усадочной раковины в осевой зоие слнтка. Вес стерлсия меньше 0,5% не обеснечнвает устранения открытой концентрированной усадочной раковнны, а делать вес стержня больше 1% экономически нецелесообразно, так как будет снижаться выход годного.
Указанная иротяженность нижней цилиндрической части слнтка создает онтнмальные условия для ироведеиия ироцесса электрошлаковой сварки частей электрода (слитков). При увеличеиии нротяжеииостн цилиндрической части будет затруднено извлеченне слнтка нз нзложинцы.
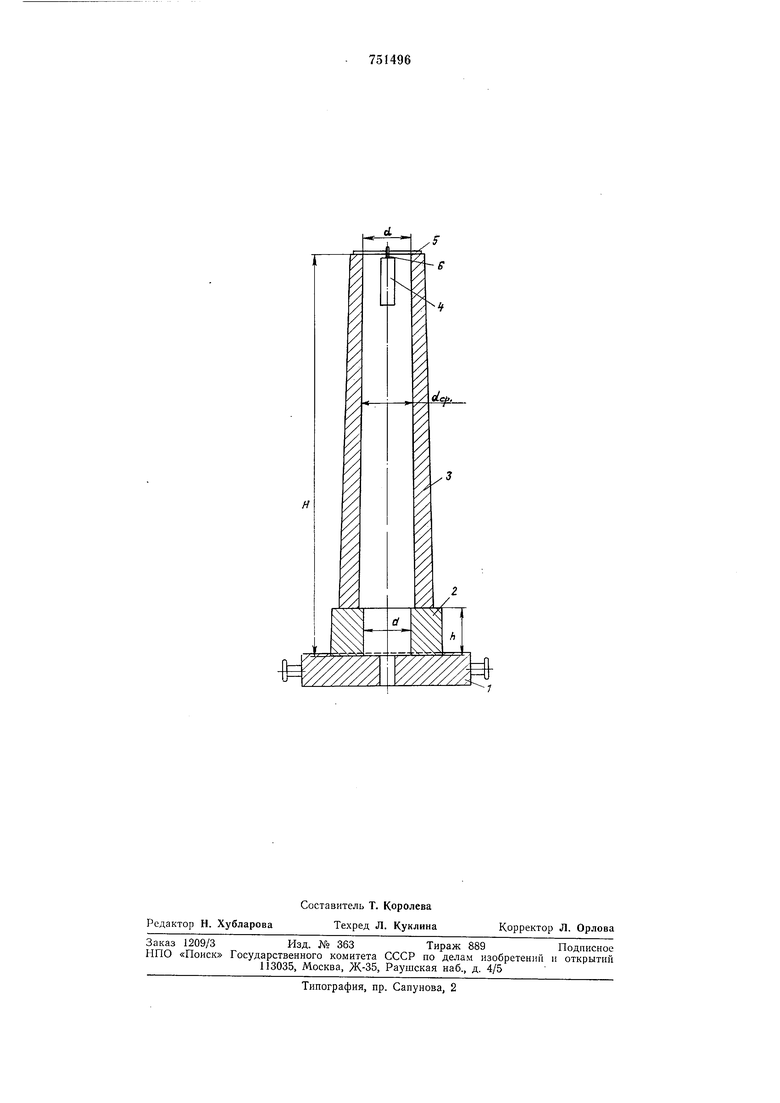
На чертеже схематично изображена изложница, иродольиый разрез.
Изложница состонт нз ноддона 1, ннжией части 2, верхней части 3 и цилиндрического стержия 4, устаиовлеииого ио оси в i5epxией части 3. Поддон 1 может иметь любое коиструктивиое исиолненне. Ннжняя часть 2 выиолиеиа с цилиидрнческой внутренней новерхностыо, длина h которой равна 1- 1,2 диаметра d слнтка. Верхняя часть 3 выиолиена расширенной книзу с коиусиоетыо 0,7-1,0%. Отношение высоты Н к средне-, му диа.метру (icp. 7:15.
Цилиндрический стержень 4 вынолиен из металла, химический состав которого соответствует составу отливаемого , а объем его равеи 0,5-1% от объема нолости изложницы. Стержеиь 4 установлеи в изложнице любым известным снособом, например, посредством ирутка 5, продетого в крюк 6, приваренный к стержню 4.
Для проверкн предложенной конструкцнн изложницы и качества слитков, полученных в пей, была отлита оиытпая партия слитков из стали 9Х в количестве 24 штук, которые были использованы для изготовления расходуемых электродов для переплава на установке Р951-Р.
4
Изложница имела еледуюии1е иараметры: мм, /7 215 мм, мм, конусность 0,8%, Я/йср. 8,5, диаметр цилиндрнчсского стержия 60 мм, высота цилиидрического стержня 200 мм.
Цилннд)тгческ| е стержни былн изготовлеиы нз металла це1ггрового стояка, через который проводилась, заливка изложииц сифоиом снизу сталью 9Х.
Подготовленную известиым образом к заливке изложницу с устаиовленным цилшь дрическим стержнем заливали в соответствии с технологией, ирииятой для даииой марки стали. После удалеиия слитков из
изложппць оии и.мели удовлетворительпое качество иоверхиости. Головная часть слитков не имела конг1ентрированной усадочной раковнны. Поэтому из отлнтых слнтков без обднркн поверхности н удаления головной
части были изготовлены расходуемые электроды ЭШП. Выход годного на опытной партии составил 92,4% против 72%, имеюгцих место прп пзготовлепии расходуемых электродов из слитков, отлитых в обычную
изложницу.
Прп переплаве этих расходуемых электродов было установ.тено, что нроцесс ЭШП ндет удовлетворнте.чыю. Качество мета.ч.ча заготовок после ЭШП ири ироверке иа установке ультразвуково| 1 дефектоскоппп соответствует пред1 являемым требованиям. Кроме того, ускоряется ироцесс подготовки расходуемых электродов для ЭШП за счет нсключення онерацпй обдирKI; и удалепня
прибыльной частн слнтка.
Формула изобретения
Пзложннца для слитков, расширенная
книзу с конусностью 0,7-1,0, имеюшая цилиндрический участок па рабочей иоверхпости, отличающаяся тем, что, с целью умепьшеппя расхода металла, она снабжена стержнем, установленным по осп в ее
верхней частн, с хнмнческнм составом металла, соответствуюгпим составу от.тиваемого слнтка, н с объемом равны.м 0,5-1,0% от обьема нолости изложиицы, н выиолиена с отношеннем высоты к среднему днаметру равным 7-15, а цилпндрнческнй участок выполнен снизу на высоте равной 1,0- 1,2 его диаметра.
Источники ппформацнп, принятые во внпмаппе при экспертизе
1. Авторское свидетельство СССР № 471152, кл. В 22D 7/06, 1972.
2.Заверюха П. В. н др. Разливка стали. М., «Металлургия, 1974, с. 104-105.
3.Авторское свидетельство СССР 554934, кл. В 22D 7/06, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница для слитков | 1979 |
|
SU900947A1 |
| Инвентарная головка | 1976 |
|
SU601959A1 |
| Способ получения многослойных слитков методом электрошлакового переплава | 2021 |
|
RU2761192C1 |
| Способ выплавки высококачественных сталей и сплавов | 1978 |
|
SU865928A1 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 1995 |
|
RU2086688C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛИТКОВ ИЗ НЕКОМПАКТНЫХ СТАЛЬНЫХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ БЛОКОВ СТАЛЬНЫХ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1999 |
|
RU2148665C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК РОЛИКОВ МНЛЗ С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2002 |
|
RU2228961C2 |
| Способ получения расходуемых электродов для электрошлакового переплава | 2020 |
|
RU2742094C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ | 2004 |
|
RU2260065C1 |
| Способ производства слитков электрошлаковым переплавом | 1990 |
|
SU1740470A1 |