Х54) ИЗЛОЖНИЦА ДЛЯ СЛИТКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница для слитков | 1973 |
|
SU495144A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕЗДЕФЕКТНЫХ ПОКОВОК ДЛЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ТИПА РОТОРОВ ИЛИ ВАЛОВ | 2005 |
|
RU2302921C2 |
| СЛИТОК ДЛЯ ДЕФОРМИРОВАНИЯ | 2014 |
|
RU2558701C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК ТИПА ДИСКОВ | 2009 |
|
RU2412018C1 |
| Слиток | 1983 |
|
SU1134284A1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКА, УШИРЕННОГО КНИЗУ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2198763C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Слиток | 1977 |
|
SU747611A1 |
| Кузнечный слиток | 1989 |
|
SU1660835A1 |
| Слиток | 1977 |
|
SU749548A1 |
I
Изобретение относится к металлургическому производству и может быть использовано для Ьтливки стальных нормальных кузнечных слитков.
Известны конструкции изложниц для обычных (нормальных) кузнечных слитков с геометрическими параметрами; отношение высоты к среднему внутреннему диаметру изложшщы 2,0-2,3 и конусностью внутренних граней на обе стороны 2-5% 1.
Изложницы с такими параметрами имеют постоянную по всей высоте величину выпуклости внутренних граней.
Большая относительная -высота при малой конусности обуславливает: близость расположения усадочной рак(ины к телу слитка, (Я1асиость которой возрастает с увеличением массы слитка, содержания углерода и легирующих элементов в стали: развитую осевую зону усадочиЫИ рыхлости, протяженность которой составляет 62-65% от высоты тела слитка; развитую зону внецентренной ликвации, ишуры которой залегают в опасной близости. к поверхности в нижней части слит-.
ка; ограниченность в использовании прогресатных и автоматизированных процессов ковки протяжкой для поковок типа валов из-за недостаточности укова исходного поперечного сечения слитка, что вьшуждает применять предварительную осадку.
При зтом перед осадкой невозможно выполнить полную биллетировку исходного сечения слитка, так как это вызывает недопустимое увеличение относительной высоты тела (Н:Д 2,5).
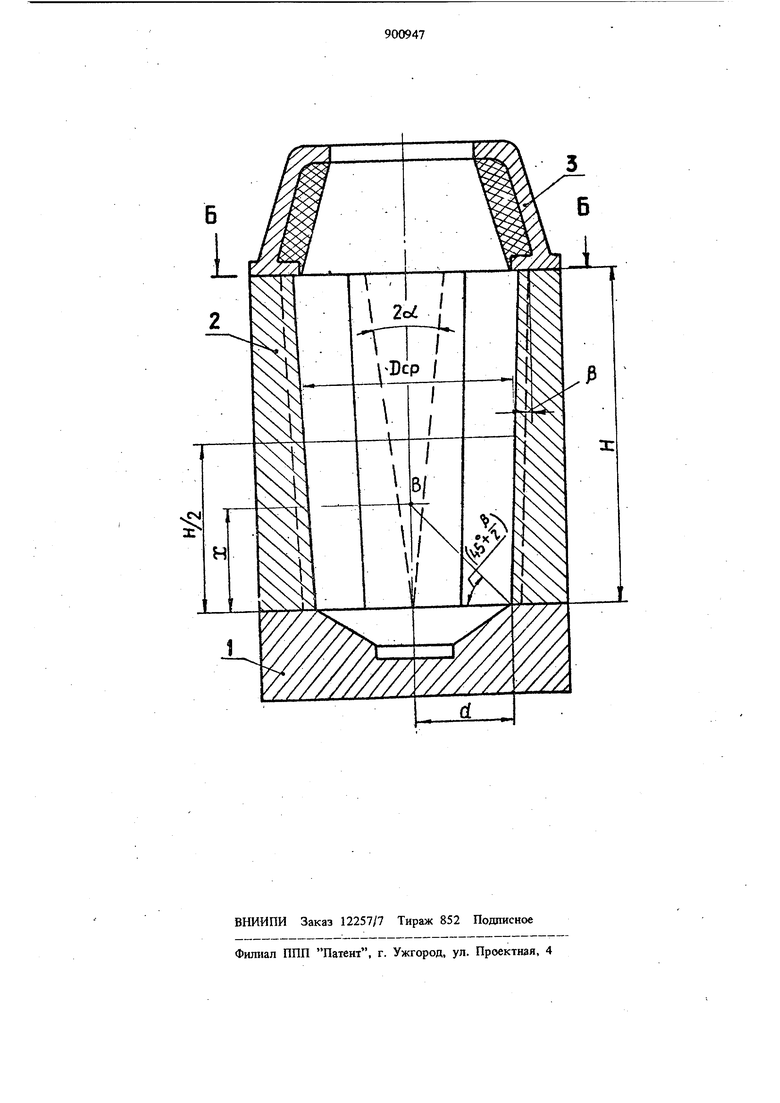
Постоянство величины выпуклости внутренних граней по всей высоте, изложницы вызывает неблагоприятное распределение по высоте тела слитка усадочных сил, стремящихся разорвать корку металла затвердевшую . в начальный момент кристаллизации, что является одной из причин образования поверхностных трещин на слитках, возникновение углов(Л ликвации, ..которая располагается. в нижней половине высоты слитка. Угловая ликвавдя; обычно возникает в слитках из легир анных инструментальных сталей и за-. 3 легает вблизи углов поперечного сечения на глубине 30-40 мм от поверхности. Наиболее близкой к предлагаемой являет ся изложница для слитков, расширенная кве ху и имеющая сопряженные по радиусу внут ренние грани, выполненные выпуклыми. Отно шение высоты изложницы к ее среднему внутреннему диаметру 2,9-3,1, конусность внутренних граней на обе стороны 6-8%, вы пуклость внутренних граней убывает по высоте: у нижнего торца выпуклость составляет 1,0-1,2 радиуса сопряжения граней, а у верхнего торца - 0,6-0,8 этого радиуса 2 Недостатками этой изложницы являются узкая. область использования, так как она предназначена для получения слитков удлиненной формы, которые применяются для поковок ограниченной номенклатуры (как по массе, так и по форме), что исключает возможность массовой обработки таких слитков на автоматизированных кузнечных ком, плаксах. Являясь лучшей среди известных конструкций изложниц для удлиненных слитков, форма известной Изложницы из-за большой относительной высоты не обеспечивает требуемую плотность макроструктуры осевой зоны в случае увеличения массы слитка. Цель изобретения - получение технологической и универсальной формы слитка при одновременном повышении плотностИ макроструктуры слитка. Указанная цель достигается тем, что в изложнице, расширенной кверху и имеющей сопряженные по радиусу внутренние грани, выполненные с убьгаающей по высоте величиной вьшуклости, равной у нижнего торца 1,0-1,2 радиуса сопряжения граней, а у верх него торца - 0,6-0,8 этого радиуса, отношение высоты к среднему внутреннему диаметру составляет 1,5-1,7. Вьшолнение изложницы с отношением вы соты к среднему внутреннему диаметру 1,51,7 и общей конусностью внутренних граней 7-9% позволяет получать слитки с плотной макроструктурой в осевой зоне, с ослабленными зонами осевой и внецентренной ликвации минимальной протяженности по высоте тела, с высокой объемной однородностью химических элементов и механических свойств, а также с надежным расположением усадочной раковины в объеме прибыли. Используя изложницу с предлагаемыми геометрическими параметрами, получают слиток универсальной формы, пригодной для ма совой обработки на автоматизированных кузнечных комплексах. Полученная форма слитка дает возможность эффективно подготовить поверхность и исходную структуру слитка перед осадкой в тех случаях, когда применение этой операции необходимо, а также удобство захвата, манипулирования и обжатия при деформировании. На чертеже представлена предлагаемая изложница. Предлагаемая изложница для слитков состоит из поддона 1, собственно изложницы 2, прибыльной надставки 3. На изложнице показаны:-центральный угол конуса жидкокого металла; -угол наклона грани изложницы; -радиус нижнего сечения изложницы;Н - высота изложницы; D - средний внутренний диаметр изложницы ; X - расстояние до точки в пересечения биссектрисы с осью изложницы, определяемое по формуле X dtg(45 + где D - радиус верхнего сечения изложницы. Расстояние х характеризует зону завершения кристаллизации металла под влиянием нижней части изложницы и поддона, т.е. отражает интенсивность вертикальной направленности процесса кристаллизации металла в изложнице. Относительная величина - -100% в предлагаемой изложнице существенно выше, чем в известной изложнице, и что усиливает вертикальную направленность процесса кристаллизации металла. Угол конуса жидкого металла (2аУ уменьшается с уве.1шчением высоты изложницы (Н), что ухудшает питание жидким металлом прибыли отдаленных от ней слоев осевой зоны. а,а- величина выпуклости, R - радиус сопряжения граней. Для работы на поддон 1 устанавливается восьмигранная изложница 2, на которую монтируется прибыльная надставка 3. Металл заливается сверху в рабочую полость. Весовые соотношения частей слитка, отливаемого в изложницу предлагаемой конструкции, составляют, %: Тело слитка78-76 Прибыль18,5-20,0 Поддон3,5-4,0 Оптимальность предлагаемых aHaqeiodt геометрических параметров изложницы и их соотношения подтвердилась исследованием опытных натурных слитков массой 7,8 т из стали 32ХМ1А и 90Х2МФ.
Натурные слитки отливались в опьпны& изложницы с параметрами:
Относительная высота1,6
Общая конусность граней8,0%
Вьшуклость граней:,
внизу1,15R
вверху0,72R
Для выявления качества натурных опытны слитков выполнено исследование: состояния поверхности слитков, макроструктуры (по Бауману и травлением) в продольно-осевом слитка, химической неоднородности по углероду, сере и фосфору (на трех уровнях по высоте тела и в прибыли слитка); механических свойств в осевом и радиальном ,5 направлениях в трех зонах поперечного сечения (поверхность, половина радиуса, центр) на трех уровнях по высоте тела слитка (со стороны прибыли, середина высоты тела слит ка, со стороны поддона). Общее распределение серы в слнтке стали 32ХМ1А однородно и соответствует 1 баллу, а в осевой зоне - 1-2 баллам. Общее распределение серы в слитке стали 90Х2МФ также однородно и соответствует 1-2 баллам, а в осевой зоне - 2 баллу. В слитке из стали 32ХМ1А зона внецентренной ликвации выражена слабо, развитых усов нет. Зона заканчивается отдельными сла быми следами ликвацин, кото{}ые располагаются от поверхности слитка на расстоянии :200 мм. Это почти в 2 раза глубже чем в слитках, получаемых в известной изложнице и в и:шожницах для обычных (нормальных) слитков. Зона осевой ликвации плотная, не имеет усадочн(ж рыхлости и пустот. Наблюдается разрозненная межкристаллическая ликвация протяженностью: 30-35% от высоты тела сли ка. В слитке из стали 90Х2МФ зона внецентренной ликвации более выражена; усы сформиро вались отчетливо, которые заканчиваются в районе, отстоящем от поверхности слитка на 150 мм. Это почти в 1,5 раза глубже чем в слитках из инструментальной стали, получаемых в известной изложнице и в изложницах для обычных (нормальных) слитков. Зона осевой ликвации узкая и не имеет усадочной рыхлости и надрывов; поперечный размер ее около 40 мм, что составляет 5% от среднего диаметра слитка. В зоне имеет место межкристаллическая ликвация протяжен ностью 45% от высоты тела слитка. В обоих слитках угловая ликвация не об наружена, а усадочная раковина располагается в прибыли с некоторым запасом плотного металла на границе перехода, что позволяет использовать весь объем тела слнтка.
Кривые графиков показывают, что по отношеимю к плавочному анализу .наблюдается незначите1 и я ликвадая этементсж. Однако фактическое содержаше углерода, серы и форфора в объеме тела слитков находится в пределах, зацаиных DO техническим условиям для исследуемых сталей.
Состояние механических. свойств по уровню и степени, опяорориосп вдоль, и поперек оси слитков по высоте гела соответствует т.оикому распределеиию , lutoTifocm макроструктуры и высокой объемной химической однородности элементов. Пластические свойства по высоте тела не обнаруживают влияния прибыли слитка и определяются твердостью и зонами кристаллизации металла. Исследование опытных слитков массой .7,3 т показало, что в изложнице предлагаемой конструкции относительная осевая скорость затвердевания выше, чем в известных излож- ницах для обычных (нормальных) слитков, и, спедсжательно, реализуется процесс направленного затвердевания Металла. Исоользуя предлагаемую форму изложницы, получают иовую форцу слитка, которая по срявиеиню с формой слитка из известных изложниц для (нормальных) слитков, обеспечивает: универсальность его применения для всех поковок (независимо от массы и формы) с пониженной трудоемкостью ковки . за счет более плотного макростроенкя и с повышенным выходом годного металла за счет возможности полного, использоваиия тела слнтка; резкое расширение области применения прогрессивных процессов ковки поковок только протяжкой и, следовательно, организацию массовой обработки иа автоматизированных кузнечных комплексах (за счет увеличенных поперечных размеров и повыпкннсж плотности макростроення);. технологичность при ковке, возможность зффективиш подготовки поверхности и исходной структуры слитка (полной биллетировкой или предварительной протяжкой) перед осадкой в случае, когда ее применение необходимо, удобство захвата, манипулирования и обжатия. Изложница предлагаемой, коиструкпии испытана иа большой парпги слитков массой 7,3 т из углеродистхж, легированной и инструментальной стали. Прикжнеиие предлагаемой изложиицы повышает качество поковок и выход годного на 2-3% за счет полного использования тела слитка и сокращает дпитета.ностъ нагрева и трудоемкость ковки иа 20-25% за счет исключения осадки. Формула йзобретени Изложница для слитков, преимущественно кузнечных, расширенная кверху я имеющая сопряженные по радиусу внутрен1О1е грани с убывающей по высоте величиной выпуклости, равной у нижнего торца 1,0-1,2 радиуса сопряжения граней, а у верхнего торца - 0,6-0,8 этого радиуса с общей конусностью внутренних граней, равной 6-8%, о т л и ч&ющаяся тем, что, с целью повышения технологичности. формы слитка и плот98 ности его макроструктуры, она выполнена с соотнощеннем высоты к среднему внутреннему диаметру, равным 1,5-1,7. Источники информации, принятые во внимание при экспертизе 1.Ковка крупных поковок. Под ред. В. Н, Трубина. М., ч. 2, Машиностроеиие. 1965, с. 9.2.Авторское свидетельство СССР N 495144, кл. В 22 D 7/06, 1973.
