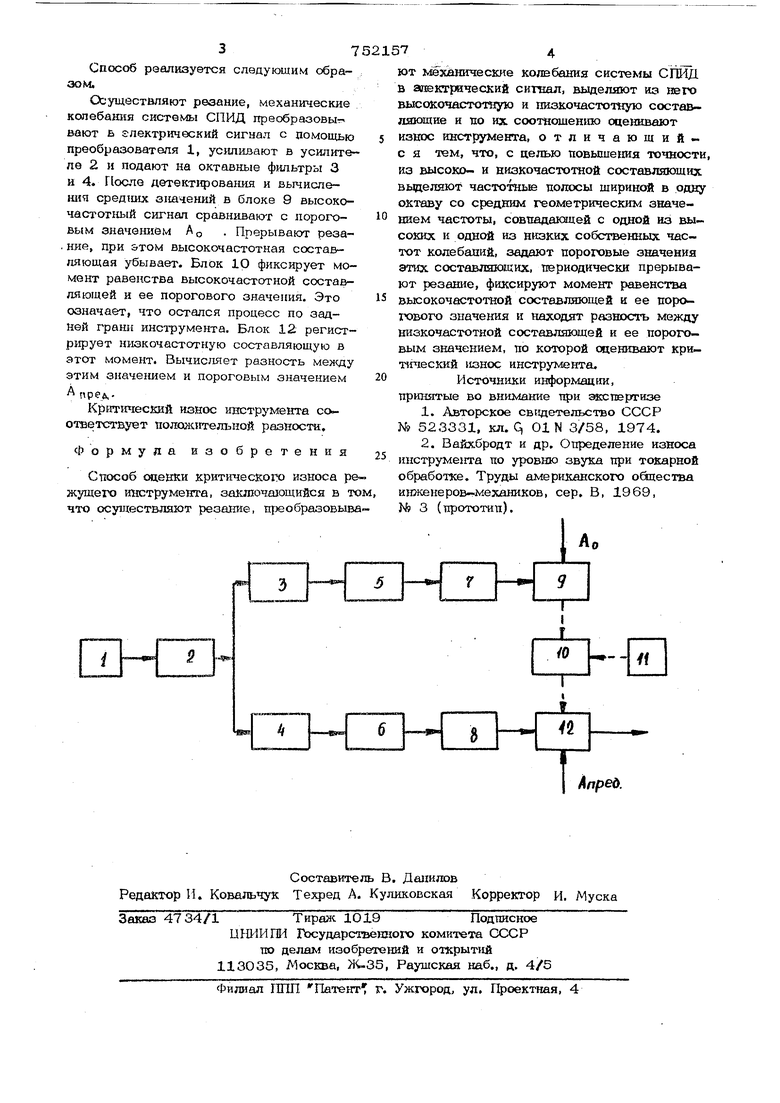
Изобретение относится к исследованию Тфоцбссов резания и, в частности, оценки критического износа режущего инструмента. Известен способ оценки износа инструмента, по которому регистрируют термоЭДС в процессе резания и по ней оценивают износ инструмента l. Наиболее близким к изобретению по технической сути и дсстигае(лому эффекту является способ, заключающийся в том, что осуществляют резание, преобразовывают механические колебания системы СПИД в электрический сигнал, выделяют из него высокочастотную и низкочастотную составляющие и по их соотнощеншо оценивают взнос инструмента 2. Недостатком известных способов является недостаточная точность оценки износа инструмента по задней грани. Целью изобретения является повышение точности. Эта цель достигается за счет того, что нз высоко- и низкочастотной составля ющих вьзделяют частотные полосы щириной в одну октаву со средним геометрическим значением частоты, совтхадакицей с одной из высоких и одной из низких собствеЕ&ных частот колебаний, задают пороговые значения этих составляющих, периодически прерывают резание, фиксируют момент равенства высокочастотной составляющей и ее порогового значения и находят разность между низкочастотной составляющей и ее пороговым значением, по которой оценивают критический износ инструмента. На чертеже представлено устройство, с помощью которого реализуется способ. Устройство содержит преобразователь 1 вибраций, усилитель 2, октавные фильтры 3 и 4 высоких и низких частот, деекторы 5 и 6, блоки 7 и 8 вычисления средних значений составляющих, блок сравнения 9, блок 1О логического умножения, блок 11 остановки подачи, блок 12 определения разности между низкочастотной составляющей и ее пороговым значением.
Способ реализуется следующим обрааом.
Осуществляют резание, механические колебашш системы СПИД преобразовыг вают Б глектрический сигнал с помощью преобразователя 1, ус тивают в усилителе 2 и подают на октавные фильтры 3 и 4. После детектирования и вьшисления средшос значений в блоке 9 высокочастотный сигнал сравнивают с пороговым значением АО . Прерывают реза. ние, при этом высокочастотная составпяющая убывает. Блок lO фиксирует момент равенства высокочастотной составляющей и ее порогового значения. Это означает, что остался процесс по задней грани инструмента. Блок 12 регистрирует низкочастотную составляющую в этот момент. Вычисляет разность методу этим значе1шем и пороговым значением А пред.
Критичес1шй износ инструмента соответствует полонсптельной разности.
Формула изобретения
Способ оцешси критического износа ре жущего инструмента, заключающийся в то что осуществляют резание, преобразовывают 1 зйанические колебания системы СПИД в апекгрический сигнал, выделяют из него высокочастотасую и низкочастотную составляющие и по их соотйошенгао оценивают износ инструмента, отличающийс я тем, что, с целью повышения точности из высоко- и низкочастотной составлявощих выделяют частотные полосы шириной в одну октаву со средго1М геометрическим значением частоты, совпадающей с одной из высоких и одной из низких собственных частот колебаний, задают пороговые значения этих составляющих, периодически прерывают резание, фиксируют момент равенства высокочастотной составляющей и ее пороIxjBoro значения и находят разность между низкочастотной составляющей и ее пороговым значением, по которой оценивают криТ1гческий износ инструмента.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 523331, кл. q 01 N 3/58, 1974.
2.Вайхбродт и др. Определение износа инструмента по уровню звука при токарной обработке. Труды американского ойпества инженеров-механиков, сер. В, 1969,
MI 3 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА | 2011 |
|
RU2478929C1 |
| Способ обнаружения поломок режущего инструмента на металлообрабатывающих станках | 1981 |
|
SU973245A1 |
| Способ оценки критического износа режущего инструмента | 1982 |
|
SU1037141A2 |
| Способ оценки износа сверла на металлорежущих станках | 1984 |
|
SU1310690A1 |
| Способ контроля базирования заготовок в патроне | 1986 |
|
SU1440614A1 |
| Способ определения износа режущего инструмента | 1988 |
|
SU1714458A1 |
| Способ определения предельного износа сменного режущего инструмента | 2017 |
|
RU2658091C1 |
| Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой ЧПУ | 2015 |
|
RU2629575C2 |
| Устройство для определения износа инструмента | 1974 |
|
SU484939A1 |
| Устройство для измерения износа режущего инструмента | 1983 |
|
SU1113217A2 |
Апред.
