Изобретение относится к машиностро- ению, в частности к м.агнитно-абразивной обработке рулонного материала. .
Цель изобретения - повышение производительности станка для магнитно-абразивной обработки.
На фиг.1 представлен станок, общий вид; на фиг.2 - компоновка магнитной системы с приводом; на фиг.3 - схема изменения режима работы станка; на фиг.4 - станок для двухсторонней обработки, общий вид.
Станок содержит установленные в корпусе 1 привод 2, средство 3 подачи ферроабразивного порошка 4, магнитную систему, имеющую расположенные по разные стороны OY обрабатываемого материала цилиндрические полюса 5 и 6 разноименной полярности с расположенными соосно им электромагнитными катушками 7. Магнитная система выполнена так, что вокруг одного цилиндрического полюса 5 расположены не менее двух полюсов 6 противоположной полярности с зазором по дуге окружности. Однополярные полюса охватывают бесконечное гибкое полотно 8, выполненное из ферромагнитного материала. Средство 9 для изменения конфигурации зазора выполнено в виде контактирующего с полотном 8 натяжного ролика 10, установленного с возможностью перемещения между двумя соседними полюсами 6. Средство 3 подачи Аерроабразивного порошка 4 выполнено в виде бункера 11 с гибким патрубком 12, установленного у нерабочей части цилиндрического полюса 5 с возможностью перемещения совместно со скребком 13, размещенным впереди патрубка по ходу вращения полюса параллельно его образующей. В непосредственной близости у по- движной части патрубка расположен закрепленный на корпусе постоянный магнит 14.
Станок работает следующим образом. На обмотки электромагнитов 7, расположенных соосно с цилиндрическими полюсами 6, подается напряжение постоянно 0
ока, в результате чего ферромагнитное гибкое полотно 8 натягивается. В зазор между полотном 8 и цилиндрическим полюсом 5 устанавливают рулонный обрабатываемый материал 15, обладающий диамагнитными свойствами (алюминий или его сплавы). На обмотку катушек 7, расположенных соосно с полюсом 5, подают напряжение постоянного тока так, чтобы увеличивалась противо- положная полюсам 6 полярность. С помощью привода 2 задается вращение полюсам 5 и 6. Одновременно с началом вращения гибкий патрубок 12 перемещают в сторону полюса 5 так, чтобы он удалялся от постоянного магнита 14, выполняющего роль магнитной задвижки, на расстояние, обеспечивающее поступление ферроабразивного порошка 4 на рабочую поверхность полюса 5. После распределения порошка на поверхности полюса 5 патрубок 12 возвращается в исходное положение. На обмотки катушек 7 подаются рабочие напряжения, а скорость вращения полюсов 5 и б и подачи обрабатываемого материала 15 регулируют так, чтобы обеспечивались необходимые параметры качества обработки при максимальной производительности станка.
Натягивая гибкое полотно 8 с помощью средства 9, изменяют конфигурацию зазора между обрабатываемым материалом 15 и рабочим полюсом 5 (фиг.З). При этом происходит уплотнение порошка в зоне .обработки, что обеспечивает повышение производительности процесса.
Замену отработанного ферроабразив- мого порошка 4 выполняют в процессе обработки материала без выключения работы станка. Для этого кратковременно включают средство 3 подачи порошка, в результате чего отработанный порошок собирается скребком 13 и отводится по желобу 16 в ящик 17, а одновременно с этим новый порошок подается из бункерг; 11 через гибкий патрубок 12 на поверхность полюса 5 и рас- пределяется на нем ровным слоем.
Обрабатываемый материал 15 имеет большую ширину, чем охватывающее цилиндрические полюса б ферромагнитное полотно 8, тем самым исключается непосредственно попадание порошка под мате- риал, что может привести к продавливанию тонкой фольги при обработке. Для повышения надежности станок может быть дополнительно снабжен средством очистки полотна 8 от порошка, состоящим из враща- ющейся щетки 18 и размагничивающего приспособления 19.
Таким образом, в результате увеличения площади контакта ферроабразивного порошка с обрабатываемым материалом, обеспечения возможности регулировки плотности порошка в зазоре путем изменения конфигурации зазора, а также замены отработанного порошка без остановки станка значительно увеличивается произво- дительность процесса обработки.
Формулаизобретения
1. Станок для магнитно-абразивной об- работки рулонного материала, содержащий корпус с приводом вращения полюсников.
магнитную систему, выполненную в виде индукторов с цилиндрическими полюсника- ми противоположной полярности, установ- леннымис зазором друг относител ьно друга с возможностью вращения на параллельных осях, отличающийся тем, что, с целью повышения производительности станка, в него введены по крайней мере один дополнительный индуктор с полюсником, бесконечное гибкое полотно из ферромагнитного материала для формирования рабочего зазора и средство для изменения конфигурации зазора, при этом оси полюсников одноименной полярности расположены по дуге окружности с центром, совпадающим с осью вращения полюсника противоположной полярности, а полотно охватывает полюсники, расположенные по дуге окружности.
2, Станок по п. 1,отличающийся тем, что средство для изменения конфигурации зазора выполнено в виде натяжного ролика, установленного с возможностью взаимодействия с полотном между полюс- никами одноименной полярности.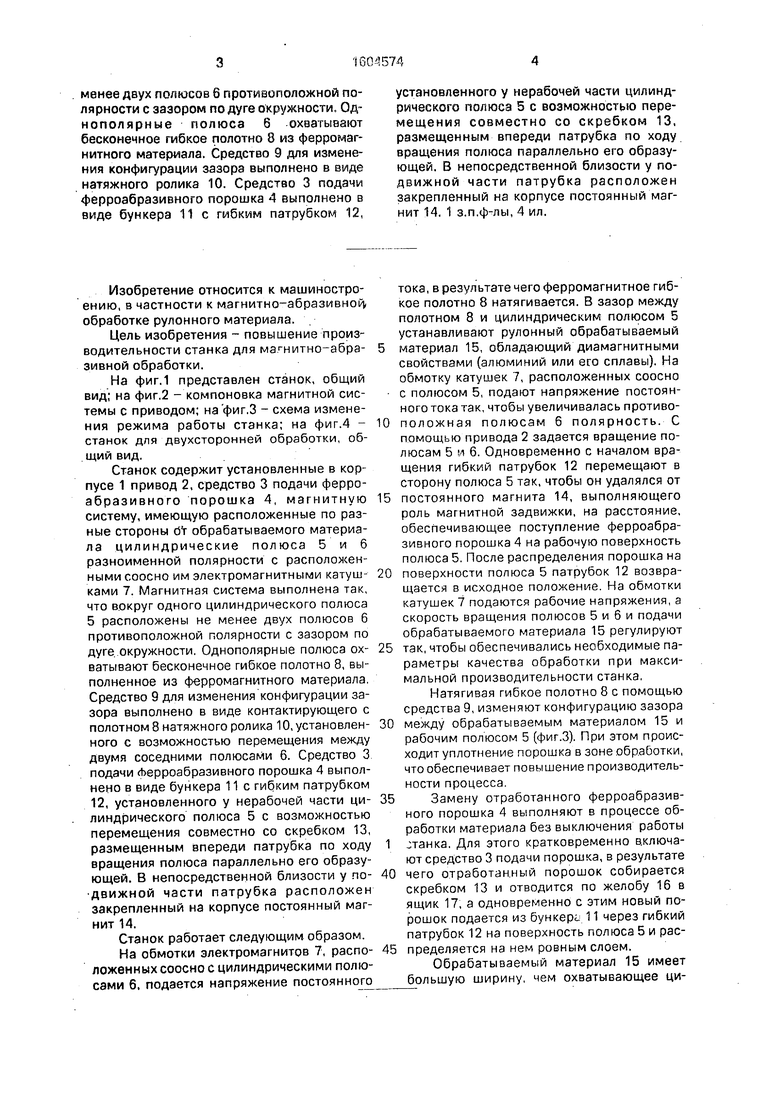

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки изделий | 1982 |
|
SU1106641A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2098258C1 |
| Устройство для магнитно-абразивной обработки изделий | 1987 |
|
SU1440676A1 |
| Приспособление для магнитно-абразивной обработки деталей | 1980 |
|
SU872222A2 |
| Устройство для магнитно-абразивной обработки | 1982 |
|
SU1024241A1 |
| Устройство для магнитно-абразивной обработки | 1988 |
|
SU1523314A1 |
| Способ магнитно-абразивной обработки деталей | 1989 |
|
SU1703413A2 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| Приспособление для магнитно-абразивной обработки | 1989 |
|
SU1673409A2 |
| Способ магнитно-абразивной обработки изделий | 1977 |
|
SU677896A1 |

Изобретение относится к машиностроению, в частности к магнитно-абразивной обработке рулонного материала. Цель изобретения - повышение производительности станка для магнитно-абразивной обработки за счет увеличения площади контакта ферро-абразивного порошка с обрабатываемым материалом. Станок содержит установленные в корпусе 1 привод 2, средство подачи ферро-абразивного порошка 4, магнитную систему, имеющую расположенные по разные стороны от обрабатываемого материала цилиндрические полюса 5 и 6 разноименной полярности с расположенными соосно им электромагнитными катушками. Магнитная система выполнена таким образом, что вокруг одного цилиндрического полюса 5 расположены не менее двух полюсов 6 противоположной полярности с зазором по дуге окружности. Однополярные полюса 6 охватывают бесконечное гибкое полотно 8 из ферромагнитного материала. Средство 9 для изменения конфигурации зазора выполнено в виде натяжного ролика 10. Средство 3 подачи ферро-абразивного порошка 4 выполнено в виде бункера 11 с гибким патрубком 12, установленного у нерабочей части цилиндрического полюса 5 с возможностью перемещения совместно со скребком 13, размещенным впереди патрубка по ходу вращения полюса параллельно его образующей. В непосредственной близости у подвижной части патрубка расположен закрепленный на корпусе постоянный магнит 14. 1 з.п. ф-лы, 4 ил.
Фиг. г
п
| Устройство для магнитно-абразивной обработки листовых материалов | 1974 |
|
SU539743A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
