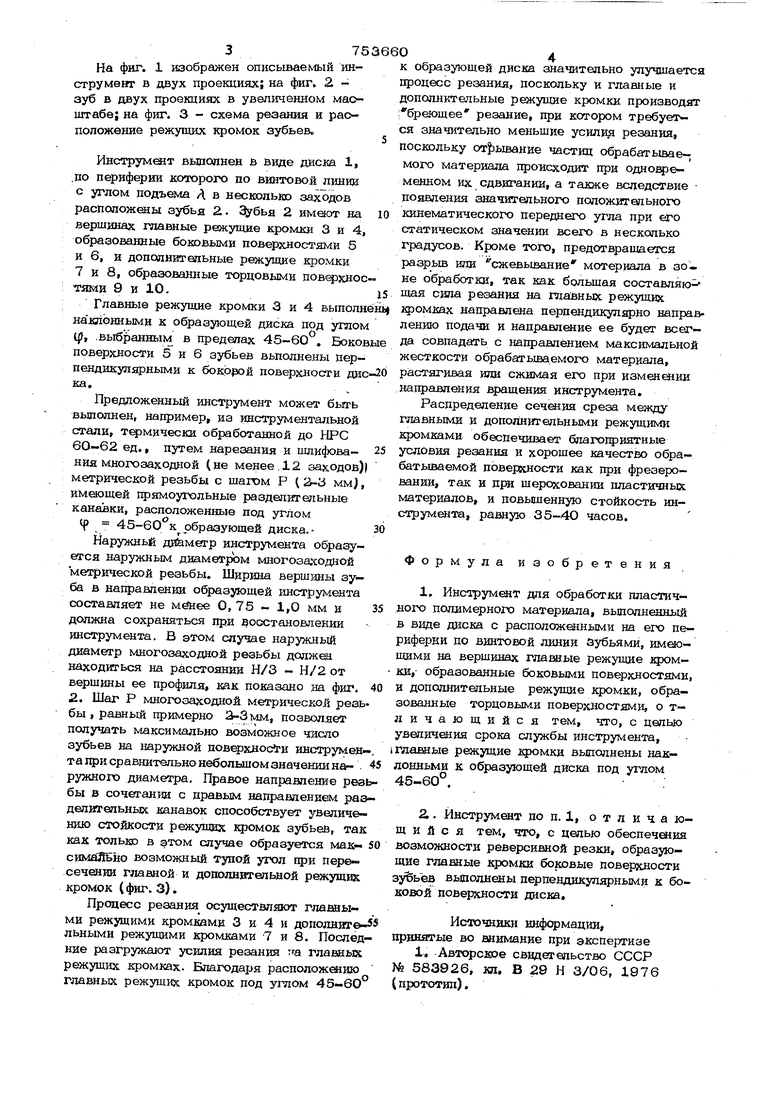
Изобретение относится к области механической обработки полимерных материалов и может быть использовано при обработке резины. Известен инструмент для обработки пластичного полимерного материала, выполненный в виде диска с расположенными на его периф ии по винтовой линии зубьн МИ1 имеющими на вершинах главные режущие кромки, образованные боковыми поверхностями, и доцолн тгеяьные режущие 1ФОМКИ, образованные торцовыми поверххностями 1. У извесзтного инструмента главные режущие 1ФОМКИ расположены параллельно Образующей диска, поэтому при резке все режущие кромки, лежащие на одной образующей, одновременно вступают в контакт с обрабатываемым матфиалом, гго приводит к резким периодическим колебаниям сип резания в MOMeiiT вь1Хода главных режущих кромок из зоны контакта и вступления в контакт, В результате режущие кром ки быстро затупляются, снижая срок сяужбы шструмента. Кроме того у взвесггаого инструмента од(1а боковая поверхность перпендикулярна к боковой поверхности дисва, а другая - наыюнена. Вследствие чегб указанный 1шструмент не может быть иез пользован при ре версиЕйой резке. Целью изобрегешш является увелкчйгие срока слулсбы инструмента и обеспечение возможности реверсивной резки. Для увеличения срока службы инструмента в инструменте, . выполненном в виде диска с расположенными иа его периферии; по винтовой линии зубьями, имоощими на верш1шах главные режугщ е кромки, образованные боковыми поверхностями, и дополнительные режущие кромки, образо ванные торцовыми поверхностями, главные режущие кромки вьнюлнены наклонными к образующей диска под углом 4S-6O . Для обеспечения возможности реверсивной резки образующие главные режущие кромки боковые поверхности зубьев выполнены перпендикулярньп ли к боковой поверхности диска. На фиг. 1 изображен onHCbmaeNibiu инструмент в двух проекциях; на фиг. 2 зуб в двух проекциях в увеличенном масштабе; на фиг. 3 - схема резания и расположение режущих кромок зубьеа, Инструмент вьшолнен в виде даска 1, .по периферии которого по винтовой линии с углом подъема Д в несколько заходов расположены зубья 2. 2 имвот на вершинах главные режущие кромки 3 и 4, образованные боковыми поверхностями 5 и 6, н дополнительные режущие кромки 7 и 8, образованные торцовыми поверхностями 9 и 10. Главные режущие кромки 3 и 4 выполнё наклонными к образующей диска под углом tp, .выбранным в пределах 45-60 , Боков поверхности 5 и 6 зубьев вьполнены перпендикулярными к бокрээй поверхности дис ка., Предложенный инструмент может быть вьшолнен, например, из инструментальной стали, TqpMHHecKH обработанной до НРС 6О-62 ед., путем нарезания и шл;и юваНИН многозаходной (не менее. 12 )аходов)| метрической резьбы с щагом Р (3-3 ыи}, имеющей прямоугольные разделительные канавки, расположенные под углом расположенные под Р , 45-60 к образующей диска.Наружньй ди&мегр инструмента образуется наружным диаметрюм многоза;содной метрической резьбы. Ширина верш)шн зуба в направлении образующей инструмента составляет не мёНее О, 75 - 1,0 мм и должна сохраняться при ; оостановл;ении инструмента. В этом случае наруж;кый диаметр многозаходной резьбы должен находиться на расстоянии Н/3 - Н/2 от верщины ее профиля, как показано jaa фиг, 2. Шаг Р многозаходной метрической резь бы , равный примерно 3-3 мм, поав 5ляет получать максимально возможное число зубьев на наружной поверхности ин(лрумен та при сравнительно небольшом значения наружного диаметра. Правое напраал€ ние рез бы в сочетании с правым направлением раз делительных канавок способствует увеличению стойкости режуидах кромок зубьев, так как только в этом случае образуетс;я максимйЯьно возможный тупой угол при пересечении главной и дополнительной режущих кромок (фиг, 3), Процесс резания осуществляют г.пайиыми режущими кромками 3 и 4 и дополните льными режущими кромками -7 и 8. Послед ние разгружают усилия резания тта главных режущих кромках. Благодаря расположению главных режущих кромок под угэтом 45-6О образующей диска значительно улучшается роцесс резания, поскольку и главные и ополнительные режущие кромки производят бреющее резание, при котором требуетя значительно меньшие усилир резания, оскольку от зывание частиц обрабатьтае мого материала происходит при одновременном их сдвигании, а также вследствие появления значительного положительного кинематического переднего угла при его статическом значении .всего в несколько градусов. Кроме того, предотвращается разрыв иди сжевывание мотериала в зоне обработки, так как болыцая составляю щая сила резания на шовных, режущих 1фомках направлена перпендикулярно направлению подачи и направление ее будет всегда совпадать с направлением максимальной жесткости обрабатьшаемого материала, растягивая или сжимая его при изменв1ИИ направления вращения инструмента. Распределение сечения среза между главными и дополнительными режущими кромками обеспечивает благогдзиятные условия резания и хорошее качество обрабатываемой поверссности как при фрезеровании, так и пря шероховании пластичных материалов, и повышенную стойкость инструмента, равную 35-4О часов. Формула изобретения 1. Инструмент для обработки пластичного полимерного материала, вьшолненньШ в виде диска с расположшными на его периферии по винтовой линии Зубьями, имеющими на вершинах главные режущие sspouки,- образованные боковыми поверхностями, и дополнительные режущие кромки, образованные торцовыми поверхностями, о тличающийся тем, что, с целью увеличения срока службы инструмента, i главные режущие кромки выполнены нак- лонйьми к образующей диска под углом 45-60°. 2.. Инструмент по п. 1, о т л и ч а ющ и и с я тем, что, с цепью обеспечшия возможности реверсивной резки, образующие главные кромки боковые поверхности эУВьев вьшолнены перпендикулярными к боковой поверхности диска. Источники шффмации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР NO 583926, кп. В 29 Н 3/06, 1976 (прототип).
r / A/NyV
%%
/Y
иг.2
ui.3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измельчения металлической стружки | 1984 |
|
SU1250324A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2201326C1 |
| Инструмент для обработки листовых материалов | 1976 |
|
SU583926A1 |
| УСТРОЙСТВО ДЛЯ ЗУБОТОЧЕНИЯ | 2012 |
|
RU2611584C2 |
| РЕЖУЩАЯ СМЕННАЯ МНОГОГРАННАЯ ПЛАСТИНА ИЗ КЕРАМИКИ | 2014 |
|
RU2595158C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПАЗОВ И ДРУГИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2204471C2 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| Фреза для круглых отверстий (ее варианты) | 1983 |
|
SU1468406A3 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА (ВАРИАНТЫ) | 2014 |
|
RU2557118C1 |
| Устройство для измельчения | 1989 |
|
SU1738345A1 |


