1
Изобретение относится к индукционному нагреву листовых материалов, преимущественно переменного сечения, при непрерывном движении в различных технологических линиях их обработки при температурах нагрева, превышающих температуру магнитных превращений нагреваемого материала, и может быть использовано в машиностроении.
Известен индукционный нагреватель, содержащий ряд индукторов 1 .
Известна установка для нагрева изделий, содержайцая ряд последователь но установленных индукторов с электромагнитными полями различных направлений, размещенных на станине, и транспЬртное устройство 2.
Однако данный нагреватель удовлетворительно работает при нагревании листового материала одинакового сечения и одинаковой толщины, при нагревании же листового материала переменного сечения, как например, зубчатых лент, идущих на производство пил, ножовок, витых элементов хлопкоуборочных машин и т.д., он не обеспечивает равномерный нагрев по двум причинам, во-первых, выравнивакиций температуру индуктор нагревателя создает продольно-поперечное
электромагнитное поле, неравномерно пронизывающее переменное сечение непрерывно движущегося листового материала, во-вторых, отсутствие ориентирующих и фиксирующих материал приспособлений вызывает изменениеположения листового материала в индукторах из-за выталкивающего действия электромагнитного поля . Смещение материала от оси индуктора повышает неравномерность нагрева. Устранить смещение путем повышения натяжения листового материала в транспортирующем устройстве невозможно, так как сила натяжения ограничена температурным коэффициентом допустимого напряжения те кучести материала нагреваемой полосы, особенно при высоких температурах (до 1200°С).
Цель изобретения - обеспечение равномерного заданного распределения температуры по переменному сечению листового материала и повышение производительности термообработки.
Для достижения поставленной цели установка снабжена термостатом и укрепленной на раме направляющей с продольным пазом, в котором размещена сменная вставка, выполненная по форме изделия, при этом индукторы и термостат размещены на направляющей с возможностью их осевого перемещения.
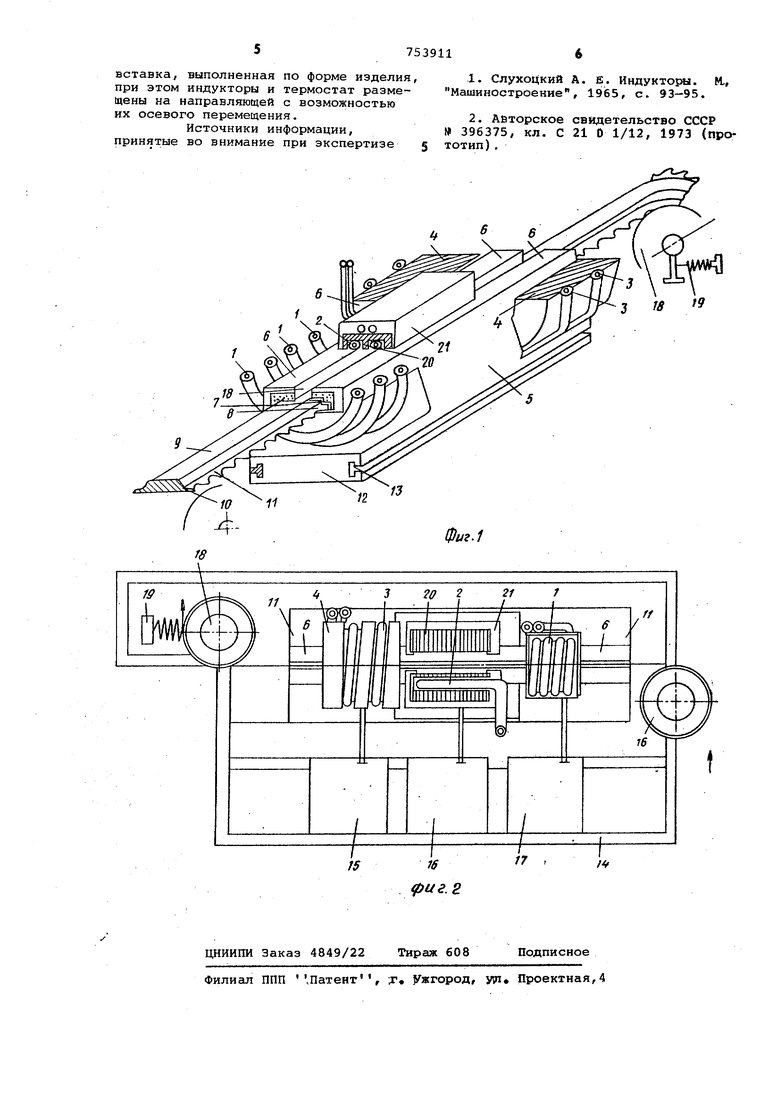
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 - то же, вид сверку.
Индукционный нагреватель содержит три самостоятельных индуктора 1-3, установленных один за другим по ходу материала с регулируемым расстоянием между собой, выбираемым в зависимост от заданной скорости нагрева полосы. Индуктор 3 снабжен термостатом 4 представляющим собой массивный огнеупорный муфель цилиндричедкой формы зачеканенной термопарой (на чертеже не показана).
Индукторы 1-3 закреплены с возможностью осевого перемещения на направляющей 5 с выносными консолями 6, вдоль которых прорезаны пазы 7 для фиксации листового материала (зубчатой ленты). Пазы 7 снабжены износостойкими вставками 8 из карборунда и повторяют по форме геометрию обрабатываемой зубчатой ленты 9, фиксиру ленту по ее утолщенному сечению (обушку) 10 относительно горизонта ь ной оси нагревателя, и удерживая относительно вертикальной оси нагревателя зубчатую периферию 11 (лезвие) ленты, направляющая 5 выполнена из асбоцемента.На ее массивном основаНИИ 12 выполнены пазы 13, с помощью которых направляющая 5 с индукторами 1-3 крепится к металлической раме 14. Каждый индуктор соединен токопроводами со своей конденсаторной батареей 15-17. Нагреваемая зубчатая лента 9 перемещается транспортным устройством 18, содержащим натяжную станцию 19. Транспортное устройство 18 также крепится к металлической раме 14.
Индукционный нагреватель работает следующим образом.
Индуктор 1 с продольным электромагнитным полем- состоит из катушки овальной формы, снабженной жестким каркасом. При прохождении нагреваемой зубчатой ленты сквозь окно катушки она центрируется пазами 7, расположенными на консоли 6 направляющей 5, фиксируясь утолщенным сечением обушка 10 ленты 9. Магнитный поток пронизывает .зубчатую ленту 9, индуктируя в ней ток, направленный по периметру поперечного ее сечения. Нагрев в индукторе 1 осуществляется со скоростью 150-200 0 в секунду до температуры 7бО°С. Индуктор 2 с поперечным электромагнитным полем состоит из двух противолежащих магнитопроводов 20, набранных из трансформаторного железа. Нижний магнитопровод утоплен и жестко закреплен в направляющей 5, в верхнем магнитопроводе выполнены пазы, в KOTOPHDJ разме.щены витки индуктирующего провода. Каждый магнитопровод плотно охвачен
литым алюминиевым корпусом 21, в котором проходят водоохлаждаемые канал Индуктируемый в зубчатой ленте 9 ток протекает по поверхности ленты, концентрируясь в ее утолщенной части обушке 10 - и замыкается вдоль лезвий 11.. Нагрев в индукторе осуществляется со скоростью 10-50°С в секунду до температуры 860-1200°С. В про цессе нагрева в индукторе 2 зубчатая лента 9 непрерывно ф1 ксируется утолщенным сечением в пазах 7 напрйвляющей 5. Индуктор 3 с поперечным электромагнитным полем снабжен термостатом для выравнивания до узкого предела технологической температуры (it - 10-20°С) зубчатой ленты 9 по ее сечению. Поддерживая индуктирующим током в ограниченном объеме массивного муфеля строго определенную температуру, удается за короткое время выравнить температуру по сечению непрерывно движущейся нагретой в индуктоpax зубчатой ленты 9. При прохождени лейты сквозь термостат она центрируется пазами 7, расположенными на консоли 6 направляющей 5, фиксируясь утолщенным сечением. Выполнение направляющей 5 в виде массивной опоры 11 с выносными центрирующими консолями б позволяет регулировать зазор между индукторами нагревателя 1-3 в Процессе нагрева.
Все индукторы питаются от одного генератора. Индукционный нагреватель работает как на ручном, так и в автоматическом цикле для широкого диапазона типов и размеров зубчатых лен
В результате использования предложенного индукционного нагревателя для непрерывно последовательной термообработки зубчатой ленты витого элемента рабочего органа хлопкоубороной машины (модель ХН-3,6) получены следующие преимущества: повышена равномерность нагрева листовых материалов переменного сечения (отклонения от технологической температуры по центру и периферии зубчатой ленты не превышают tl,5%); повышена производительность термообработки зубчатой ленты в 2-2,5 раза; улучшена геометрия зубчатой ленты после термообработки за счет снижения ее сабельности в 2-3 раза, повышена.стойкость индукторов нагревателя в 1,5-2 раза.
Формула изобретения
Установка для нагрева изделий, содержащая ряд последовательно установленных на станине индукторов и транспортное устройство, отличающаяся тем, что, с целью обеспечения равномерного нагрева изделий переменного сечения, установка снабжена термостатом и укрепленной на раме направляющей с продольным пазом, в котором размещена сменная
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нагрева изделий | 1984 |
|
SU1216221A1 |
| ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ | 1973 |
|
SU396375A1 |
| Индукционный нагреватель ферромагнитных деталей типа плиты | 1982 |
|
SU1072293A1 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2272367C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИНДУКЦИОННОГО НАГРЕВА ДЛИННОМЕРНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2221877C1 |
| Проточный индукционный нагреватель текучих сред | 2021 |
|
RU2773671C1 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2286394C2 |
| Установка для модифицирования чугуна | 1980 |
|
SU937519A1 |
| СПОСОБ НАГРЕВА ЖИДКИХ СРЕД | 2019 |
|
RU2755521C2 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, В ЧАСТНОСТИ ЛЕНТЫ | 2000 |
|
RU2187214C2 |
