Изобретение относится к металлургии, преимущественно к индукционному нагреву листовых материалов переменного сечения при непрерывном движении в различньгх технологических линиях их обработка,, и является усовершенствованием известной уста- новки для нагрева изделий по авт.. ев № 753911 о
Целью изобретения является повышение качества обработки изделий,
На фиг, 1 покй эна установка, о6- пщй вид на фиг о 2 - сечение А-А на фиг. 1,
Установка, содержит нагреватель. состоящий из трех ca юcтoятeльньпr. индукторов 1-3, установленн1-вс один за другим по ходу материала с регули руемым расстоянием меж;ду ниья- ;. вы- бираемыг в зависимости от заданной скорости нагрева полосы. Индуктор 3 снабжен тep focтaтo i 4 представляющей собой массивный огнеупорный муфель цилиндрической формы с зачеканенной термопарой.
Индукторы 1-3 закреплены с возможностью осевого перемещения на направляющей 5 с ВЫНОСНЬЕЧИ консолями 6э в которых прорезан продольный внутренний паз 7 для фиксации листового материала (зубчатой ленты). Паз 7 снабжен износостойкой сменной вставкой 8 из карборунда и повторяет по форме геометрию обрабатываемой зубчатой ленты 9, фиксируя ленту по ее утолщенному сечению (обушку) 10 от смещения относительно горизонтальной оси нагре.вателЯз и удерживая от смещения откосктель- но вертикальной оси нагревателя зубчатую периферию (лезвие) 11 лек- ты. Направляющая 5 выполнена из асбоцемента, и на ее массивном основании 12 выполнены пазы 13з с помощью которых направляющая 5 с индукторами 1-3 крепится к металлической раме (не показана). Каждый индуктор соединен токопроводамн со своей конденсаторной батареей (не показаны) Нагреваемая зубчатая лентд 9 перемещается транспортным устройством 14, содержащим натяжную станцию 15. Транспортное устройство 14 также крепится к металлической раме,
направляющей 5 выполнены попе-- речные пазы 16 таким образом, что их полость связана с полостью продольного паза 7. В пазах 16 оазме-1622,2
щекы вкладьпЕ 7, вьшолненные в виде- керамичеС1 :нх емкостей (лодочек) , заполненньгх испаряемым материалом (смесью) 18 Полость вкладышей 17 ;- связана с внутренней полостью пазов с 4енных вставок 8 посредством перфорации 19, выполненной в донной части вставок 8.
Установка для нагрева изделий
10 работает следующим образом.
Листовой материал (зубчатая лента) 9 непрерывно с помощью транспортного устройства 14 перемещается через индукторы 1-3, последователь 5 но нагреваясь в них до температуры 760 с со скоростью 150 200°С/с в первом индукторе, до температуры 860-1200°С со скоростью 10--50 с/с во втором рп-1дукторе., з котором
2fi устанавливается приближенно заданная технологическая температура об;.)аботки „ В термостате 4 температура обрабатываемого материала выравнивается по сечению с предельным
25 отклонением от технологической
не более 10-2Q С В процессе перемещения материал 9 непрерывно фиксируется в вертикальной и горизонтальной плоскостях карборундовой сменjg ной вставкой 8, размещенной в пазу
7направляющей 5.
При перемещении нагретый материал 9 разогревает материал вставки 8 до температуры 100-600-С в зависимости от расположения относительно
индукторов 1-3 (менее нагретые участки расположены в зоне индуктора 1 14 более нагретые - в зоне индуктора 3)s скорости осевого перемещения
материала и других технологических параметров нагрева. Под действием теплопередачи от материала вставки
8и прямого действия лучеиспускания от материла 9 сквозь перфорацию
19,, часть испаряемого материала 18 возгоняется, переходя в газообразное (пар) состояние, и заполняет внутреннюю полость вставки 8, вытесняя из нее воздух. Концентрация паров наполнителя в полости вставки
0 о
о контролируется по углеродному (азотному) потенциалу датчиком газоанализатора, установленным на выходе термостата 4 (не показан). Замена вкладышей 17 с испаряемым
з5 материалом 18 производится без ос- тановкя перемещения материала 9. Вьтолнение пазов 16 по всей длине направляющей 5 обеспечивает использование различных составов (смесей) испаряемого материала 18 как органического, так и неорганического присхождения, в зависимости от температуры их перехода в газообразное состояние, и определяется экспериментально в каждом конкретном случае по температуре, фиксируемой в 1 олости паза 16. Часть пазов 16. неиспользуемая для создания защитной атмосферы, запирается вкладышами
17без наполнителя 18, предотвращая подсос воздуха сквозь пазы 16 в полость сменной вставки 8.
Так как в процессе нагрева практически весь объем испаряемого материала 18 переходит в жидкое состояние, и только малая часть его в газообразное (пар), расход испаряемого материала минимален. Так, при ег объеме в емкости вкладыша 17 (в качестве испаряемого материала использован нафталин) 5,5 см и размещении вкладыша в пазу 16, расположенного в зоне действия индуктора 1, уменьшение объема испаряемого материала
18до 3,0 см зафиксировано при непрерывном нагреве зубчатой ленты из стали 65Г в течение 7,2 ч (одна
216221
. смена). В аналогичных условиях уменьшение объема испаряемого материала - азотнокислого калия при размещении вкладыша 17 в зоне действия индук- 5 тора 2 составило порядка 50% от номинала.
Все индукторы установки питаются от одного генератора, установка работает как на ручном режиме, to так и в автоматическом цикле для широкого диапазона типов и размеров листовых материалов.
В результате использования пред- Ложенной конструкции установки для нагрева изделий получены следующие преимущества.
Исключено окисление и обезуглероживание обрабатываемых изделий и очистка их от окалины, что, в конечном итоге, повысило качество обработки. Повьш1ен коэффициент использования металла при изготовлении изделия. Расширены технологичес- кие возможности установки в части обработки сталей, подверженных значительному окалинообразованию и обезуглероживанию при нагреве выше .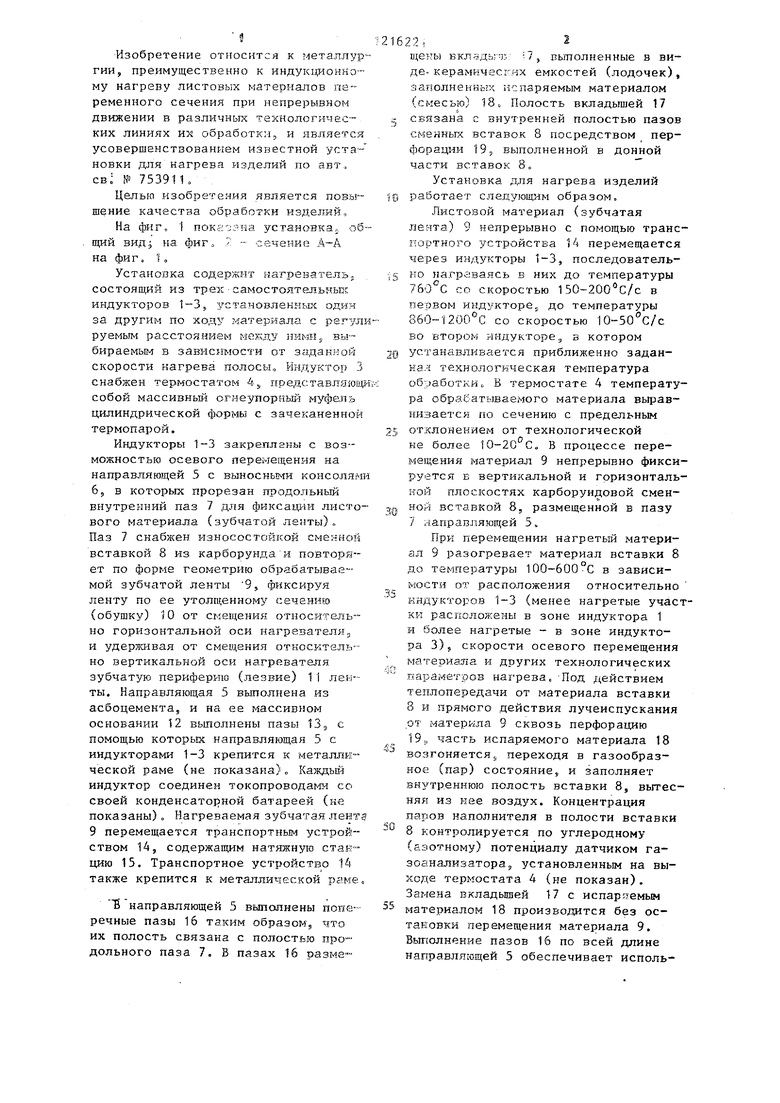

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нагрева изделий | 1977 |
|
SU753911A1 |
| Штамп для гибки листового металла | 1976 |
|
SU1360577A3 |
| Печь для индукционного нагрева изделий | 1977 |
|
SU826963A3 |
| Штамп для вытяжки с дифференцированным нагревом | 1989 |
|
SU1673242A1 |
| ТЕХНОЛОГИЧЕСКАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ УЗЛОВ ИЗ СТЕКЛА И МЕТАЛЛА И СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛОВ ИЗ СТЕКЛА И МЕТАЛЛА | 2021 |
|
RU2789268C2 |
| ЛИТЕЙНАЯ МАШИНА ДЛЯ ПОЛУЧЕНИЯ ВЕРТИКАЛЬНОЙ НЕПРЕРЫВНОЙ ЗАГОТОВКИ В МАГНИТНОМ ПОЛЕ И СПОСОБ ОХЛАЖДЕНИЯ ЗАГОТОВКИ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 1993 |
|
RU2113931C1 |
| Головка экструзионного пресса для обкладки листового материала | 1980 |
|
SU870172A1 |
| Установка для нагрева изделий в электролите | 1983 |
|
SU1263716A1 |
| Штамповый блок для изотермической штамповки | 1981 |
|
SU1006013A1 |
| Установка для изготовления листового изделия из полимеризуемого жидкого исходного материала | 1974 |
|
SU639429A3 |
фиг. г
| Установка для нагрева изделий | 1977 |
|
SU753911A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
