41
00 N3
-7
О
--2
2. Способ по п, 1, о т л и ч аю щ и и с я тем, что предварительно сформированные конструктивные слои боковых вертикальных стенок формы
изготавливают из материала, обладающего свойством адгезии к фотоотвержд аемой пластмассе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пневматических коммуникационных плат и форма для его осуществления | 1977 |
|
SU754139A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОСИСТЕМ | 2003 |
|
RU2323504C2 |
| ФОТОЧУВСТВИТЕЛЬНЫЙ ПОЛИМЕРНЫЙ СЛОИСТЫЙ МАТЕРИАЛ И ЕГО ТЕРМИЧЕСКАЯ ОБРАБОТКА | 2012 |
|
RU2545372C1 |
| Способ получения трехмерных объектов | 2016 |
|
RU2646086C1 |
| СВОБОДНАЯ ОТ СУРЬМЫ ФОТООТВЕРЖДАЕМАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ И ТРЕХМЕРНОЕ ИЗДЕЛИЕ | 2006 |
|
RU2408627C2 |
| КЕРАМИЧЕСКИЙ ДЕРЖАТЕЛЬ ОПТИКИ | 2010 |
|
RU2540972C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННЫХ ЗУБОВ | 2014 |
|
RU2632430C2 |
| Способ формирования трехмерного изделия из жидкого фотополимера с применением преобразования волнового фронта актиничного излучения и устройство для его осуществления | 2016 |
|
RU2722902C1 |
| Способ изготовления клавиш клавиатурного поля двухцветного литья | 1986 |
|
SU1433840A1 |
| ФОТООТВЕРЖДАЕМЫЕ КОМПОЗИЦИИ ДЛЯ ПОЛУЧЕНИЯ АБС-ПОДОБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2431879C2 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕС1СИХ КОММУНИКАЦИОННЫХ ПЛАТ путем изготовления светопроводящей формы, боковые вертикальные стенки которой параллельны, заполнения ее фотоотверждаемой пластмассой и облучения светопроводящей формы со стороны боковых вертикальных стенок, на которые нанесены изображения проекций внутренних каналов формируемого конструктивного слоя, с последующим удалением незатвердевших участков, отличающийся тем-, что, с целью упрощения технологии изготовления плат, в качестве боковых вертиа & кальных стенок формы используют предварительно сформированные конструктив(Л ные слои для изготавливаемой пне дматической коммуникационной платы.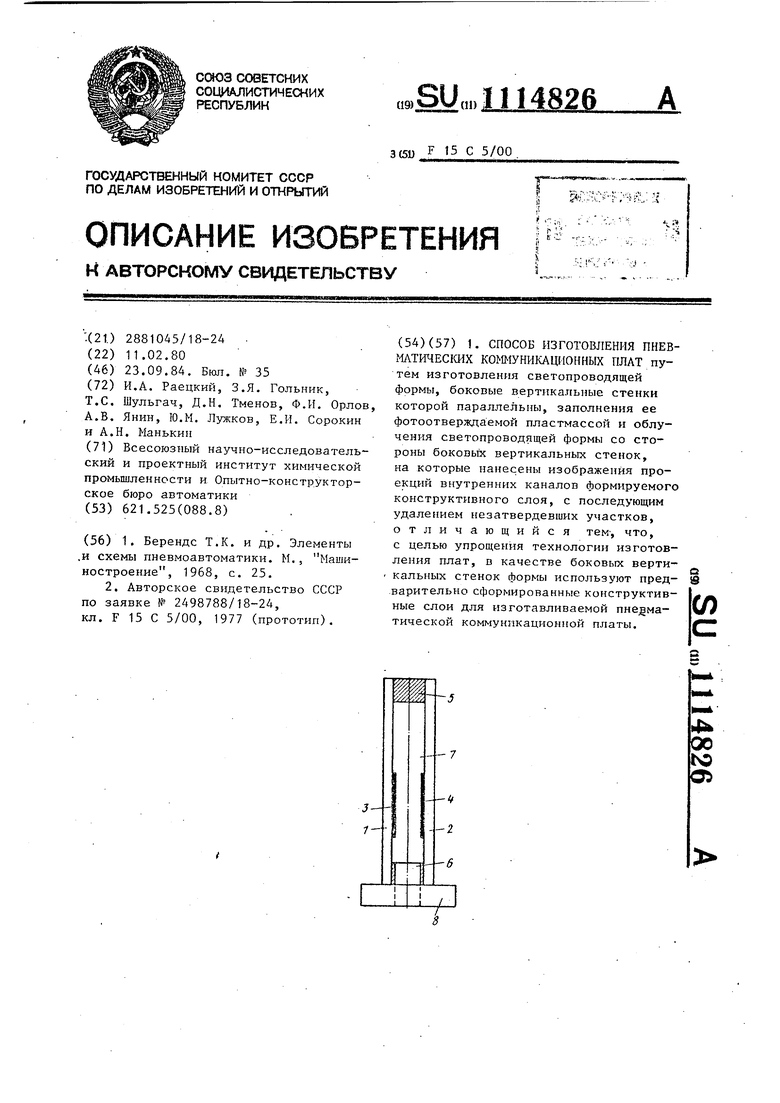
I Изобретение относится к автоматике, преимущественно к пневмоавтомати ке, и может быть использовано для изготовления коммуникационных плат и других пневмоавтоматических элемен тов. Известен способ изготовления пнев матических коммуникационных плат, включающий получение конструктивных слоев с полостями и последующую герметизацию соединений между слоями с помощью склейки Cl. Недостатком этого способа являетс высокая трудоемкость изготовления слоев, обусловленная наличием большого объема станочных работ, связанных с получением полостей каналов и отверстий, и необходимостью герметизации соединений между слоями скле иванием последних. Известен также способ получения пневматических коммуникационных плат для средств пневмоавтоматики путем фотохимического формирования конструктивных слоев с последующим их соединением в плату. Согласно известно му способу изготавливают светопроводящую форму, состоящую из боковых оптически прозрачных параллельных вертикальных стенок, на одну из кото рых нанесены проекции отверстий, а на другую проекции внутренних каналов формируемого конструктивного сло и зеркально расположенные проекции тех же отверстий и ограничительной рамки, задающей толщину будущего кон структивного слоя. Через имеющиеся в рамке отверстия светопроводящую форму З1аполняют фотоотверждаемой пластмассой, помещают между двух фронтально расположённых источников излучения и облучают со стороны боко вых вертикальных стенок. При этом на участках, соответствующих располо жению отверстий, композиция не отверждается. Поскольку изображения проекций соединительных каналов нанесены на внутренней поверхности только одной из боковых вертикальных стенок и отсутствуют на другой, то и контуры сечения каналов формируются со стороны той поверхности, на которую нанесено их изображение, а дно каналов - со стороны, на которой они отсутствуют, причем глубина канала обратно пропорциональна времени экспонирования. После экспонирования светопроводящую форму демонтируют и освобождают конструктивный слой, по:лученный в виде полуформы будущей коммуникационной платы, от не,отвержденной пластмассы 2. На геометрические размеры сечения канала влияют различные факторы - колебания в сети, светочувствительность композиции, расположение источников излучения и их конфигурация, оптические характеристики композиции и отвержденной массы. Влияние всех указанных факторов возрастает с увеличением толщины конструктивного слоя, что является главным недостатком известного способа. Последующий конструктивный слой получают аналогично,после чего контруктивные слои соединяют так, чтоы коммуникационные каналы (полости) казались внутри. Соединение и гермеизацию осуществляют клеем или фотоолимеризацией слоя пластмассы, нанеенного на внутренние поверхности онструктивных слоев. В обоих случаях перация характеризуется нанесением идкого состава на рельефную плосость. После соединения слоев четкость онтуров каналов, как правило, наруается - или во внутрь каналов попаает пластмасса (клей), или между ельефными плоскостями образуются каерны. В результате пропускная способ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Веранде Т.К | |||
| и др | |||
| Элементы .и схемы пневмоавтоматики | |||
| М., Машиностроение, 1968, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| КОМПЛЕКТ ОРТОПЕДИЧЕСКИЙ | 2012 |
|
RU2498788C1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
