Разрывные застежки типа «Мол, ния из двух проволочных сниралей, обычно изготовляемые из латунной проволоки, быстро деформируются, егледствие недостаточной твердости даже нагартованной латуни. Устранение указанного дефекта, производимое вручную, возможно лишь при небольпюй упругости проволоки.
Предлагаемый способ дает возможность заменить латун 1ую нроволоку стальной.
Из обычной стальной проволоки достаточной упругости на тех же стенках, которые применяются для изготовления латунных спиралей, навиваются стальные спирали, причем не требуется большой точности их нав-ивки и равномерности шага.
Одна из стальных спиралей, образуюш,ая замок, гофрированная, а одна гладкая (фиг. I); обе спиралей соединяются замыкателем. В каждую спираль вставляется гладкая оправка из куска стальной проволоки, длина которой на 40-50 мл1 больше застежки; таким образом опраВка выступает с обеих сторон за пределы застежки.
Выступаюшне концы оправок соединяются мелоду собой (любым образом) для сохранения их параллельности и в таком виде застежки со вставленными в них оправками подвергаются закалке посредством кратковременного нагрева до 600-650°С и затем быстро охлаждаются. Снятые с оправок спирали сохраняют приданную им правильную форму; упругость может быть повышена науглероживанием проволоки при нагреве.
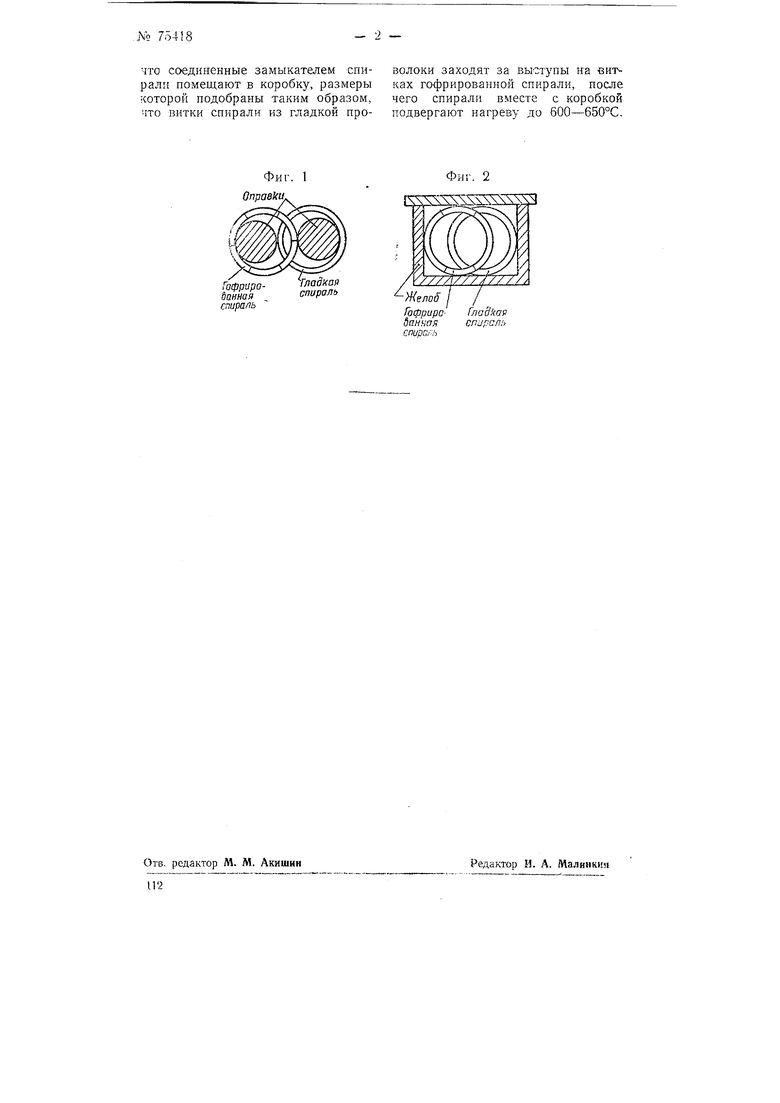
По другому варианту спирали могут закаливаться не на оправках, а в стальном -калиброванном желобе соответствующих размеров (фнг. 2).
Предмет изобретения
1.Способ правки стальных проволочных сниралей разрывных застежек типа «Молния путем нагрева их в напряженном состоянии, о т л и ч а ю ш, и и с я тем, что в гофрированную и гладкую спирали, соединенные замыкателем, вставляют стериап такого размера, чтобы каждый стержень одной своей стороной касался внутренней поверхности витков одной спирали, а другой стороной - наружной поверхности витков второй спирали, после чего спирали подвергают нагреву до 600-650°С.
2.Прием осуществления способа но п. 1, отличающийся тем
111
что соединенные замыкателем спирали помещают в коробку, размеры которой подобраны таким образом, что витки спирали из гладкой проволоки заходят за выступы на еитках гофрированной спирали, после чего спирали вместе с коробкой подвергают нагреву до 600-650°С.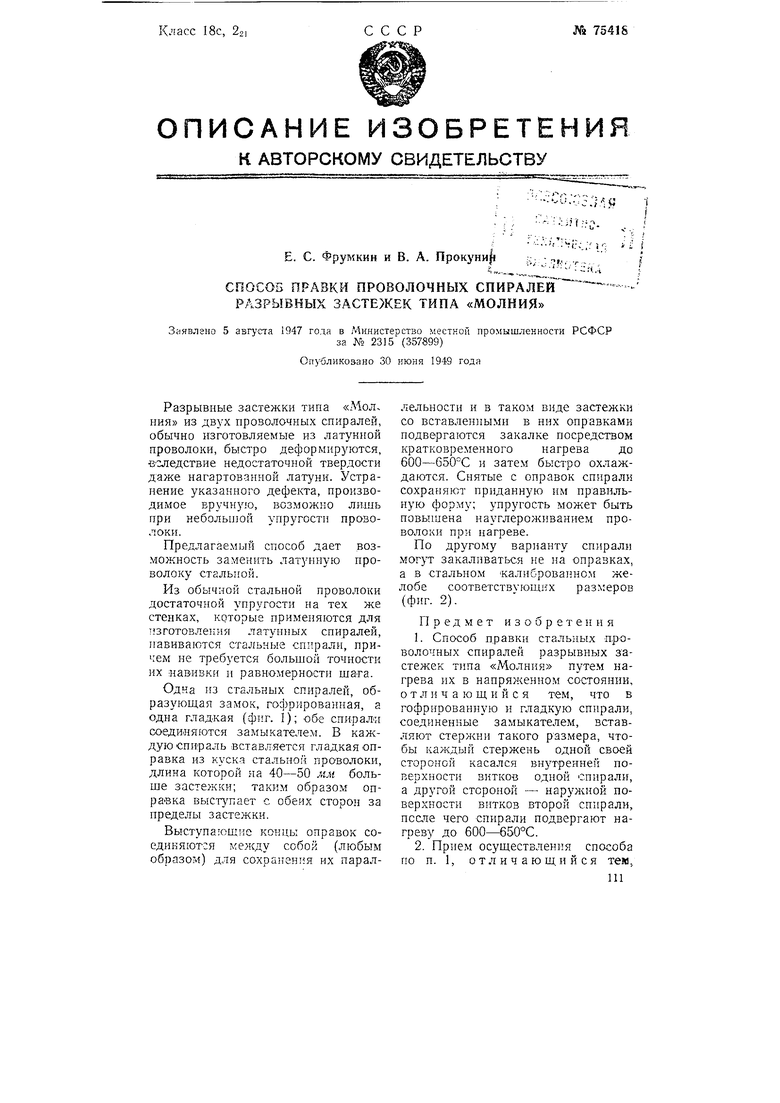
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки проволоки | 1988 |
|
SU1523235A1 |
| Станок для намотки проволочных спиралей на трубу | 1938 |
|
SU55305A1 |
| Способ изготовления гофрированных трубок | 1976 |
|
SU674342A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАТЯЖНЫХ ЗАЖИМОВ СПИРАЛЬНОГО ТИПА | 1993 |
|
RU2035104C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ САМОЗАТЯГИВАЮЩИХСЯ СТРОПОВ ИЗ КОЛЬЦЕВОГО ЖГУТА | 1994 |
|
RU2101118C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОСОВОГО АМОРТИЗАТОРА | 2011 |
|
RU2499925C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 1991 |
|
RU2007244C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО НЕТКАННОГО ПРОВОЛОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2532715C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУВСТВИТЕЛЬНЫХ ЭЛЕМЕНТОВ | 1971 |
|
SU293499A1 |
| ЯЧЕИСТО-КАРКАСНЫЙ МЕТАЛЛИЧЕСКИЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2231572C2 |
Фиг. Onpaeku
ГофрироЪанная
спираль
Фиг. 2 ESS3S5SS3SS553
г k7
f eflof
Гофрирс rfiaSkay банная спирал:-, cnups.:;;
