Изобретение относится к обработке проволоки в ювелирном производстве, в частности к изготовлению проволочной ткани (сетки) вязанием.
Известен способ (1) изготовления сетки из проволоки для ювелирных изделий, который включает следующие операции:
лево- и правостороннюю навивку проволоки на оправку;
получение спиралей;
параллельное расположение спиралей одного блока в горизонтальной плоскости с определенным шагом;
расположение спиралей другого блока под углом к первому блоку с тем же шагом;
расширение спиралей одного блока относительно спиралей другого блока с одновременным перемещением спиралей в осевом направлении (до сцепления первых витков спиралей разных блоков);
обpезание концов спиралей.
Основной недостаток способа (1) - невозможность изготовления сетки из проволок диаметром 0,2-0,3 мм в качестве ювелирного самостоятельного украшения. Это объясняется двумя факторами:
спирали, свитые из проволоки малого диаметра, выгибаются в непредсказуемую сторону (ввиду наличия внутренних напряжений), вследствие чего не могут быть параллельно уложены на плоской поверхности;
спирали, подлежащие свивке, имеют шаг, не превышающий величину в 0,8-1 мм, а возможность сохранения указанного шага между отдельными спиралями в процессе свивки чрезвычайно затруднительна.
С учетом сказанного, совместное синхронное вращение всех спиралей одного блока вокруг своих осей и одновременное осевое перемещение этого блока до его зацепления со спиралями другого блока практически невозможны, прежде всего в технико-технологическом плане.
Известен способ изготовления сетки из проволоки, в котором с целью облегчения условий свивки двух блоков спиралей, блоки размещают на заданном расстоянии друг от друга, а в процессе свивки полотно сетки перемещают возвратно-поступательно между блоками.
Этот известный способ также не может быть использован для свивки проволок из серебра диаметром 0,22-0,25 мм, ибо основным условием осуществимости способа является:
строго параллельная укладка спиралей на горизонтальной поверхности с сохранением этого положения при свивке;
прямолинейность самих спиралей.
Как выше указывалось, из-за наличия внутренних напряжений, деформирующих спирали, последние неопределенно изгибаются, что собственно и исключает применимость способа в наших целях.
Известен другой способ изготовления проволочной сетки, который в принципе отличается от заявляемого способа, однако может представить интерес как решение, совпадающее с заявляемым по общности поставленной цели.
Вместе с тем, общим недостатком известных способов вязания проволочных сеток является то, что полученные изделия, как правило, лишены гибкости (в лучшем случае изгибаются в одной плоскости) и в основном применяются в качестве вспомогательных элементов крепежа, например для ручных часов, амулетов, сувениров и т. п.
Принимая во внимание аналогичность некоторых технологических процессов по вязанию проволочной сетки, за прототип принимается способ [1] .
Целью изобретения является повышение качества свивки сеток.
Другой целью предложения является изготовление сетки (ткани), могущей служить как самостоятельный фрагмент (орнамент) рисунка ювелирного изделия.
Поставленные цели достигаются тем, что в способе, включающем операции навивки односторонней спирали и последующей свивки спиралей между собой, свивку производят путем сообщения одной из спиралей дискретного, возвратно-вращательного движения вокруг оси при условии одновременного удержания свободного конца вращаемой спирали в плоскости другой спирали и вращения в направлении, превышающем в суммарном отношении вращение в противоположном направлении.
Другим отличительным признаком способа является то, что угол лево- и правостороннего вращения свиваемой спирали не превышает 360-1080о.
Экспериментально доказана целесообразность осевого вращения спиралей именно в пределах 360-1080о, ибо такой угол исключает как локальное деформирование спиралей, так и деформирование последней по длине, гарантирует надежный, поштучный захват всех витков неподвижной спирали, а в случае пропуска одного из витков, допускает его повторный захват при следующих возвратно-вращательных движениях, сообщаемых свиваемой спирали.
На чертеже показана неподвижная спираль "а", уложенная на плоскую поверхность, свитая со спиралью "б".
П р и м е р 1 (конкретное осуществление способа). Для получения исходной спирали с межвитковым шагом 1,0-1,2 мм серебряная проволока (проба 916% ) толщиной 0,30-0,32 мм предварительно наматывалась на гибкую оправку (стальная жила толщиной 0,80 мм) на длину 30 см. После снятия проволоки с оправки, она вытягивалась в длину на 10,5-11,0 см (вручную) и разрезалась на две части. Одна часть спирали укладывалась на плоскую поверхность, ее первые витки зацеплялись с первыми витками вращаемой спирали, после чего последней сообщались прерывистые, возвратно-вращательные движения на угол не более 360-1080о. Вращение сообщалось с таким расчетом, чтобы осуществлять визуальный контроль за правильностью свивки спиралей. Вместе с тем, контролировалось также равномерное продвижение вращаемой спирали вперед (т. е. контролировалось суммарное преобладание вращения в одном направлении над вращением в противоположном направлении).
Важным фактором для повышения производительности свивки и надежности захвата всех без исключения витков является то, что во время свивки передний конец вращаемой спирали непрерывно направляется, т. е. пальцами свободной руки удерживается в той же плоскости, что и неподвижная спираль.
П р и м е р 2 (конкретное осуществление способа). Для получения исходного материала с диаметром 0,24-0,25 мм серебряная проволока (проба 999% ) диаметром 1,5-1,7 мм многократно подвергалась филеровке и после достижения диаметра 0,24 мм приобретала твердость, достаточную для сохранения формы спирали в течение всего времени работы с ней. Повышение твердости исходной спирали является результатом образующихся на ней наклепов при филеровке. После намотки проволоки диаметром 0,24 мм на оправку диаметром 0,40 мм, первая вытягивалась в спираль, длина которой в 3,4-5 раза больше первоначальной длины намотки. Спираль полученная вытяжением в длину за счет поверхностного наклепа сохраняет прямолинейность и твердость, исключающие возможность каких-либо деформаций при ее свивке. Сетка, полученная вышеописанным методом, представляется самостоятельным ювелирным украшением филигранной работы. Такая сетка обладает гибкостью ("дышит") по осям координат, свободно удерживает на поверхности эмаль, легко паяется по отдельным звеньям.
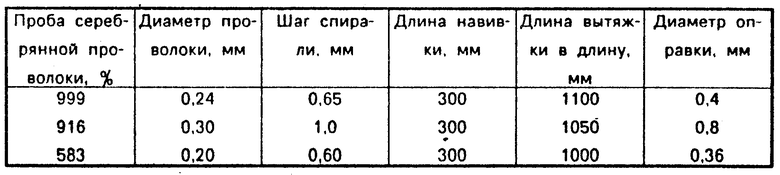
Результаты экспериментов по выявлению оптимальных технологических режимов получения исходных спиралей в зависимости от пробы серебра сведены в нижеследующую таблицу.
Из таблицы следует, что с увеличением диаметра проволоки соответственно возрастают как шаг спирали, так и диаметр. Например, при диаметре серебряного провода (проба 916% ) в 0,3 мм диаметр оправки должен быть в пределах 0,8-0,85 мм для обеспечения условия подвижности сетки в целом. Однако, данная сетка не имеет товарного вида, как самостоятельное произведение ювелирного искусства. Сетка, свитая из спиралей диаметром 0,3-0,32 мм, малоподвижна по оси ординат (т. е. по направлению свивки), исключает возможность ее покрытия глазурью, эмалью из-за сравнительно большей величины ячеек.
Практически целесообразным является также свивка сетки из серебряной проволоки (проба 583) диаметром 0,20-0,22 мм.
По причине большого процента содержания меди, такая проволока часто ломается и трудно свивается. Вместе с тем, при случайном образовании "барашка" он практически не выправляется, даже после вытяжения навивки в спираль, что в конечном итоге является причиной забракования данного куска проволоки.
Следует также указать на сложности работы с тонким нитевидным материалом, а также необходимость частого локального нагрева сетки в частях, где предусмотрена установка других элементов украшения.
Исследовательским путем установлено, что оптимальным является изготовление ячеистых ювелирных изделий из серебра пробы 999% , при диаметре проволоки, равным 0,23-0,25 мм, и диаметре оправки - 0,39-0,41 мм. (56) Авторское свидетельство СССР N 368915, кл. В 21 F 27/02, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАМКНУТЫЙ СВИТОЙ ЖГУТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130421C1 |
| СПОСОБ ФОРМИРОВАНИЯ СЕТКИ ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА, ИСПОЛЬЗУЕМОЙ ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2014 |
|
RU2591099C2 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2553302C1 |
| Способ подготовки металлической проволоки перед навивкой винтовых пружин | 2022 |
|
RU2785202C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНОЙ УПРУГОЙ ОБОЛОЧКИ | 2020 |
|
RU2744077C1 |
| Канатовьющая машина | 1975 |
|
SU540951A1 |
| Способ навивки бесконечных многопроволочных спиралей и станок для его осуществления | 1986 |
|
SU1493368A1 |
| ТРЕХСЛОЙНЫЙ ПОДШИПНИК СКОЛЬЖЕНИЯ | 1991 |
|
RU2029147C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО НЕТКАННОГО ПРОВОЛОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2532715C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |

Использование: в ювелирном производстве. Сущность изобретения: серебряную проволоку навивают на оправку. Полученные спирали растягивают в продольном направлении и располагают таким образом, чтобы продольные оси были параллельны одна относительно другой и вплетают одну спираль в другую путем сообщения одной из спиралей дискретного, возвратно-вращательного движения вокруг своей оси, а второй (неподвижной спирали) - в лево-и правостороннем направлениях поочередно, удерживая при этом свободный конец вращаемой спирали в плоскости неподвижной спирали. Суммарное количество вращений в одном направлении должно быть больше, чем в другом, а угол проворота вращаемой спирали равен 360 1080 . 1 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ преимущественно в качестве ювелирного украшения, включающий изготовление спиралей, расположение продольных осей спиралей перед свивкой в горизонтальной плоскости параллельно одна относительно другой и последующую свивку путем последовательного вплетения одной спирали в другую, отличающийся тем, что после навивки спираль вытягивают вдоль продольной оси, а вплетение первой спирали во вторую и последующих спиралей осуществляют путем сообщения одной из спиралей дискретного, возвратно-вращательного движения вокруг своей оси и другой неподвижной спирали в лево- и правостороннем направлениях поочередно, удерживая при этом свободный конец вращаемой спирали в плоскости неподвижной спирали, при этом суммарное количество вращений в одном направлении больше, чем другом, а угол проворота вращаемой спирали равен 360 - 1080o.
