В прокатном производстве значительный экономический эффект может быть достигнут удлинением обрабатываемых заготовок (листов, ленты, полос и т. д.), получаемых их стыковании. С этой целью обычно применяются стыковые сварочные машины стадионарното типа. Для .обеспечения непрерывной подачи заготовки («анример, листа) между сварочной машиной и прокатным станом (травильными ваннами или другим агрегатом) располагается специальный приемник, куда укладывается в виде гармоники запасный участок заготовок, используемый во время стыковой сварки концов листов.
С увеличением сечения свариваемой заготовки увеличивается мощность контактной стыковой машины и усложняется образование гармоники, требующей весьма больших габаритов.
Согласно настоящему изобретению, предлагается осуществлять стыкование листов путем сварки их электрической дугой под слоем флюса, производимой на движущейся тележке. Этот способ устраняет необходимость остановки движущихся листов и образования гармоники.
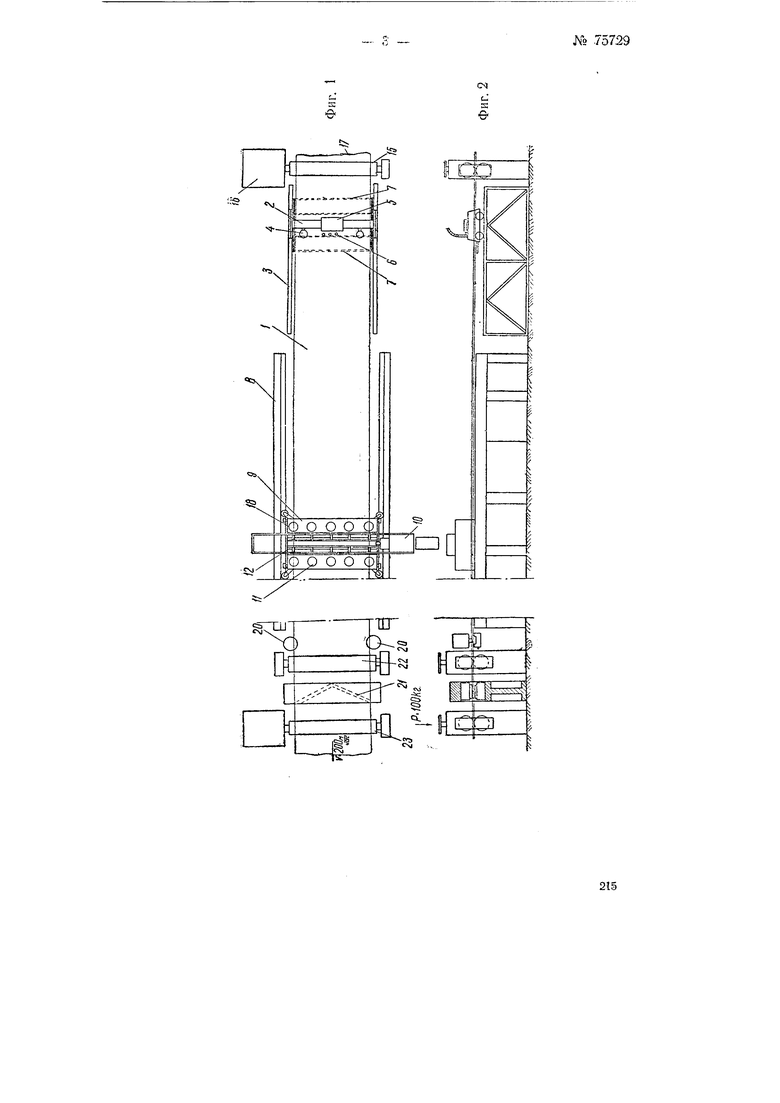
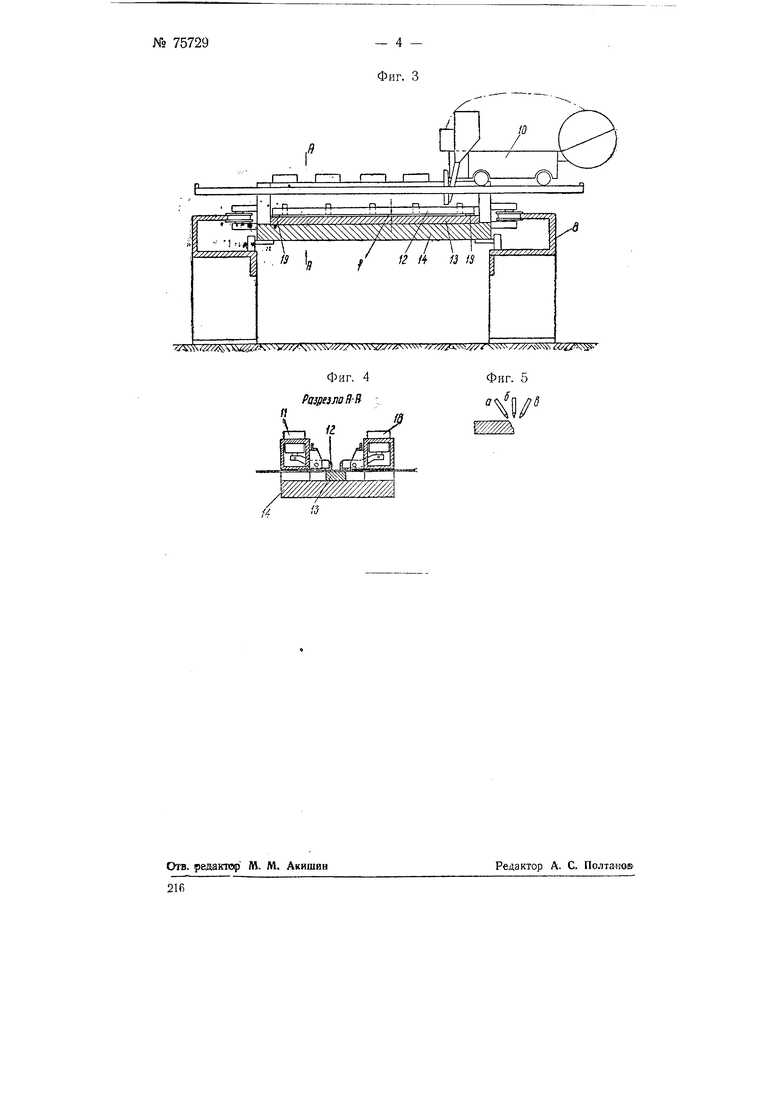
На фиг. 1 и 2 изображена в двух проекциях установка для осуществления предлагаемого способа; на фиг. 3 - поперечный разрез; на фиг. 4-разрез по А-Л; на фиг. 5- один нз узлов установки.
Когда конец ленты /, движ щейся справа налево, подходит к подвижной газорежущей машине 2, свободно перемещающейся по направляющим 3, оператор включает прижимы 4, которыми машина закреплена на листе /. Каретка 5 с тремя резаками 6 устанавливается в крайнее положение; два резака а и б производят обрезку кромки листа со снятием фаски (фиг. 5).
При обрезке другого конца листа работают резаки б и в. Свободный отрезок ленты опирается на рамки 7. После обрезки рамки повертываются и отрезанные части ленты падают вниз.
Когда конец листа / после обрезки доходит до правого конца жестких направляющих S, тележка 9 с установленным на ней сварочным трактором JO должна находиться в крайнем правом положении. Когда конец листа / поровняется с осью каретки, срабатывают левые цилиндры 1, прижимающие левую направляющую 12 к листу, а лист к медной прокладке J3, покоящейся на опаре 14. При этом тележка 9 начинает перемещаться влево со
21 л
скоростью перемещения ленты 200 м/час. Одновременно левый конец новой ленты пропускается через подающие ролики/5 с индивидуальным приводом /5. Его скорость при этом увеличивается так, чтобы конец ленты 17 нагнал Конец ленты 1 вблизи от правого конца направляющей 8. Когда концы / и 77 дойдзт до упора, скорость подачи роликов 15 приравнивается к скорости подачи листа 1 и одновременно срабатывают правые цилиндры 18, зажимая кромку листа 17.
После этого включается сварочный трактор 10 и осуществляется электродуговая сварка стыка Для уменьшения деформ-ации листов после сварки медная прокладка 13 имеет выгиб со стрелкой / (фиг. 3).
Для начала и конца сварного шва на медную прокладку кладутся планки 19, которые по окончании сварки обламываются пневмати1ескими молотками 20, включение которых осуществляется автоматлчески нажатием на курок планками 19 при их движении с лентой.
Снятие утолщения ленты производится клиновыми ножами 21 после выправления листа в валках 22. Подача листа 1 производится приводными валками 23, обеспечивающими необходимое тяговое усилие для снятия утолщения ленты.
Все описанные агрегаты, кроме газорежущей машины и сварочной установки, являются общими для любого устройства, предназначенного для стыкования листов.
Предмет изобретения
1.Способ стыкования концов непрерывно движущихся листов при прокатке по методу электросварки, отличающийся тем, что, с целью устранения остановки движущихся листов, применяют сварку электрической дугой под Слоем флюса, производимую на движущейся тележке.
2.Способ по п. 1, отличающийся тем, что перед сваркой концы свариваемых листов обрезают газорежущей машиной иля иным способом.
u ©
rujпГ
Ск
№ 75729
- 4 - Фиг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для автоматической стыковой электросварки | 1948 |
|
SU78922A1 |
| Способ контактной стыковой сварки сопротивлением | 1946 |
|
SU68090A1 |
| Способ изготовления металлических труб | 1988 |
|
SU1620172A1 |
| Устройство для зажима листов на стыковых сварочных машинах | 1949 |
|
SU90898A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| Устройство для контроля качества точечной сварки | 1944 |
|
SU68526A1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| УСТРОЙСТВО СТЫКОВОГО СОЕДИНЕНИЯ СВАРКОЙ ПОЛОС ЛИСТОВОГО ПРОКАТА | 2007 |
|
RU2436662C2 |
| Самоходная установка для стыковой электроконтактной сварки трубопроводов | 1975 |
|
SU541615A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |
Фиг. 4 Развезло Я-Я
i-L
Фиг. 5
6г
