1
Изобретение относится к сварке, а именао к устройствам для стыковой электроконтакт ной сварки трубопроводов большого диаметра.
Известна самоходная установка для сты- 5 ;ковой электрохонтактной сварки трубопрово:дов, содержащая сварочиую машину, устано Ленную на транспортном средстве, и привод его перемещения 1 .
Для транспортировки сварочного оборудо-; ю вания Б иизвестной установке используются j дорогостоящие транспортные средства - тру|боукладчики или специальные тракторы, имеюшие собственные.двигатели 1 что значительн|1) :пот 1шает их стоимость.i 15
: К-роме того, неравномерная загрузка злектростанции в процессе сварки трубопровода и перемещения установки от стыка к стыку
приводит к преждевременному выходу из строя
дизельных агрегатов.20
Целью изобретения является снижение ст оимости установки и обеспечение равномернор
загрузки электростанции.
Поставленная цель достигается тем, что
транспортное средство выполнено в виде pa-j- 25
;мы И неприводного рольганга для перемеще1ния свариваемых труб, состоящего из корпу са, снабженного тележками, установленными :с возможностью перемещения вдоль рамы, при этом привод перемещения тележек вдоль ;рамы выполнен в виде лебедки, установлен-) ной на корпусе рольганга, концы троса которой жестко закреплены на концах рамы, а привод перемещения транспортного средства вдоль трубы выполнен в виде второй лебедки, смонтированной на раме,, тросы которой пос редством системы блоков связаны с зажим4ми, закрепленными на трубопроводе по обе jcTopoHbi от установки.
I
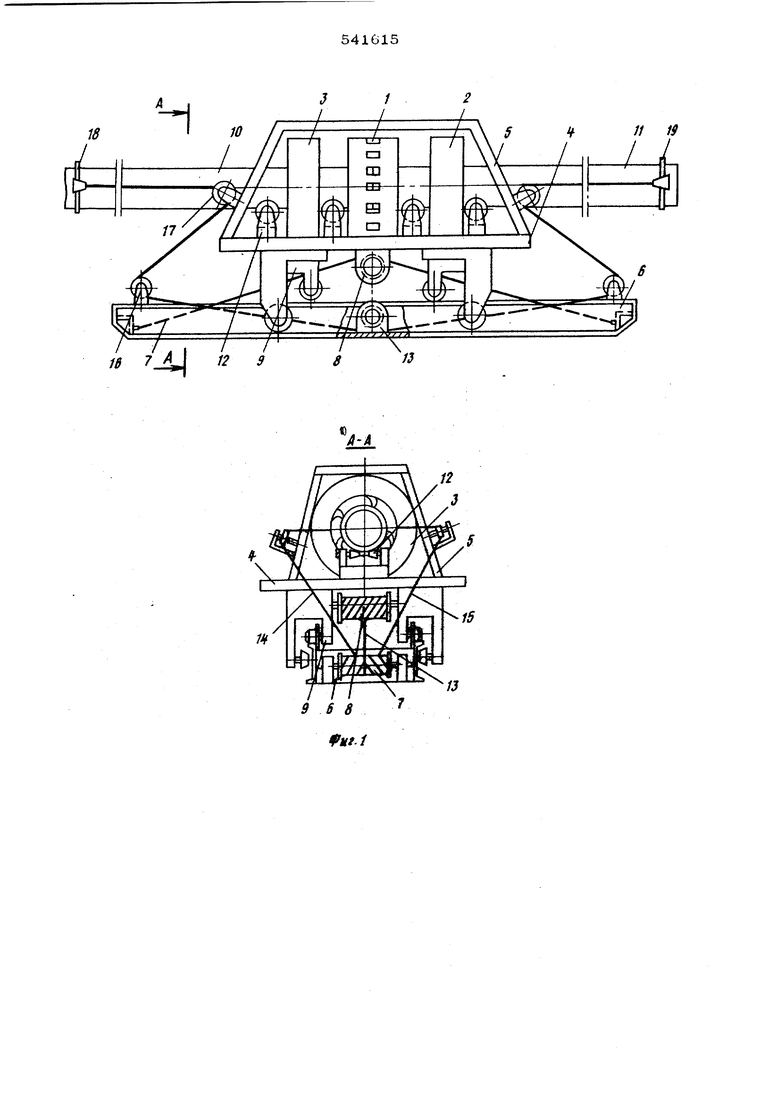
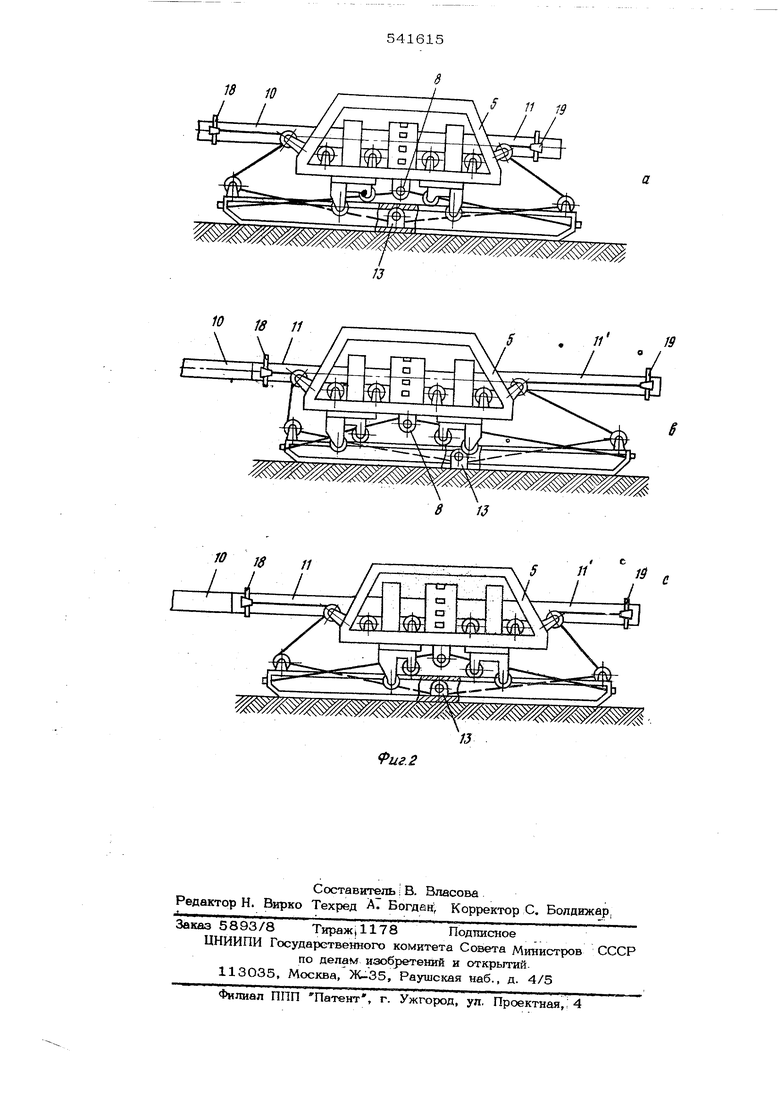
На фиг. 1 показана установка, общий вид 1и разрез по А-А: на фиг. 2 - последовательiHOCTb операций в строительстве трубопроводов с использованием предлагаемой установки.
Самоходная установка для стыковой элек- гроконтактной сварка трубопроводов большох о диаметра содержит сварочную машину 1, за |ЧИстное устройство 2 и наружный гратосни метель 3, смонтированные на корпусе 4 неп1рнводного рольганга 5. Рама 6 трансиортнок го средства связана с корпусом 4 непрквод ного рольганга 5 посредством троса 7, который охш1тывает барабан лебедки 8, закрепленной на корпусе 4 неприводного рольгаша 5, Концы троса 7 закреплены по концам 6. На корпусе 4 неприводного рольганга 5 закреплены четыре тележки 9, позволяющие перемещать с помощью лебедки 8 неприводной рольганг S по раме 6. Свариваемые 10 и 11 в процессе сварки опираются На ролики 12 неприводного рольганга 5.Вт(- (О рая лебедка 13, барабан которой охватывают два троса 14 и 15, установлена на раме 6, Тросы 14 и 15 проходят через блоки 16 раме 6 к блоки 17 на корпусе 4 неприводного рольганга 5. Концы каждого из тросов is 14 и 15 попарно закреплены в зажимах и 19, установленных соответственно на CBaf риваемых трубах 10 и 11. Самоходная установка для стыковой элекк троконтактной сварки трубопроводов большо-| 20 го диаметра работает следующим образом. По окончании сварки очередного стыка корпус (4 неприводного рольганга 5 перемен щается вправо на расстояние, равное рассто|янию между позицией сварки и позицией уда1- 25 (ления наружного грата, причем это переме|щение осуществляется лебедкой 8. При вращении ее барабана по часовой стрелке праБый конец троса 7 наматывается на барабай (укорачивается), а левый его конец сматы-: 3( вается (удлиняется). А так как концы 7 закреплены по концам рамы 6, то и происходит перемещение вправо корпуса 4 непри- водного рольганга 5 на тележках 9 по рам0 6. Стык труб 10 и 11 оказывается в зоне 35 действия инструмента наружного гратоснима теля, которым и удаляется наружный грат. Затем установка перемещается для сварки очередного стыка к правому торцу трубы 1:. с помощью лебедки 13 и ее тросов 14 и 16, концы которых попарно закреплены в зажимах 18 и 19, Перемещение установки осуществляется за счет вращения барабана лебедки 13 по часовой стрелке. При этом пра|вые концы тросов 14 и 15 наматываются на барабан (укорачиваются), а левые концы
сматываются с барабана (удлиняются). Поско;-ьку концы rjpocoB 14 и 15 закреплены с помощью зажимов 18 и 19 на трубопроводе то jycTaHOBKa перемещается вправо до тех пор, покаГблсжи 17, укрепленные на правой стороне корпуса 4 неприводного рольганга 5, не упрутся в зажим 19. Для перемещени я 5
рой посредством системы блоков связаны с зажимами, закрепленными на трубопроводе по обе стороны от установки.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство N9334770 of 4.02.70г. кл. В 23 К 31/06, прототип. установки к очередному стыку сваренного трубопровода 10-11 с помощью трубоукладчнка пристыковывается очередная труба 11,; ;которая с помощью сварочного манипулятора, находящегося внутри трубопровода, центрует|ся и соединяется с трубопроводом 10-11. Отсоединенные ранее от трубопровода 10-11 зажимы 18 и 19 закрепляются внов на трубе 11 и очередной пристыкованной i трубе 11. Затем с помощью лебедки 13 yci|aновка перемещается вправо до тех пор, пок левый торец пристыкованной трубы не ока.жется в зачистном устройстве 2, После очистки торца трубы установка пе+ |ремещается вправо до тех пор, пока труба ,11 и привариваемая труба И окажутся в зоне сварки сварочной мащины 1. Для точной установки сварочной мащины 1 на стык может быть использована лебедка 8. Затем проводят стыковую сварку непрерывным оплавле.кием трубы 11с трубой 11. После этого весь процесс сварочно-монтажных работ по строительству трубопровода повторяется. Формула изобретения Самоходная установка для стыковой элек|троконтактной сварки трубопроводов, содержащая сварочную машину, установленную на транспортном средстве, и привод его перемешения, отли чающаяся тем, что, с целью снижения стоимости установки и o6fecпечения равномерной загрузки электростанции , транспортное средство выполнено в виде рамы и неприводного рольганга для пере4мещенйя свариваемых труб, состоящего из корпуса, снабженного тележками, установпейными с возможностью перемещения вдоль рамы, при этом привод перемещения тележек вдоль рамы выполнен в виде лебедки, устанк ленной на корпусе рольганга, концы троса которой жестко закреплены на концах рамы, а привод перемещения транспортного средства вдоль .трубы выполнен в виде второй леб(вдкн, смонтированной на раме, тросы кото-I А 16 7 А 12 9

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
| Стационарная автоматизированная установка для стыковой контактной сварки секций труб | 1988 |
|
SU1519858A1 |
| Установка для сборки и сварки трубных секций | 1990 |
|
SU1810265A1 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| Сварочный комплекс | 1983 |
|
SU1696210A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Машина для стыковой электроконтактной сварки труб большого диаметра | 1973 |
|
SU500934A1 |
| Трубомонтажная линия и трубонакопитель трубомонтажного комплекса | 1990 |
|
SU1820128A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
14
П
