Предметом изобретения является приспособление д,чя правки овалов концов свариваемых труб, применяемых в ма)41стральны. сетях.
Известные того же назначения приснособлеиия обладают тем педостатком, что их применение ограничено диаметром труб и вьпюдимо овальности.
В предлагаемом приспособлении этот педостаток устранен. С целью получения при правке конца трубы пе)еменного диаметра обкатывающей поверхности, в ием применены конические ролики, помещенные в прорезях полого цилиндрического кориуса приспособле1 ия и поддерживаемые 11анравляюн1нми зажимами.
Измеиеиие диаметра обкатывающей поверхиости, образован.иоп коническимн ролика.ми, осуществляется конусным нолым ва,-ом, при возвратно-иостунателыюм двнженни которого внутри корпуса приспособления конические ролики передвигаются в радиальном нанравлении. Выправление овальности конца трубы, номещенного eждy внешней цнлипдрической опорной поверхностью и виутренней обкатывающей поверхностью с меняющнмся диаметром, осун;ествляется возв)атно-постуцательным и вращательпым движениями конусного полого вала. Такое ириснособленпе просто по конструкции, может быть изготовлено для любого днаметра труб, применяемых в магистральных сетях (газопровода и др.), и может быть иснользовано как на заводе, так и на строительной нлондадке в нолевых условиях.
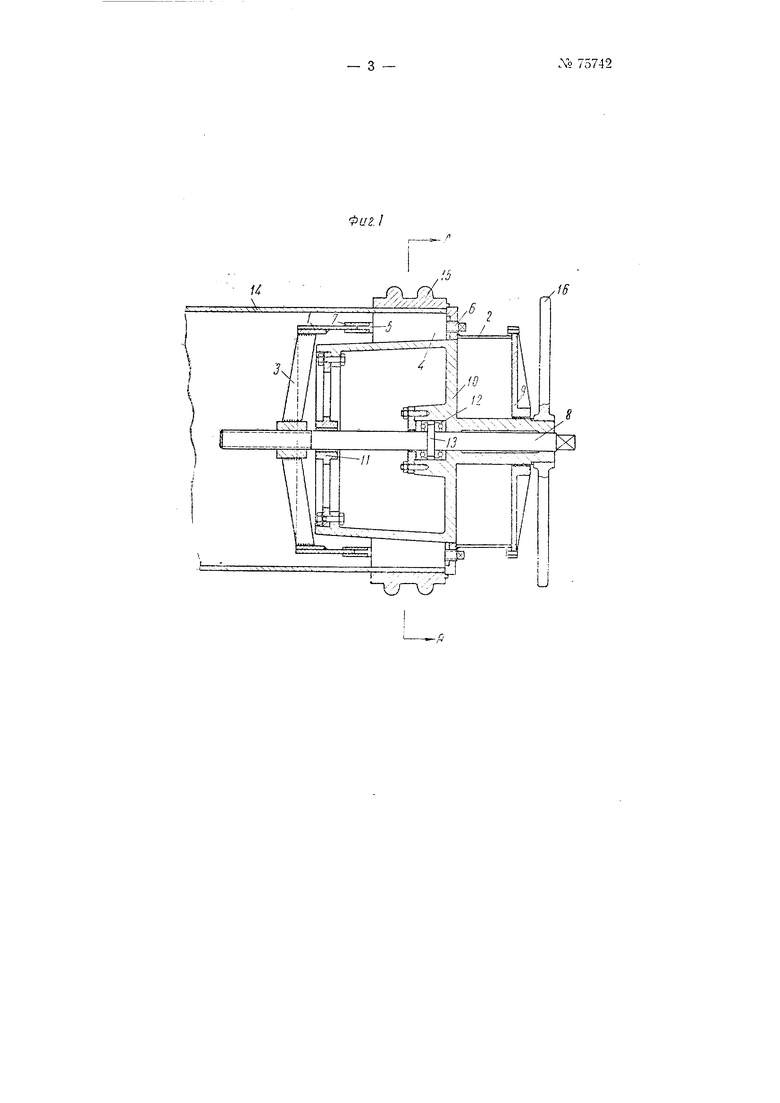
11а фиг. 1 изображено приспособление в продольном разрезе; на фнг. 2-разрез того же приспособлепия по АА на фиг. 1.
В ирорезях полого цилиндрического корпуса / с кожухом 2 и траверсой 3 размещены конические ролики 4, поддерживаемые направляющими 5 и 6 и зажимами 7.
Впутри кориуса / и кожуха 2 с крыщкой 9 на валу 8, имеющем винтовое соединение с траверсой 3, помещен конусььп полый вал 10
№ 75742- 2 -
с oncpiioii крестовиной // и yiiopiiijiM подшипником 12, взаимодействчющим с буртиком 1-3 вала 8.
Прп вращении вала 8 происходит возвратно-поступательное движение конусного полого вала 10, который, воздействуя своей вг.ешн.ей поверхностью на конические ролики 4, перемеп1,ает их в радиальном направлении, чем достигается изменение диаметра обкатывающей поверхности, образованной коническими роликами 4.
В иерабочем положении конусный нолый вал 10 находится в крайнем правом положеи11и, при котором обкатьпваюп ая поверхность имеет наименьший диаметр.
В рабочем по,юже1 ии коиусный нолый нал 10, неремеш,аясь ностун-ательно, прижимает конические ролики 4 к внутренней поверхности направляемого конда трубы 14, обхваченного снаружи опорной поверхностью, состояи ей из двух стянутых болтовым соединением полуколец, 15. Для производства обкатки роликами 4 внутренней поверхности конца трубы полый вал 10 приводится в качательное движение от руки при помощи воротка 16.
Пред м е т и з о б р е т е и и я
1.Приснособленис для нравки овалов концов свариваемых труб, о т л и ч а ю щ е е с я тем, что, с целью образоваиия рабочей поверхности переменного диаметра при правке трубы, применены радиально переставные конические ролики, помещенные в нрорезях корпуса приспособления и поддерживаемые направляюишми с зажимами.
2.Форма выполпения приспособления но п. 1, отличающаяся тем, что для изменения днаметра обкатывающей поверхности, образованной коническими роликами, применен конусный полый вал, при возвратно-поступательном движении которого конические ролики передвигаются в радиальном направлеции.
i6
С7(