Известны станки с эксцентричным расноложеиием отверстии для нравки проволоки, с вращающимися барабанами для правки и резки, с цанговыми зажимами и поперечно прокаткой с помощью плашек с возвратно-цост пательным движением для получения между ними изделия нужного профиля.
Особенность предлагаемого составляет осун1ествлеиие профильnoii прокатки при прямом и обратном движении суппорта, несущего накатные нлащки.
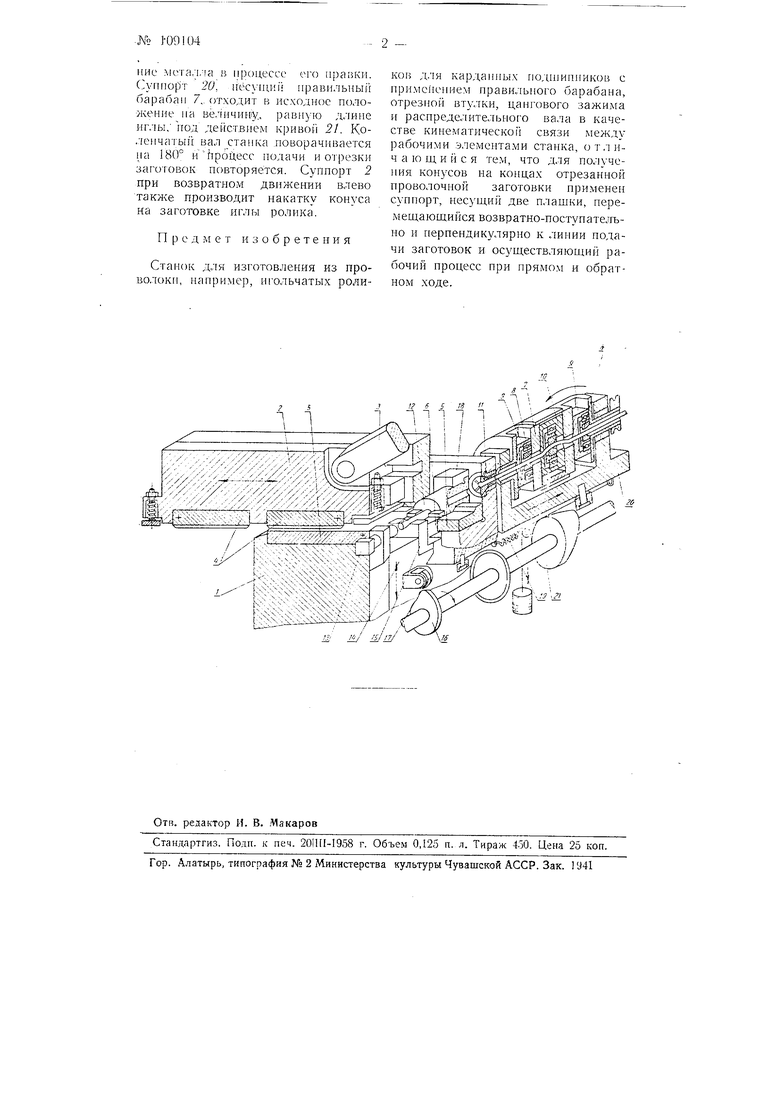
На чертеже изображен в разрезе станок д.гя изготовления иго/н чатьх роликов.
()к состоит из станины / и подвижного суппорта 2, получа1ои1его возвратно-поступательное движение от шатуна 3. Суппорт 2 снабжен накатными плапгками 4 с заборными частя.ми, направленными в противоположные стороны. В станине / закреплены две плашки 5 с заборными частями, иаправленными друг к другу. Установочная плитка 6 обеспечивает правильное положение отрезанно заготовки перед подачей ее для накатки конусов.
Бунт прово.юки. 11од..1, обработке, надевается на снсцна.Пзную кагуин;у. К,()нец П;К)во.;ОКн нроп скается в ирави,1ьныГ| барабан 7 через OTBCpcTiiH фи,-1ь,ср Л , закреплен1 ы в неподвижных Kpaihinx ползунах 9. (реднн|1 по.чзун 10 с tji.ibepoii (V- т1О.1вижныГ| н ioжoт перемещаться П вертикально ПЛОСКОСТ,
создавая H3ri 6aioi Uiii момент, обеспеч ва оп1И г качест ю правк прово.токи. Прово.юка ioc. Л проход т через зажн. //, отрез о 12 I у1 1рается в торе, ()рн()го , бо. /о.
14, НеСуН ОТрСЗНО ЮЖ /,)
н упор, олучая движе1 ие от распредс,. ы1ого ва, через ку.чачок /6
ролик 17, ОДИ МаеТСЯ ВерХ
отрезает ) Г.1). после чего
онуекается вниз, (хппорт 18, несу12, отхо. от
.иГ отрезную вту,
ОЖа 15 в СТОрО у ОД
отрез ого
1ружн 1ы 19 на расстоядe cтв eсвободу , обеспечнва О1 ее 2. (лпнорт 2,
движе1 ия суппорту
двигаясь вправо, акать вает
ia заготовке иг.ты ролика. Суппорт
18 TopHOBofi часть о отрез он втулк 1
J2 упирается в цангу //
и сжилгает ее креп.чепис металла в процессе его iipaiiKH. (yniiopT 20, несущий правильный барабан 7„ отходит в исходное положение па величину., равную длине иг,1Ы. Угод действием кривоГ 21. Коленчатый вал станка новорачпвается па 180° иЬроцесс подачи н отрезки заготовок повторяется. Суппорт 2 при возвратном движении влево также производит накатку конуса на заготовке иглы ролика.
Пред м с т и 3 о б р е т е н и я
Станок для изготовления из проволокн, например, игольчатых роликов д.ш карда1П1ых подп ипников с применением правильного барабана, отрезной втулки, цангового зажилга п распределительного вала в качестве кинематическо связи между рабочими элементами станка, отличающийся тем, что для получения конусов на концах отрезанной проволочной заготовки применен суппорт, несундий две плашки, пере Мещающийся возвратно-поступательно и перпендикулярно к линии подачи заготовок и осуществляющий рабочий процесс при прямом и обратном ходе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления роликов для игольчатых подшипников | 1955 |
|
SU105110A1 |
| Автоматическое устройство для накатывания резьбы | 1986 |
|
SU1447504A1 |
| Накатной автомат | 1973 |
|
SU440196A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |
| Автомат для изготовления крюков | 1959 |
|
SU130874A1 |
| Автоматический станок для изготовления костылей из проволоки | 1950 |
|
SU91717A1 |
| Плоскопрокатный автомат | 1979 |
|
SU837523A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА В ЗОНУ ОБРАБОТКИ | 1990 |
|
RU2028855C1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| Правильно-отрезной автомат | 1982 |
|
SU1026908A1 |
