Согласно изобретению, предлагается конвейерная машина для одновременного автоматического нанесения глазури на внутренние и внешние цилиндрические поверхности изделий типа каменно-керамических канализационных труб.
Машина для глазуровки кера;М;Ических труб представляет собой линейный конвейер, позволяющий полностью автоматизировать пульверизацию труб глазурью. Вспомогательные же. операции (устаиовка да тележки конвейера- и снятие их с конвейера для погрузки на вагонетку тоннельной печи) цроизводятся рабочими при помощи специальных пневматических подъемных приспособлений.
Сущность устройства поясняется фиг. 1-5.
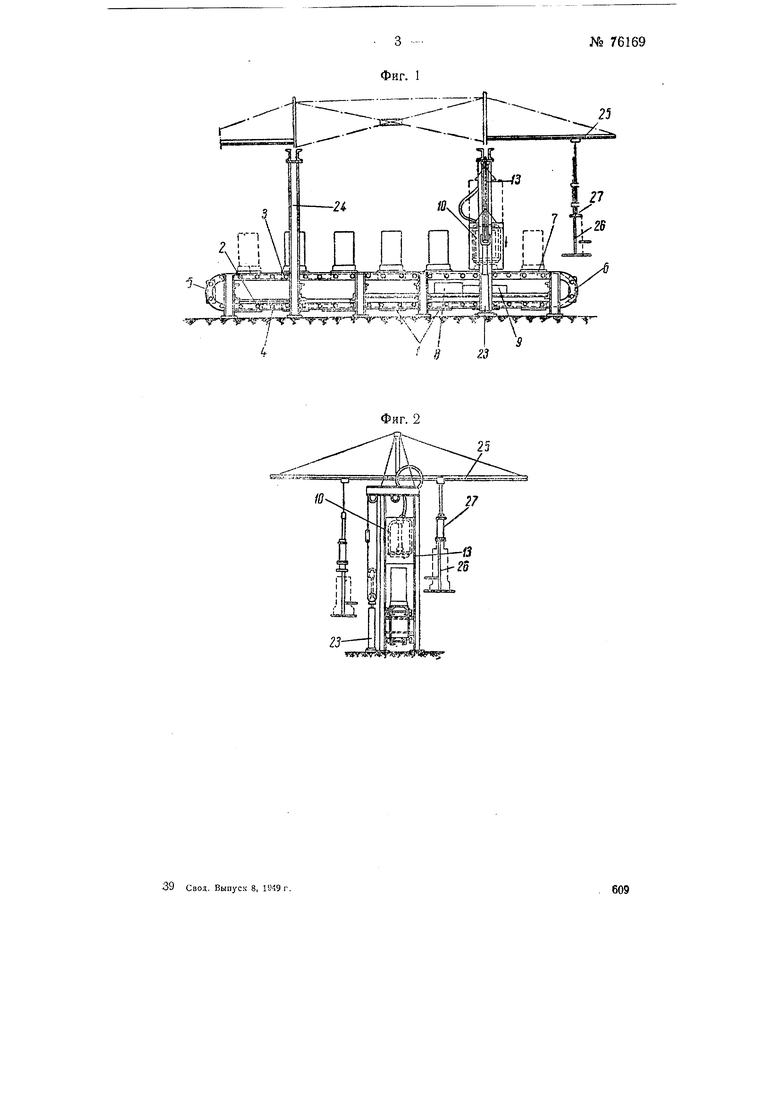
Тяговым орга.ном канвейер.а служит бесковечная цепь из 16 двухосных тележек / на роликах 2 (фиг. 1-3). Тележки соединены между собой промежуточными пластинами с опорными роликами.
Тележки / перемещаются по двум замкнутым рельсам из щвеллеров, состоящим каждый из двух -горизонтальных вставок 5 и и двух закруглений 5 н 6. Внутренние поло сти швеллеров образуют иаправляюи -ие для роликов верхней и дижней ветвей цепи. Калодая тележка совершает свой рабочий путь по верхним встав-кам 3 направляющ.их, поворачивается на закруглениях 5, возвращается в переднюю часть мащины, перемещаясь по нижним вставкам 4 и пройдя закругления 6, снова становится в рабочее положение 7. Направляющие рельсы одновремен-но являются основной стан-ИБой мащины, на которой смонтированы все ее узлы и детали.
Приводом мащины служит тяговый гидравлический -насос 8, установленный горизонтально над нижней ветвью цепи тележек. Шток 9 порщ-ня, ооверщая возвратно-поступательные движения, обеспечивает периодические перем1ещения цепи, необходимые для цикличной работы пульвер изующего устройства W.
Когда рабочая жидкость (масло) поступает в левую полость цилиндра насоса, щток 9, выдвигаясь, соверщает свой холостой ход. Каждая тележка на одной из своих осей несет по два качающихся упора 11 (фиг. 4). При холостом ходе щтока его поперечный стержень 12 не встречает препятствий, так как упоры 11 тележек отклоняются. Когда же масло начинает поступать в пра607
вую полость цилиндра насоса и шток 9, достигнув своего предельного положения, начинает втягиваться, совершая свой рабочий ход, стержень 12 штока захватывает упоры 11 и вся цепь при этом перемещается на один шаг, равный рабочему ходу штока 9.
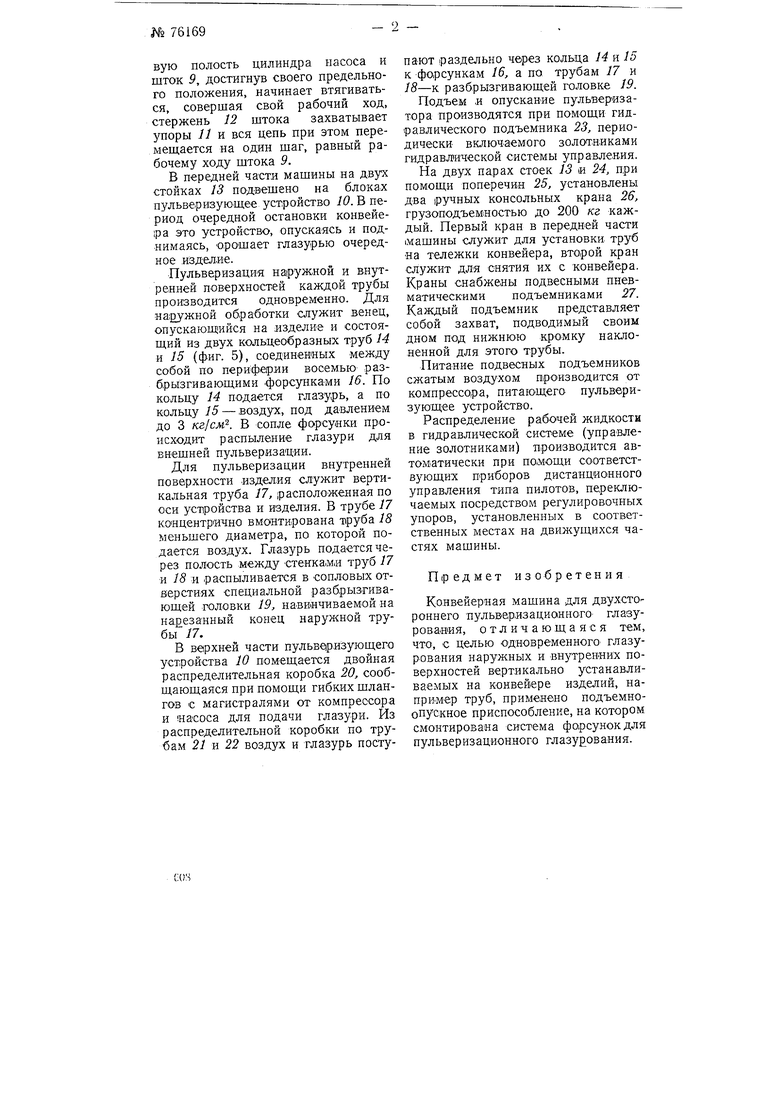
В передней части машины на двух стойках 13 подвешено на блоках пульве.ризующее устройство 10. В период очередной остановки конвейеipa это устройство, опускаясь и поднимаясь, орошает глазурью очередное изделие.
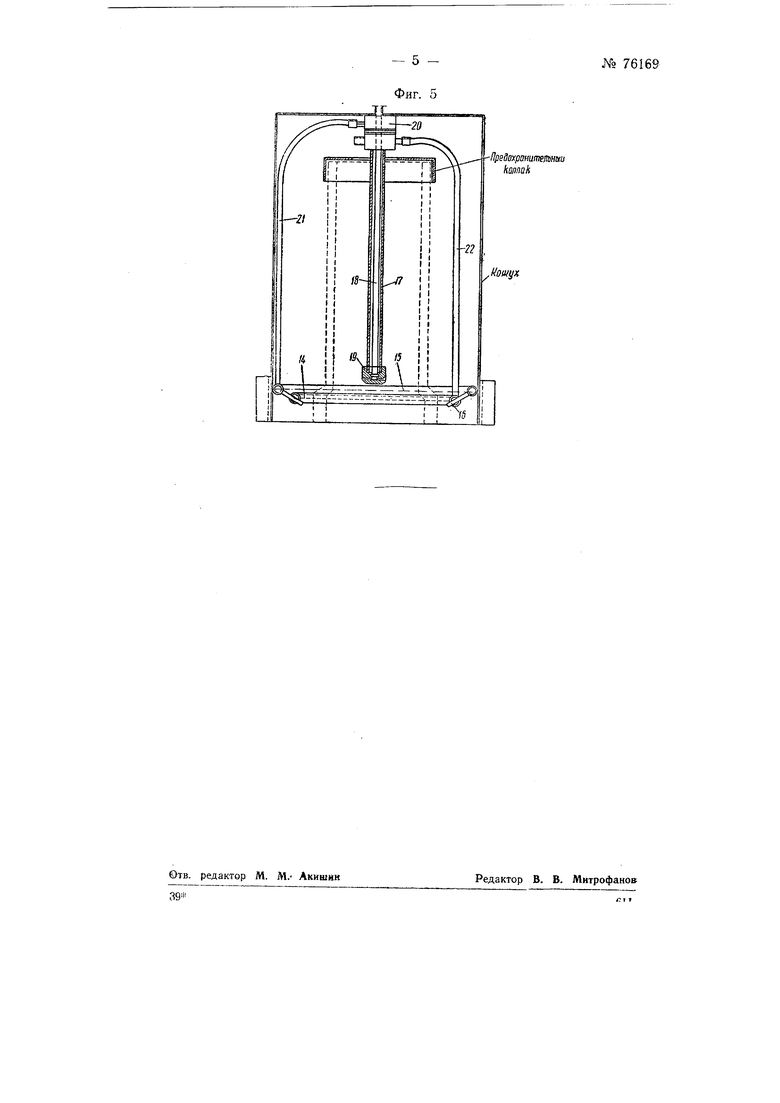
Пульверизация наружной и внутренней поверхностей каждой трубы производится одновременно. Для на;дужной обработки служит венец, опускаюш1ийся на изделие и состояший из двух кольцеобразных труб 14 и 15 (фиг. 5), соединенных между собой по периферии восемью разбрызгивающими форсунками 16. По кольцу 14 подается глазурь, а по кольцу 15 - воздух, под давлением до 3 кг/см. В сопле форсунки происходит распыление глазури для внешней пульверизации.
Для пульверизации внутренней поверхности изделия служит вертикальная труба 17, расположенная по оси устройства и изделия. В трубе 17 концентрично вмонтирована труба 18 меньшего диаметра, по которой подается воздух. Гл-азурь подается через полость между стенками труб 17 и 18 и распыливается в сопловых отверстиях специальной разбрызгиваюшей головки 19, навинчиваемой на нарезанный конец наружной трубы 17.
В верхней части пульве|ризующего устройства 10 помещается двойная распределительная коробка 20, сообщающаяся при помощи гибких шлангов с магистралями от компрессора и насоса для подачи глазури. Из распределительной коробки по трубам 21 и 22 воздух и глазурь поступают раздельно через кольца 14 и 15 к форсункам 16, а по трубам 17 и 18-к разбрызгивающей головке 19.
Подъем и опускание пульверизатора производятся при помощи гидравлического подъемника 23, периодически включаемого золотниками гидравЛ1ической системы управления.
На двух парах стоек 13 « 24, при помощи поперечин 25, установлены два ручных консольных крана 26, грузоподъемностью до 200 кг каждый. Первый кран в передней части машины служит для установки труб «а тележки конвейера, второй кран служит для снятия их с конвейера. Краны снабжены подвесными пневматическями подъемниками 27. Каждый подъемник представляет собой захват, подводимый своим дном под нижнюю кромку наклоненной для этого трубы.
Питание подвесных подъемников сжатым воздухом производится от компрессора, питающего пульверизующее устройство.
Распределение рабочей жидкости в гидравлической системе (управление золотниками) производится автом атически при помощи соответствующих приборов дистанционного управления типа пилотов, переключаемых посредством регулировочных упоров, установленных в соответственных местах на движущихся частях машины.
Предмет изобретения
Конвейерная машина для двухстороннего пульверлзационного глазурования, отличающаяся тем, что, с целью одновременного глазурования наружных и внз треННих поверхностей вертикально устанавливаемых на конвейере изделий, например труб, применено подъемноопускное приспособление, на котором смонтирована система фо1рсунокдля пульверизационного Глазунования.
25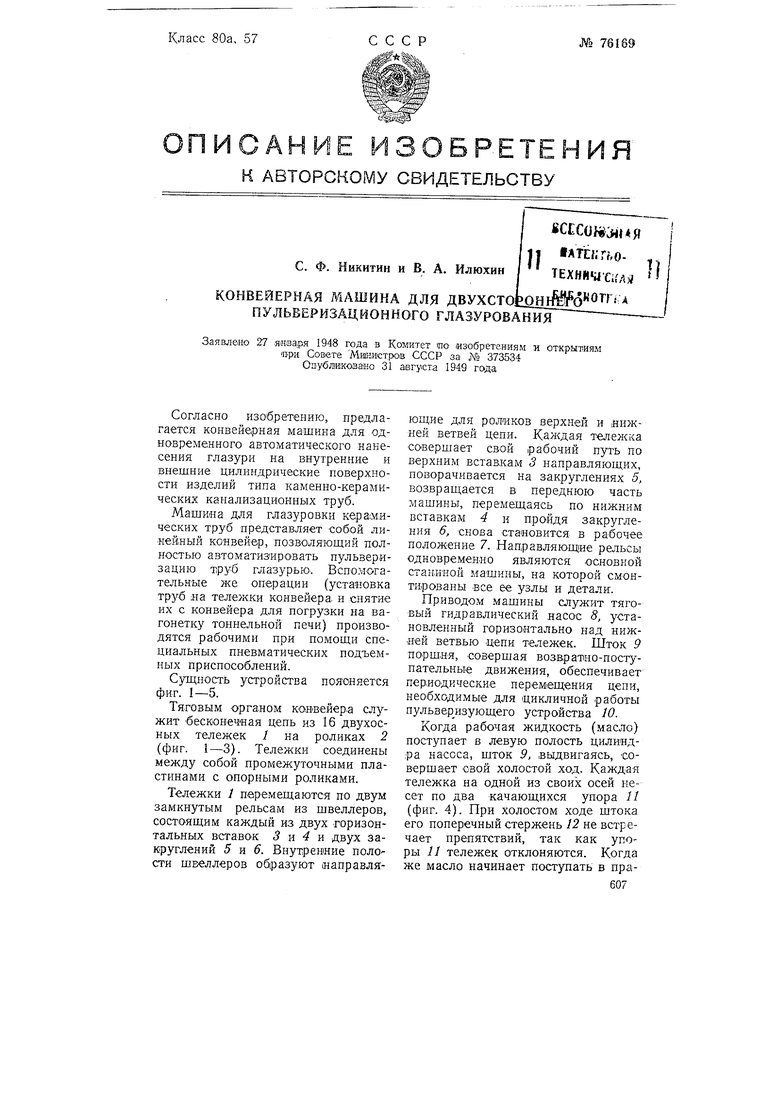
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для глазирования тарелок и других керамических изделий | 1932 |
|
SU32361A1 |
| Механизированная линия для ремонта электрооборудования | 1988 |
|
SU1561152A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1995 |
|
RU2054354C1 |
| Машина для глазирования тарелок и других керамических изделий | 1934 |
|
SU44174A1 |
| Машина для укладки в штабель с перевязкой однородных предметов | 1950 |
|
SU91536A1 |
| ШАГАЮЩИЙ КОНВЕЙЕР | 1970 |
|
SU268989A1 |
| Двухъярусная конвейерная линия для изготовления строительных изделий | 1978 |
|
SU992188A1 |
| Устройство для сборки кирпичных блоков | 1956 |
|
SU109193A1 |
| Установка для обработки слизистых субпродуктов | 1980 |
|
SU862880A1 |
| Машина для полунепрерывной отливки чугунных раструбных труб | 1960 |
|
SU131868A1 |
39 Своя. Выпуск 8, 1И9г.
25
609
№ 76169
- 4 Фиг. а
Фиг. 5
UpeSoKpHHumsjamu kmak
Uoujyx
