Изобретение относится к сельскохозяйственной технике и электротехнике и может быть применено при ремонте автотракторного электрооборудования.
Цель изобретения - расширение технологических возможностей путем уве- личения номенклатуры ремонтируемых изделий.
На фиг.1 показана технологичес- кая схема ремонта автотракторного электрооборудования; на фиг.2 -тележечный конвейер механизированной линии для ремонта электрооборудования,на фиг.З - тележка с быстросменным контейнером; на фиг.4 - установка конечного выключат ел я J на фиг . 5 - направляющий an- парат;на фиг.6 - разрез А-А на фиг.З; на фиг.7 - напорный патрубок моечной машины с поворотными соплами;на фиг .8 - разрез Б-Б на фиг.7;на фиг.9 -устройство для дефектации привода стартера; на фиг. 10 - устройство для напрессов- ки коллектора на вал якоря.
Механизированная линия для ремонта электрооборудования состоит из те- лежечного конвейера 1 с приводом 2, объединяющего участок 3 разборки, моечную установку- 4, участки дефектации 5, комплектации деталей 6 с накопителем и сборки 7, В линию также входят участок ремонта 8 с подвесным конвейером 9, включающий намоточные станки 10 и.приспособления для ремонта отдельных узлов, участок 11 испытаний и обкатки с установленными испытательно-обкаточными стендами 12, связанными между собой подвесным конвейером 13, участок 14 окраски с окрасочной камерой 15 и подвесным конвейером 16, участок 17 консервации и склада готовой продукции, обслуживаемый конвейером 18. Передача электрооборудования с участка 11 на участок 14, с участка 14 на участок 17 производится с помощью манипуляторов 19. На участке
.
0
0
5
17консервации для снятия с конвейера,
18готовых изделий и укладки их в та- ру 20 предусмотрен манипулятор 21.
Тележечный конвейер 1 (фиг.2) состоит из тележек 22, шарнирнб связанных между собой посредством пальца и объединенных в горизонтально-замкнутую транспортирующую цепь. Натяжение конвейера обеспечивается натяжным устройством 23.
Тележечный конвейер 1 связан с приводом 2 через промежуточное звено,выполненное в виде роликовой цепи. При этом пальцы, соединяющие тележки, входя г своими концами в зазоры между роликами.
Конструкция тележечного конвейера 1 обеспечивает возможность его аварийной остановки, а также управление в ручном режиме, он может работать как в ручном, так и в автоматическом режиме.
Такт движения конвейера обеспечивает пульт 24 управления (фиг.1). Тележечный конвейер снабжен конечным выключателем 25, имеющим связь с каждой тележкой посредством пальца 26 (фиг.З), установленного в сочленении .тележек.
На каждой тележке установлен быстросменный решетчатый контейнер 27.
Каждый тип контейнеров 27 (фиг.З) рассчитан на определенную марку или группу однотипных агрегатов и представляет собой набор ячеек 28, крюков 29, обеспечивающих свободный доступ моющего раствора к закреплямым в них (на них) деталям, узлам и надежное крепление в процессе мойки в моечно-сушилъной машине.
Кроме того, контейнеры 27 одновременно выполняют функцию, оргоснас- тки,, обеспечивающей возможность проведения ремонта агрегатов за счет того, что для каждой детали ремонтируемого узла в контейнере имеется свое
место (крючок, ячейка), на котором эта деталь находится при операциях мойки, ополаскивания, сутки, дефек- товки, а также (в случае ее годности без ремонта) на операциях комплектации и сборки.
Моечная установка 4 состоит из бассейна 30, моечной машины 31 и сушильной камеры 32.
Одна из ветвей тележечного конвейера проходит через бассейн.30с моющи раствором,моечную машину 31 гдепроиз- водится ополаскивание,и сушильную камеру 32,снабженную электрогакафом 33.
Бассейн 30 представляет собой сварную прямоугольную конструкцию с семью гребными винтами 34, расположенными на двух противоположных стенках и с обеих сторон ветви тележечного конвейера в шахматном порядке. Расстояние между винтами соответствует расстоянию между осями тележек в горизонтальной плоскости.
Гребные винты установлены гоосно с направляющим аппаратом 35, имеющим радиальные ребра 36, соединяющие внутреннюю и наружную of-ечайки. Концы ребер загнуты под углом к оси обечаек. Такая конструкция повышает скорость потока моющей житкссти без увеличения мощности привода гребных винтов.
Дно бассейна выполнено с наклоном в сторону спускного крана, что облегчает промывкл/ бассейна. Для чистки в бассейне предусмотрены люки 37.
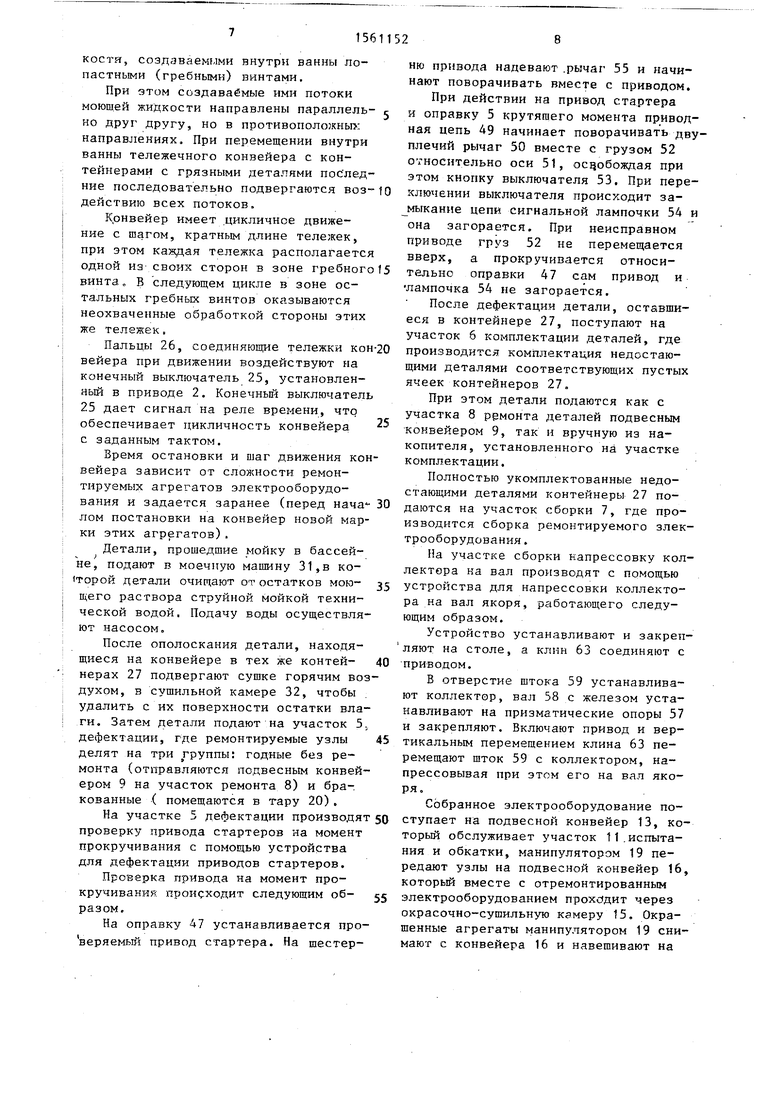
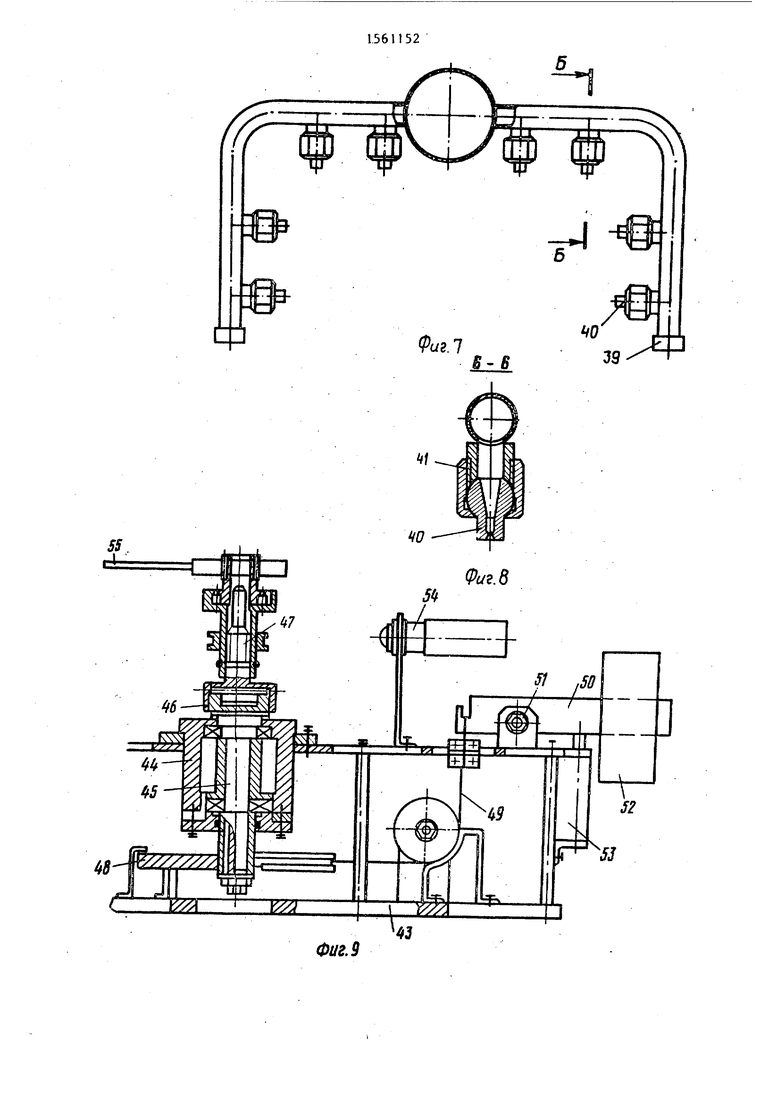
Моечная машина 31 содержит ополаскивающую систему 38, теппообмен- ник и фильтровальное устройство.
Ополаскивающая система выполнена в виде группы напорных патрубков 39 с установленными на них соплами 40, которые крепятся накидными гайками 41. Сферическая форма корпуса сопел позволяет получить развернутую под углом до 60° и поворачивать сопла.
Угол поворота сопел устанавливают в зависимости от расположения деталей на тележечном конвейере.
Сушильная камера содержит тепло- вентиляционный агрегат 42,предназначенный для подогрева рециркулируемо- го воздуха и состоящий из центробежного вентилятора с электродвигателем, 4 паровых колориферов и системы воздуховодов.
Нагнетательный воздуховод присоединен к воздухораспределительной зо
10
20
не, а всасывающимi - к воздухоприем- ной. В воздухоприемнои зоне расположен влагоотделитель и фильтры, служащие для конденсации аэрозолей из воздуха перед входом в вентилятор.
В состав ремонтно-технологическо- го оборудования и оснастки, предназ- наченк эй для выполнения разборочно- сборочных и ремонтных работ входят два гидравлических пресса, устройство для разборки и сборки роторов, устройство для дефектации приводов стартеров, устройство для дефектовки подшипников, устройство для разборки и сборки коллектора якорей стартеров с приспособлением для напрессовки коллектора и другой технологической оснастки.
Устройство для дефектации привода стартеров (фиг.9) состоит из корпуса 43, подшипникового узла 44 и вяла 45. На верхнем конце вата при помощи гайки 46 закреплена сменная шли- 25 цевая оправка 47. Нижний коней вала 45 при помощи шкива 48 и приводящей цепи 49 соединен с двуплечим рычагом 50, установленным на оси 52. К корпусу 43 прикреплены выключатель 53 и лампочка 54. Рычаг 55 служит для создания внешнего крутягаего момента.
Приспособление для напрессовки коллектора на вал якоря (фиг.10) состоит из плиты 56, двух призматических опор 57 для укладки вала 58 якоря с железом, штока 59, установленного в кронштейне 60 свободно, ролика 61, регулируемого упора 62 и клина 63, соединенного с приводом (не показан).
Механизированная линия для ремонта электрооборудования работает следующим образом.
Подлежащие ремонту агрегаты электрооборудования (стартеры, генераторы магнето, распределители, выключатели и др.) в таре 20 подают со склада на участок 3 разборки, где их разбирают на отдельные узлы и детали, которые помещают в контейнере 27. В этих контейнерах ремонтируемые узлы проходят через моечную установку 4, где одновременно производят мойку как механических деталей, так и узлов, содержащих обмотки. Мойку осуществляют с применением синтетического моющего средства с повышенным моющим действием при температуре раствора . Мойку производят турбулен- тными (вихревыми)потоками моющей жиц30
35
40
45
50
5
кости, создаваемыми внутри ванны лопастными (гребными) винтами.
При этом создаваемые ими потоки моюшей жидкости направлены параллель- но друг другу, но в противоположных направлениях. При перемещении внутри ванны тележечного конвейера с контейнерами с грязными деталями последние последовательно подвергаются воздействию всех потоков.
Конвейер имеет цикличное движение с шагом, кратным длине тележек, при этом каждая тележка располагается одной из своих сторон в зоне гребного винта „ В следующем цикле в зоне остальных гребных винтов оказываются неохваченные обработкой стороны этих же тележек,
Пальцы 26, соединяющие тележки кон вейера при движении воздействуют на конечный выключатель 25, установленный в приводе 2. Конечный выключатель 25 дает сигнал на реле времени, что обеспечивает цикличность конвейера с заданным тактом.
Время остановки и шаг движения конвейера зависит от сложности ремонтируемых агрегатов электрооборудования и задается заранее (перед лом постановки на конвейер новой марки этих агрегатов) .
Детали, прошедшие мойку в бассейне, подают в моечную машину 31,в ко- tropoft детали очищают от остатков мою- щего раствора струйной мойкой технической водой. Подачу воды осуществляют насосом.
После ополоскания детали, находящиеся на конвейере в тех же контей- нерах 27 подвергают сушке горячим воздухом, в сушильной камере 32, чтобы удалить с их поверхности остатки влаги. Затем детали подают на участок 5, дефектации, где ремонтируемые узлы дехшт на три группы: годные без ремонта (отправляются подвесным конвейером 9 на участок ремонта 8) и бракованные ( помещаются в тару 20).
На участке 5 дефектации производят проверку привода стартеров на момент прокручивания с помощью устройства для дефектации приводов стартеров.
Проверка привода на момент прокручивания происходит следующим об- разом.
На оправку 47 устанавливается про веряемый привод стартера. На шестерню привода надевают рычаг 55 и начиают поворачивать вместе с приводом.
При действии на привод стартера оправку 5 крутягаего момента приводая цепь 49 начинает поворачивать двулечий рычаг 50 вместе с грузом 52 тносительно оси 51, освобождая при том кнопку выключателя 53. При перелючении выключателя происходит за- ыкание цепи сигнальной лампочки 54 и она загорается. При неисправном приводе груз 52 не перемещается вверх, а прокручивается относительно оправки 47 сам привод и ампочка 54 не загорается.
После дефектации детали, оставшиеся в контейнере 27, поступают на участок 6 комплектации деталей, где производится комплектация недостающими деталями соответствующих пустых ячеек контейнеров 27„
При этом детали подаются как с участка 8 ремонта деталей подвесным конвейером 9, так и вручную из накопителя, установленного на участке комплектации.
Полностью укомплектованные недостающими деталями контейнеры 27 подаются на участок сборки 7, где производится сборка ремонтируемого электрооборудования .
На участке сборки напрессовку коллектора на вал производят с помощью устройства для напрессовки коллектора на вал якоря, работающего следующим образом.
Устройство устанавливают и закреп- ляют на столе, а клин 63 соединяют с приводом.
В отверстие штока 59 устанавливают коллектор, вал 58 с железом устанавливают на призматические опоры 57 и закрепляют. Включают привод и вертикальным перемещением клина 63 перемещают шток 59 с коллектором, напрессовывая при этом его на вал якоря.
Собранное электрооборудование поступает на подвесной конвейер 13, который обслуживает участок 11 испытания и обкатки, манипулятором 19 передают узлы на подвесной конвейер 16, который вместе с отремонтированным электрооборудованием проходит через окрасочно-сушильную камеру 15. Окрашенные агрегаты манипулятором 19 снимают с конвейера 16 и навешивают на
конвейер 18, который тоставляет их на склад готовой продукции, где их вручную или с помощью манипулятора 2 снимают с конвейера 16 и помещают в тару.
Формула изобретения
1. Механизированная линия для ремонта электрооборудования, содержащая замкнутый тележечный конвейер с приводом его перемещения, на котором расположено по ходу технологического процесса оборудование и оснастка для разборки, моечная машина, снабженная соплами для подачи жидкости и сушильной камерой, оборудование дефекта- ции, подвесной конвейер для комплектации деталей, оборудование для испытаний собранных изделий, отличающаяся тем, что, с целью расширения технологических возможностей путем увеличения номенклатуры ремонтируемых изделий, содержит бассейн с моющим раствором, снабженный гребными винтами с направляющими аппаратами, расположенными в бассейне с двух сторон ветви в шахматном порядке с шагом, соответствующим расстоянию между осями тележек, устройство для напрессовки коллектор на вал якоря, расположенное на участке ремонта, устройство для дефекта- ции привода стартера, расположенное
на участке дефектацин, при этом бассейн расположен перед моечной машиной, а ветвь тележечного конвейера расположена в зоне бассейна.
2.Линия по п.1, отличающаяся тем, что сопла установлены с возможностью их поворота.
3.Линия поп.1,отличаю- 0- Щ з я с я тем, что направляющий аппарат выполнен в виде внутренней и внешней обечаек с установленными между ними радиальными ребрами, при этом со стороны, противоположной гребному
5 винту, концы ребер выполнены под углом к оси обечаек.
4.Линия по п.1, отличающаяся тем, что тележки конвейера снабжены быстросменными контей0 нерами.
5.Линия по п.1, отличающая с я тем, что устройство для напрессовки коллектора выполнено в виде плиты, на которой смонтированы
5 упор, кронштейн с отверстием, перпендикулярным упору, призматические опоры для установки якоря, расположен ные между упором и кронштейном, штока, на одном конце которого установ0 лены стакан для размещения коллектора, а на другом - ролик, и привода, снабженного клином, при отом шток установлен в отверстии кронштейна и подпружинен к нему, а клин контактирует с роликом.


| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия для ремонта электрооборудования | 1991 |
|
SU1801239A3 |
| МОЕЧНЫЙ КОМПЛЕКС | 2005 |
|
RU2288787C1 |
| Линия комплектации листовых деталей | 1977 |
|
SU665955A1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС РЕМОНТА ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ | 2008 |
|
RU2383457C2 |
| Шаговый конвейер | 1974 |
|
SU600043A1 |
| Складной контейнер | 1989 |
|
SU1629219A1 |
| Поточная линия для нанесения покрытий на изделия | 1991 |
|
SU1811913A1 |
| ДВУХУРОВНЕВАЯ МОЕЧНАЯ МАШИНА С ДЕФЕКТОСКОПОМ | 2006 |
|
RU2318614C1 |
| Конвейерная система | 1986 |
|
SU1328253A1 |
| АВТОМАТИЗИРОВАННЫЙ ЦЕХ ДЛЯ ИЗГОТОВЛЕНИЯ ИЛИ РЕМОНТА ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕСНЫХ ПАР | 1999 |
|
RU2165835C1 |


Изобретение относится к сельскохозяйственной технике и электротехнике и может найти применение при ремонте автотракторного электрооборудования. Целью изобретения является расширение технологических возможностей путем увеличения номенклатуры ремонтируемых изделий. Механизированная линия для ремонта электрооборудования содержит тележечный конвейер 1 с приводом 2, объединяющий участок 3 разборки, моечную установку 4, участок дефектации 5, комплектации деталей 6 с накопителем и сборки 7. В линию также входят: участок 8 ремонта с подвесным конвейером 9, включающий намоточные станки 10 и приспособления для ремонта, участок 11 испытаний и обкатки со стендами 12, связанными между собой подвесным конвейером 13, участок 14 окраски с окрасочной камерой 15 и подвесным конвейером 16, участок 17 консервации и склада готовой продукции, обслуживаемый конвейером 18. Передача электрооборудования производства манипуляторами 19. Готовые изделия укладываются в тару 20 манипулятором 21. Такт движения конвейера обеспечивается с пульта 24 управления. 4 з.п. ф-лы, 10 ил.
SZSЈ
9Ј
02
til
Фа г. 9
riW Д-Д fc/8.7™/-Ф
8-B
39
| Механизированная линия для очистки плоских листов | 1984 |
|
SU1252388A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Отчет о командировке в ГДР специалистов ГОСНИТИ | |||
| -М., 1974. | |||
