1
Изобретение относится к переработке пластмасс, конкретно к роторным прессам для формования изделий из пластмасс.
Известен роторный пресс для формования изделий из пластмасс, содержащий станину со смонтированным на ней ротором прессования, экструдер и дозатор дискового типа 1.
Недостатком этого устройства является образование пленок застывшей пластмассы на поверхности дозы, которые проникают Б зазор между диском и корпусом дозатора ю и заклинивают диск, что отрицательно сказывается на качестве изделий и производительности пресса.
Наиболее близким техническим решением является роторный пресс для формования изделий из пластмасс, содержащий стаНину со смонтированным на ней ротором прессования, загрузочное устройство с приводом и щнековый питатель 2.,
В данном роторном прессе загрузочное устройство выполнено в виде вращаемого 20 диска с гнездами. При заполнении гнезд расплавом на поверхности доз образуется пленка застывшей пластмассы, которая проникается в зазор между диском и корпусом
дозатора и заклинивают диск, что отрицательно сказывается на качестве изделий и производительности пресса.
Цель изобретения - повыщение производительности и качества готовых изделий.
Для достижения указанной цели в роторном прессе формования изделий из пластмасс, содержащем станину со смонтированным на ней ротором, загрузочное устройство с приводом и шнековый питатель, загрузочное устройство снабжено обогреваемым патрубком с охлаждаемым фланцем и контактирующим с зеркалом охлаждаемого фланца отрезающим ножом, установленным на рычажной системе, кинематически связанной с приводом загрузочного устройства, при этом обогреваемый патрубок снабжен термоизоляционной втулкой, установленной в зоне соединения с охлаждаемым фланцем.
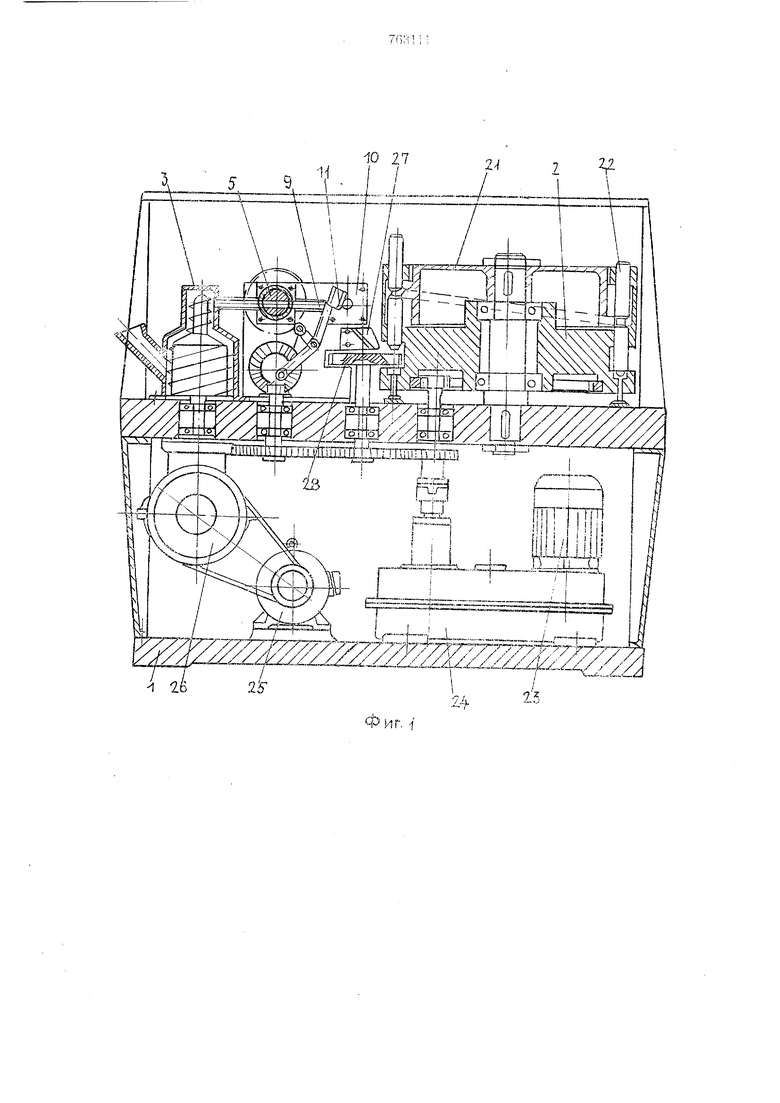
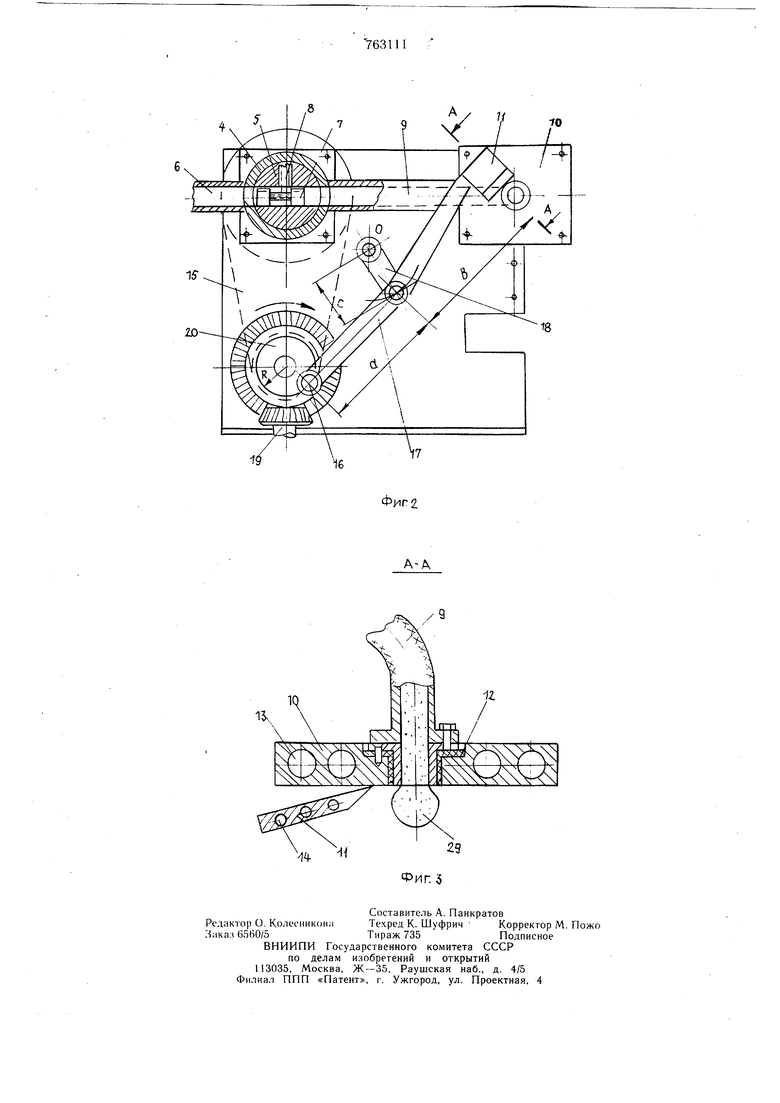
На фиг. 1 изображен роторный пресс, разрез; на фиг. 2 - узел привода ножа и загрузочного устройства; на фиг. 3 - фланец и нож в момент перед отделением дозы, разрез.
Роторный пресс для формования издг.шй из пластмасс содержит станину 1 со смоишрованным на ней ротором 2 прессов,. изделий, загрузочное устройство с приводом и шнековый питатель 3. Загрузочное устройство выполнено в виде размещенного в корпусе 4 ротора 5, к которому подведен, трубопровод 6, соединенный со шнековым питателем 3. Внутри ротора 5 размещен свободно плавающий поршень 7, ход которого ограничен виктом 8. Загрузочное устройство снабжено также обогреваемым патрубком 9 с охлаждаемым фланцем JO и контактирующим с зеркалом охлаждаемого фланца 10 отрезающим ножом 11, установленным на рычажной системе, кинематически связанной с приводом загрузочного устройства. Обогреваемый патрубок 9 снабжен термоизоляционной втулкой 12, установленной в зоне соединения с охлаждаемым фланцем 10. Фланец 10 и нож 11 снабжен каналами 13 и 14 для охлаждения. Привод загрузочного устройства выполнен в виде цепной передачи 15. Рычажная система ножа 11 состоит из кривошипа 16, шатуна 17 и рычага 18. Кривошип 16 получает вращение при помощи конических шестерен 19 и 20. Соотношение плеч шатуна и размеров рычага выбраны на основании экспериментов следующим сбоазом: а -6R; в 5-6R; с 2-3R, где R - радиус кривошипа (фиг. 2). Ротор 2 прессования содс/жит управляемые от неподвижного Kori :ра 21 пуансоны 22. Привод ротора 2 состоит из электродвигателя 23 и редуктора 24. Привод шнекового питателя 3 состоит из электродвигателя 25 и передачи 26. Между ротором 2 и фланцем 10 установлен лоток 27 и ротор 28 укладки доз. Длина обогреваемого патрубка 9 составляет 5-15 длин доз 29 расплавленной пластмассы. При длине патрубка 9 менее 5 длин дозы, выходящей из патрубка 9, поток недостаточно гомогенизова, что ухудшает качество изделий. При длине патрубка 9 больше 15 длин доз 29 гидравлическое сопротивление патрубка 9 становится чрезмерным, что затрудняет работу предыдущих звеньев шнекового питателя 3 и ротора 5. Роторный пресс работает следующим образом. Расплав пластмассы подается шнековы.м питателем 3 в ротор 5. При вращении ротора 5 его поршень 7 отделяет дозы расплава и переносит в обогреваемый патрубок 9, прев ращая тем самым неравномерный поток расплава из щнекового питателя 3 в равномерный поток, пульсирующий на величину дозы. Гео.метрические параметры обогреваемого патрубка 9 подобраны таким образом, что при прохождении через него расчлененного на дозы потока пластмассы дозы свариваются и поток гомогенизируется. При выходе из фланца 10 дозы отделяются ножом 11, после чего скатываются по лотку 27 в воронки ротора 28 укладк доз, откуда попадают в матрацы ротора прессования. При вращении ротора 2 пуансоны 22 опускаются и прессуют из доз изделия, которые остывают в роторе 2, кристаллизуются и в дальнейщем выдаются. Для исключения прилипания доз фланец 10, нож 11, лоток 27, ротор 28 укладки и ротор 2 прессования непрерывно охлаждаются. 1Дикл производства изделий ведется непрерывно. Использование данного роторного пресса для формования изделий из пластмасс позволит повысить производительность и качество готовых изделий. Формула изобретения 1.Роторный пресс для формования изделий из пластмасс, содержащий станину со смонтированным на ней ротором прессования, загрузочное устройство с приводом и шнековый питатель, отличающийся тем, что с целью повышения производительности и качества готовых изделий, загрузочное устройство снабжено обогреваемым патрубком с охлаждаемым фланцем и контактирующи.м с зеркалом охлаждаемого фланца отрезающим ножом, установленным на рычажной системе, кинематически связанной с приводом загрузочного устройства. 2.Пресс по п. 1, отличающийся тем, что обогреваемый патрубок снабжен термоизоляционной втулкой, установленной в зоне соединения с охлаждаемым фланцем. Источники информации, принятые во внимание при экспертизе 1.Козулин Н. А. Оборудование для производства и переработки пластических масс. М., «Химия, 1962, с. 468. 2.Авторское свидетельство СССР № 528211, кл. В 29 С 3/00, 30.12.74 (прототип). л 26 10 27
Ах 7/
xTi/l
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный пресс | 1976 |
|
SU598758A2 |
| Устройство для дозированной подачи пресс-материала | 1983 |
|
SU1148793A1 |
| РЫЧАЖНЫЙ ПРЕСС ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1993 |
|
RU2085369C1 |
| Роторная линия для прессования изделий из реактопластов | 1990 |
|
SU1781064A1 |
| Роторный пресс | 1974 |
|
SU528211A1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ПОЛИЭТИЛЕНОВОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2120378C1 |
| Автомат для дозирования и наполнения мясом и специями консервных банок | 1958 |
|
SU116408A1 |
| Установка для изготовления изделий из пластмасс | 1980 |
|
SU939221A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2041818C1 |
| Роторная таблеточная машина | 1988 |
|
SU1648791A1 |