1
Изобретение относится к судостроению и касается конструкции позиционера для гребных винтов.
Наиболее близким техническим решением из известных является позиционер для гребных винтов, включающий основание, на котором на шарнире установлена поворотная вилка из балок с пазами и механизм для закре пления гребного винта, собранного на оправке 1.
Недостатком указанного технического решения является немеханизированный процесс установки гребного винта на позиционер.
Цель изобретения - механизация процесса установки гребного винта на позиционер.
Указанная цель достигается тем, что механизм закрепления выполнен из рычагов и фиксирующих оправку ползунов, при этом рычаги смонтированы на обеих балках, а фиксирующие ползуны на одной из них снабжены общим приводом с управляющими конечными выключателями. Кроме того, привод связан с рычагами посредством жестко закрепленных на нем поводков, входящих в прорези рычагов, а с ползунами - посредством клиновых шайб с секторными пазами, в которые вставлены торцовые шпонки привода.
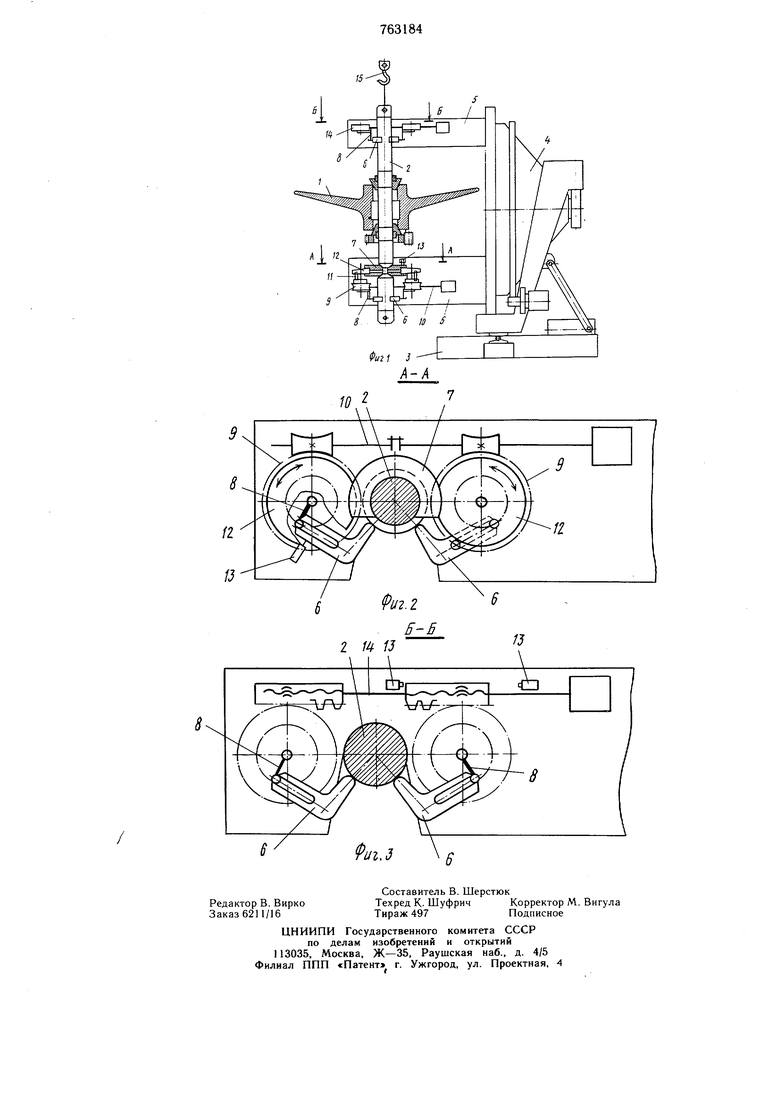
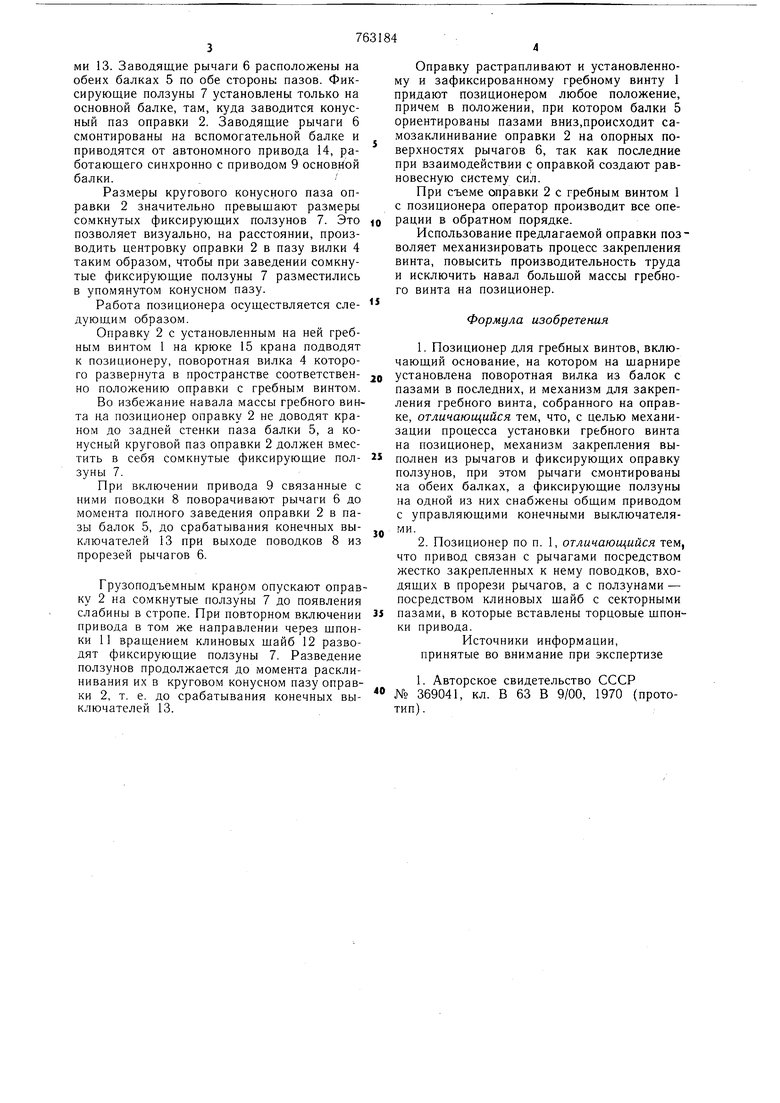
На фиг. 1 схематическиизображен позиционер для гребных винтов, вид сбоку;фиг. 2 J разрез фиг. 1; на фиг. 3 - разрез Б-Б фиг. 1.
Позиционер для гребного винта 1, собранного на оправке 2, имеющей круговой конусный паз для фиксации, включает основание 3, на котором щарнирно закреплена 10 поворотная вилка 4, балки. 5 которой имеют пазы для заведения оправки 2, и механизм закрепления.
Механизм закрепления выполнен в виде заводящих рычагов 6 и фиксирующих ползунов 7. В прорези рычагов 6 входят поводки 8, жестко соединенные с приводом 9, например с червячными колесами, получающими вращение от червяков, установленных на валу 10.
На торцевой поверхности колес выполнены шпонки 11, входящие в секторные пазы клиновых шайб 12, взаимодействующих с ползунами 7.
Заводящие рычаги 6 и фиксирующие ползуны 7 снабжены конечными выключателяМИ 13. Заводящие рычаги б расположены на обеих балках 5 по обе стороны пазов. Фиксирующие ползуны 7 установлены только на основной балке, там, куда заводится конусный паз оправки 2. Заводящие рычаги 6 смонтированы на вспомогательной балке и приводятся от автономного привода 14, работающего синхронно с приводом 9 основной балки.. Размеры кругового конусного паза оправки 2 значительно превышают размеры сомкнутых фиксирующих ползунов 7. Это позволяет визуально, на расстоянии, производить центровку оправки 2 в пазу вилки 4 таким образом, чтобы при заведении сомкнутые фиксирующие ползуны 7 разместились в упомянутом конусном пазу. Работа позиционера осуществляется еледующим образом. Оправку 2 с установленным на ней гребным винтом 1 на крюке 15 крана подводят к позиционеру, поворотная вилка 4 которого развернута в пространстве соответственно положению оправки с гребным винтом. Во избежание навала массы гребного винта на позиционер оправку 2 не доводят краном до задней стенки паза балки 5, а конусный круговой паз оправки 2 должен вместить в себя сомкнутые фиксирующие ползуны 7. При включении привода 9 связанные с ними поводки 8 поворачивают рычаги 6 до момента полного заведения оправки 2 в пазы балок 5, до срабатывания конечных выключателей 13 при выходе поводков 8 из прорезей рычагов 6. Грузоподъемным краном опускают оправ ку 2 на сомкнутые ползуны 7 до появления слабины в стропе. При повторном включении привода в том же направлении через шпонки 11 вращением клиновых шайб 12 разводят фиксирующие ползуны 7. Разведение ползунов продолжается до момента расклинивания их в круговом конусном пазу оправки 2, т. е. до срабатывания конечных выключателей 13. Оправку растрапливают и установленному и зафиксированному гребному винту 1 придают позиционером любое положение, причем в положении, при котором балки 5 ориентированы пазами вниз,происходит самозаклинивание оправки 2 на опорных поверхностях рычагов 6, так как последние при взаимодействии с оправкой создают равновесную систему сил. При съеме оправки 2 с гребным винтом 1 с позиционера оператор производит все операции в обратном порядке. Использование предлагаемой оправки позволяет механизировать процесс закрепления винта, повысить производительность труда и исключить навал большой массы гребного винта на позиционер. Формула изобретения 1.Позиционер для гребных винтов, включающий основание, на котором на шарнире установлена поворотная вилка из балок с пазами в последних, и механизм для закрепления гребного винта, собранного на оправке, отличающийся тем, что, с целью механизации процесса установки гребного винта на позиционер, механизм закрепления выполнен из рычагов и фиксирующих оправку ползунов, при этом рычаги смонтированы на обеих балках, а фиксирующие ползуны на одной из них снабжены общим приводом с управляющими конечными выключателями. 2.Позиционер по п. 1, отличающийся тем, что привод связан с рычагами посредством жестко закрепленных к нему поводков, входящих в прорези рычагов, а с ползунами - посредством клиновых щайб с секторными пазами, в которые вставлены торцовые щпонки привода. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 369041, кл. В 63 В 9/00, 1970 (прототип).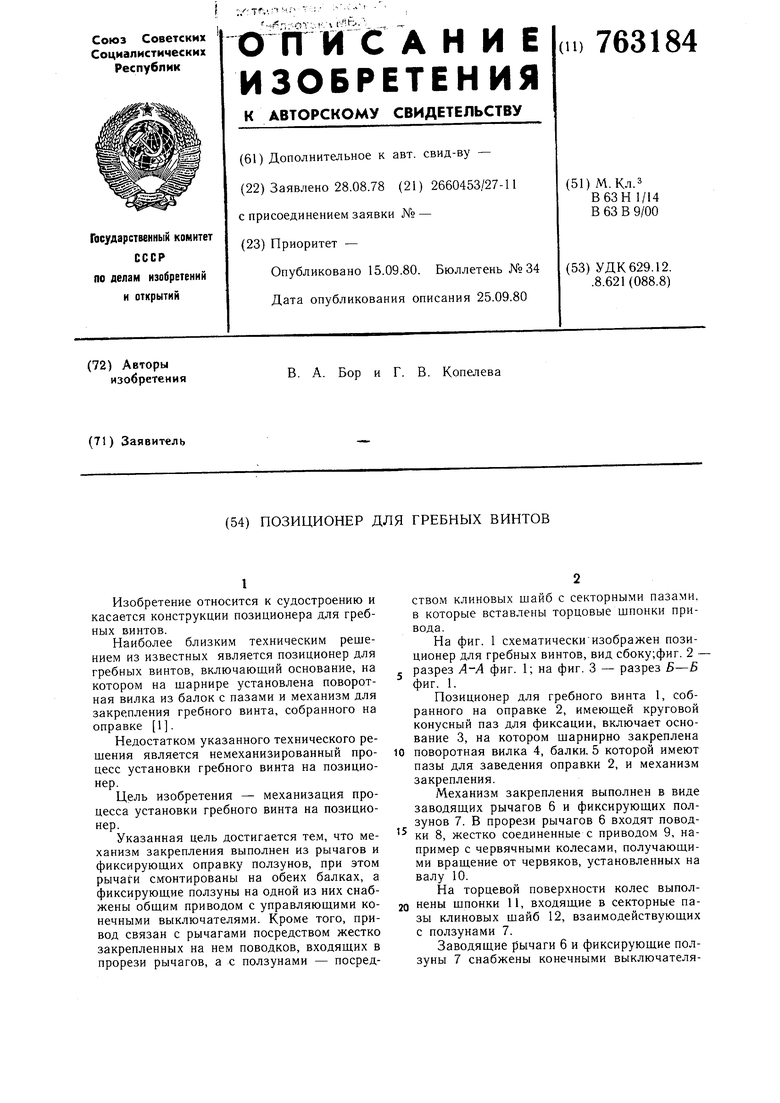
| название | год | авторы | номер документа |
|---|---|---|---|
| Позиционер для гребных винтов | 1978 |
|
SU751705A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1983 |
|
SU1142376A1 |
| УСТРОЙСТВО ДЛЯ ГРАВИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ И КОНИЧЕСКИХ ДЕТАЛЕЙ | 1972 |
|
SU350678A1 |
| Веломобиль | 1987 |
|
SU1512848A1 |
| Инерционный привод | 1987 |
|
SU1484461A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Самоцентрирующий патрон | 1986 |
|
SU1416273A1 |
| КОЛЁСНО-МОТОРНЫЙ БЛОК ТЕПЛОВОЗА | 2014 |
|
RU2553401C1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1986 |
|
SU1399827A1 |
| Устройство для изготовления рулонных пружин | 1983 |
|
SU1148671A1 |