Изобретение относится к станкостроению, а более конкретно к приводам зажимных устройств станков.
Цель изобретения - расширение технологических возможностей путем обеспече- ния разжима деталей с запаздыванием относительно момента остановки шпинделя станка.
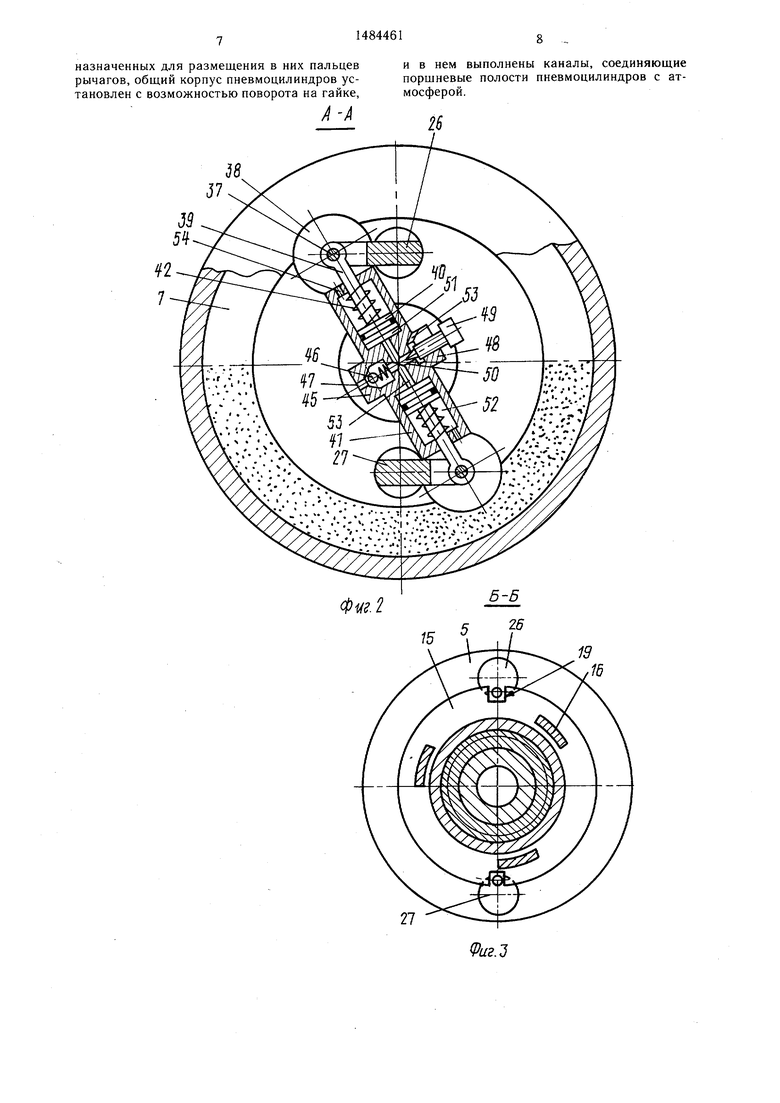
На фиг. 1 показан привод, осевой разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1 в положении зажима детали; на фиг. 5 - то же, в положении в конце зажима детали; на фиг. 6 - то же, в положении при разжиме детали.
На стакане 1, прикрепленном к станку 2 и имеющем отверстие 3, установлен на подшипниках 4 качения инерционный маховик 5. Последний имеет кольцевую полость 6, наполовину заполненную подвижной инерционной массой 7 в виде, например, сы- пучего материала, создающего смещение центра тяжести маховика 5 в начале вращения.
В качестве подвижной инерционной массы может быть применен любой перемещаю- щийся материал, например металлический порошок, дробь и др. Инерционный маховик 5 связан посредством обгонной роликовой муфты 8 двухстороннего действия с гайкой 9, которая расположена с возможностью вращения на подшипниках 10 качения, установленных в отверстии 3, и относительно бурта 11 оправки 12, закрепленной на шпинделе 13 станка 2. На гайке 9 расположена с возможностью поворота поводковая вилка 14, выполненная в виде кольца 15 с тремя поводками 16, имеющими возможность перемещения в зазоре между внутренней 17 и наружной 18 обоймами обгонной муфты 8, и двумя диаметрально противоположными пазами 19. С гайкой имеет возможность взаимодействия резьбовая втулка 20, дно 21 которой выполнено в виде шпонки, помещенной в соответствующий паз 22 оправки 12 с возможностью перемещения в нем, и имеет резьбовое отверстие 23, с которым связано резьбовое окончание тяги 24, размещенной в отверстии шпинделя 13 и соединяющей инерционный привод с зажимным приспособлением (не показано). Совместно с гайкой 9 выполнен бурт 25, в котором в двух диаметрально противоположных отверстиях смонтированы с возможностью поворота рычаги 26 и 27, зафиксированные посредством размещенных в круговых канавках 28 шпонок 29 и снабженные эксцентрично расположенными пальцами ЗС, имеющими возможность взаимодействия с поводковой вилкой 14 посредством пазов 19.
Поводки 16 поводковой вилки 14 располагаются между роликами 31 и 32, которые поджаты пружинами 33 до контакта с наруж
5
5 0 5 з 0 5
0
ной обоймой 18 и скосами 34 и 35 внутренней обоймы 17. скрепленной с гайкой 9 посредством шпонки 36 (фиг. 4). Концы рычагов .26 и 27 осями 37 шарнирно соединены с инерционными грузами 38 и штоками 39 поршней 40, размещенных в пневматических цилиндрах 41 и поджатых пружинами 42 навстречу друг другу. Пневматические цилиндры 41 расположены соосно друг другу в общем корпусе 43, установленном с возможностью поворота на оси 44 и снабженном обратным клапаном 45, в котором размещен подпружиненный шарик 46, запирающий отверстие 47, и вентилем 48, содержащим винт 49 с коническим окончанием, совмещенным с отверстием 50. Подпоршневые 51 и надпоршневые 52 полости пневматических цилиндров 41 посредством каналов 53 и отверстий 54 имеют возможность сообщения с атмосферой.
Работа привода осуществляется следующим образом.
В исходном положении шпиндель 13 и маховик 5 неподвижны, инерционная масса 7 располагается в нижней половине его полости 6. Пружинам и 42 инерционные rpv- зы 38 досланы до упора в корпус 43. а поршни 40 максимально приближены к оси устройства, подпружиненным шариком 46 отверстие 47 закрыто. Конусным окончанием винта 49 проходное сечение отверстия 50 отрегулировано таким образом, чтобы объем воздуха из пневматических цилиндров 41 вытеснялся через вентиль 48 в течение времени выстоя шпинделя 13, необходимого для выполнения, например. измерения обрабатываемой детали (не показано). Поводки И) расположены между роликами 31 и 32, не касаясь их, ролики 31 и 32 пружинами 33 досланы до контакта между скосами 34 и 35 ;i наружной обоймой 18 по не заклинены, резьбовая втулка 20 расположена гак. --ч ее дно 21 находится на укоре в правы- торец паза 22. управляемое тягой 24 приспособление (не показано) находится в разжатом состоянии, деталь располагается между зажимными элементами приспособления.
Первоначально, вслед за моментом включения вращения шпинделя КЗ в направлении стрелки I, маховик о сохраняет неподвижность от действия собственной инерции покоя и инерции покоя и силы тяжести инерционной массы 7. Совместно с шпинделем 13 сообщается вращение оправке 12 и через паз 22 резьбовой втулке 20. Последняя трением в резьбовом соединении стремится увлечь во вращение в подшипниках 10 гайку 9 с внутренней обоймой 17 обгонной муфты 8, которая при этом заклинивает ролики 31 между скосами 34 и наружной обоймой 18, вследствие чего гайка 9 скрепляется с маховиком 5 и тем сохраняет неподвижность.
Резьбовая втулка 20 при правой нарезке резьбы вращением в неподвижной гайке 9 перемещается совместно с тягой 24 справа налево и прекращает перемещение в момент закрепления детали зажимными эле- 5 ментами приспособления. В тот же момент через законтренное резьбовое соединение втулки 20 с гайкой 9 и заклиненные ролики 31 обгонной муфты 8, увлекается во вращение маховик 5, в котором инер- |Q ционная масса 7 от действия центробежной силы равномерно распределяется по периметру полости 6. Совместно с гайкой 9 увлекаются во вращение рычаги 26 и 27 с инерционными грузами 38, которые от действия центробежной силы перемещают- 15 ся от оси устройства к его периферии. При этом рычаги 26 и 27 поворачиваются и пальцами 30 вынуждают к повороту поводковую вилку 14, поводками 16 которой свободные от заклинивания ролики 32 досылаются до упора (фиг. 5), образуя тем самым зазор между роликами 32 и скосами 35 внутренней обоймы 17. Одновременно оси 37 увлекают за собой штоки 39 с поршнями 40, при этом пружины 42 сжимаются, а в подпоршневых полостях 51 25 образуется разрежение, которым через обратный клапан 45 в них засасывается воздух из атмосферы, вслед за чем обратный клапан 45 закрывается. В таком состоянии подвижных элементов устройства совершается длительная или кратковремен- 30 ная обработка детали, (не имеет значения).
При необходимости выполнения измерения детали, переключения частоты вращения и пр. шпиндель останавливают. Вместе с ним прекращается вращение оправки 12, 35 резьбовой втулки 20, законтренной гайки 9, рычагов 26 и 27, инерционных грузов 38 и размещенных в корпусе 43 механизмов. Маховик силой инерции продолжает вращение на подшипниках 10, чему ролики 31 . не препятствуют, так как силой трения наружной обоймы 18 увлекаются в направлении стрелки Г, скатываясь при этом со скосов 34 неподвижной внутренней обоймы 17, а ролики 32 не могут быть увлечены обоймой 18 в движение, так как на- д5 ходятся на зазорах А между ними и скосами 35, удерживаемые поводками 16.
С момента останова шпинделя 13 и гайки 9 грузы 38, штоки 39 и поршни 40 v усилиями пружин 42 перемещаются к оси устройства, чему препятствует сжимаемый 50 поршнями 40 воздух, вытесняемый из полостей 51 в атмосферу сквозь зарегулированное проходное сечение отверстия 50 вентиля 48, задерживающее его истечение. Поэтому грузы 38 возвращаются в исходное положение с задержкой во времени, 55 достаточной для выполнения требуемого действия по обработке детали, закончив которое, вновь сообщают вращение шпинделю.
и грузы 38 возвращаются вновь в предельное периферийное положение, а в цилиндры 41 засасывается воздух из атмосферы.
После окончания обработки детали шпиндель 13 останавливают окончательно, при этом с задержкой во времени рычаги 26 и 27 поворачивают поводковую муфту 14 в направлении стрелки Г и освобождают от удержания ролики 32, которые заклиниваются между вращающейся совместно с маховиком 5 наружной обоймой 18 и скосами 35 внутренней обоймы 17, сообщая вращение гайке 9. Вращением гайки 9 при неподвижном шпинделе 13 резьбовая втулка 20 совместно с тягой 24 перемещаются вправо в исходное положение, освободив деталь от закрепления в приспособлении. При этом досланной до упора резьбовой втулкой 20 стопорится вращение гайки 9, а вместе с ней и маховика 5, а инерционная масса 7 возвратится в исходное положение, чем завершается цикл обработки детали.
Вращением гайки 9 при раскреплении детали грузы 38 вновь разводятся, а рычаги 26 и 27 поворачивают поводковую вилку 14 противоположно направлению Г, поводки 16 входят в контакт с заклиненными роликами 32, стремясь столкнуть их со скосов 35, что совершиться не может из-за малости их усилия, рассчитанного лишь на сжатие пружин 33 в статическом состоянии привода.
Формула изобретения
Инерционный привод к зажимным устройствам станка, содержащий оправку, установленную на ней с возможностью перемещения резьбовую втулку с гайкой и инерционный маховик с кольцевой полостью, заполненной наполовину своего объема подвижной инерционной массой, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения разжима детали с запаздыванием относительно момента остановки шпинделя станка, привод снабжен установленным соосно с оправкой стаканом, на котором с возможностью вращения расположен маховик, и размещенной между последним и гайкой роликовой обгонной муфтой двухстороннего действия с вилкой, рычагами с эксцентричными пальцами и инерционными грузами, связанными между собой посредством подпружиненных штоков, поршни которых установлены в двух введенных в устройство соосных пневмоцилиндрах с общим корпусом, снабженным игольчатым вентилем и обратным клапаном, при этом вилка обгонной муфты выполнена в виде установленного с возможностью поворота кольца с поводковыми роликами, в котором выполнены два диаметрально противоположных паза, предназначенных для размещения в них пальцев рычагов, общий корпус пневмоцилиндров установлен с возможностью поворота на гайке,
и в нем выполнены каналы, соединяющие поршневые полости пневмоцилиндров с атмосферой.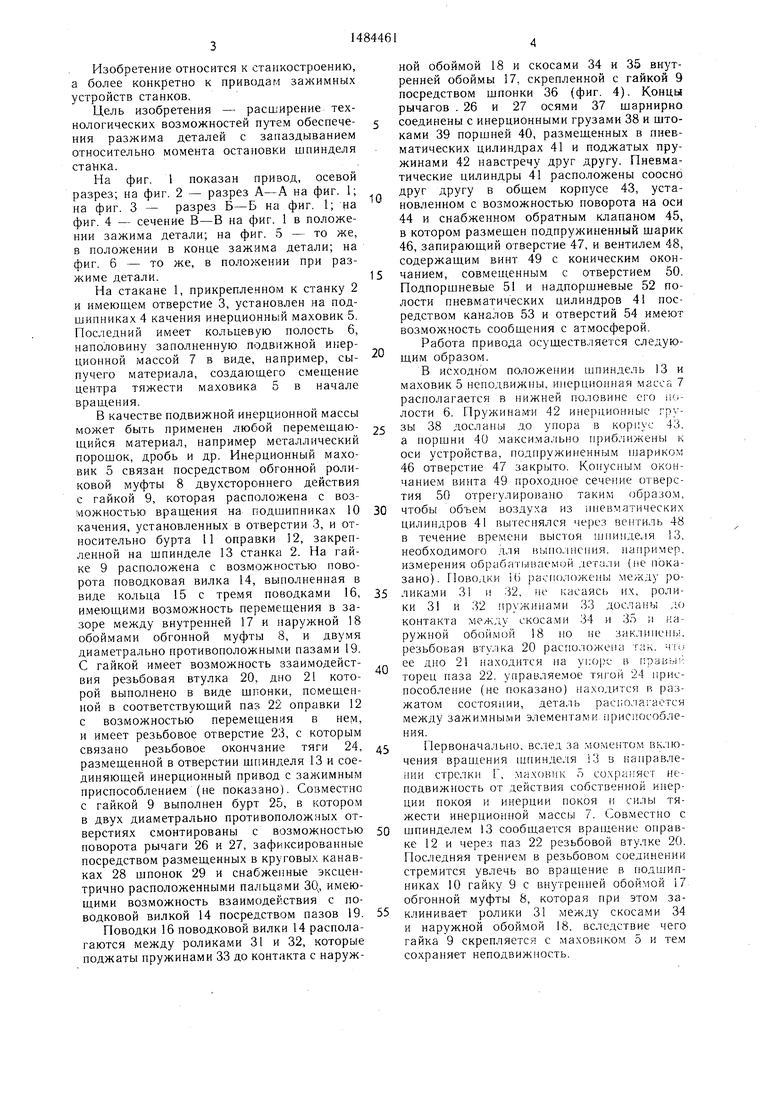
| название | год | авторы | номер документа |
|---|---|---|---|
| Инерционный привод | 1986 |
|
SU1371844A1 |
| Кантователь деталей | 1989 |
|
SU1673375A2 |
| Устройство к фрезерному станку для обработки пазов | 1988 |
|
SU1535679A1 |
| Устройство для изменения положения изделия | 1985 |
|
SU1291365A1 |
| Торцовый ключ | 1986 |
|
SU1357210A1 |
| Устройство для закрепления тонкостенных деталей с разрезом | 1985 |
|
SU1258631A1 |
| Самоцентрирующий токарный патрон | 1987 |
|
SU1530338A1 |
| Металлорежущий станок | 1974 |
|
SU519315A1 |
| Фрезерная головка к станкам с программным управлением для обработки деталей со сложными линейчатыми поверхностями | 1987 |
|
SU1450933A1 |
| Гайковерт | 1981 |
|
SU977145A1 |

Изобретение относится к области станкостроения, а более конкретно к инерционным приводам зажимных устройств станков. Цель изобретения - расширение технологических возможностей путем обеспечения разжима детали с запаздыванием относительно момента остановки шпинделя станка. На станине 1 свободно установлен инерционный маховик 5, а на шпинделе 13 станка закреплена гайка 9, которая связана с маховиком посредством обгонной муфты 8, вилка 14 которой установлена с рычагами 26 и 27. Рычаги оснащены грузами 38, которые связаны между собой посредством поршней с подпружиненными штоками, пневмоцилиндры которых имеют общий корпус 43, снабженный обратным клапаном, игольчатым вентилем и каналами, сообщающими поршневые полости пневмоцилиндров с атмосферой. Гайка 9 связана с резьбовой втулкой 20, которая связана с тягой 24, управляющей зажимным устройством станка. В момент включения шпинделя муфта 8 заклинивается вращением резьбовой втулки 20 и гайки 9 и маховик 5 оказывается сцепленным и гайкой 9. В это время резьбовая втулка 20, перемещаясь по резьбе гайки слева направо, закрепляет деталь. В то же врямя связанные с гайкой грузы перемещаются к периферии, что приводит к расщеплению маховика 5 и тяги 24. В таком положении происходит обработка детали. При остановке шпинделя 13 маховик продолжает вращение, муфта 8 вращения не передает, однако грузы под действием пружин сходятся к центру, чему препятствует сопротивление перемещению воздуха из поршневых полостей через вентиль. Таким образом происходит задержка раскрепления детали после остановки шпинделя, что позволяет произвести, например, промежуточные замеры детали. 6 ил.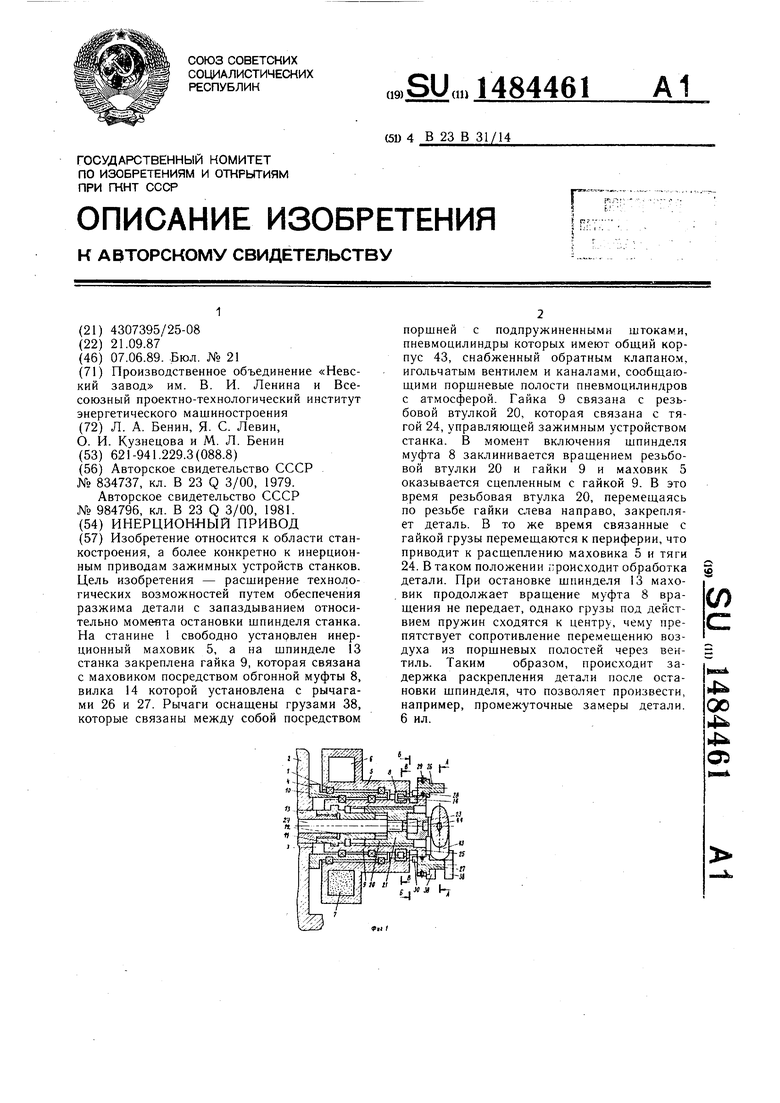
37
36
J5 54
27
35
18 Ы
35
31
15
32
16
J3
В-8
15
18
| Способ моделирования рака пищевода | 1979 |
|
SU834737A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Инерционный привод | 1981 |
|
SU984796A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
