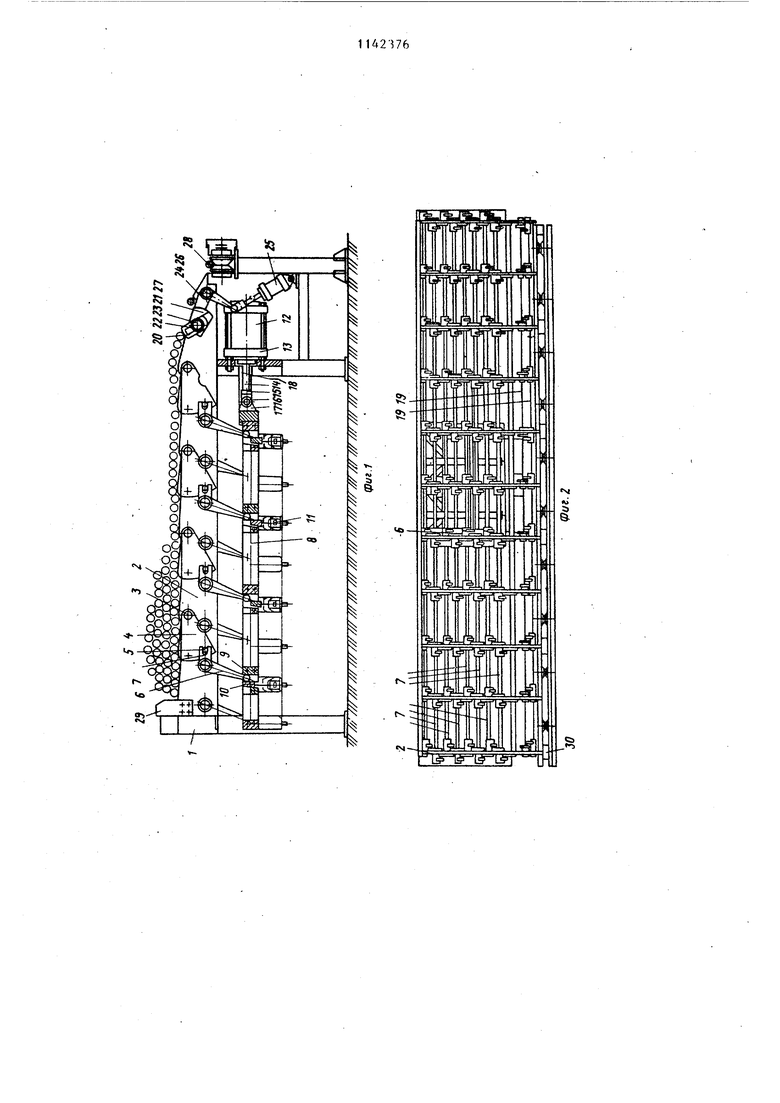
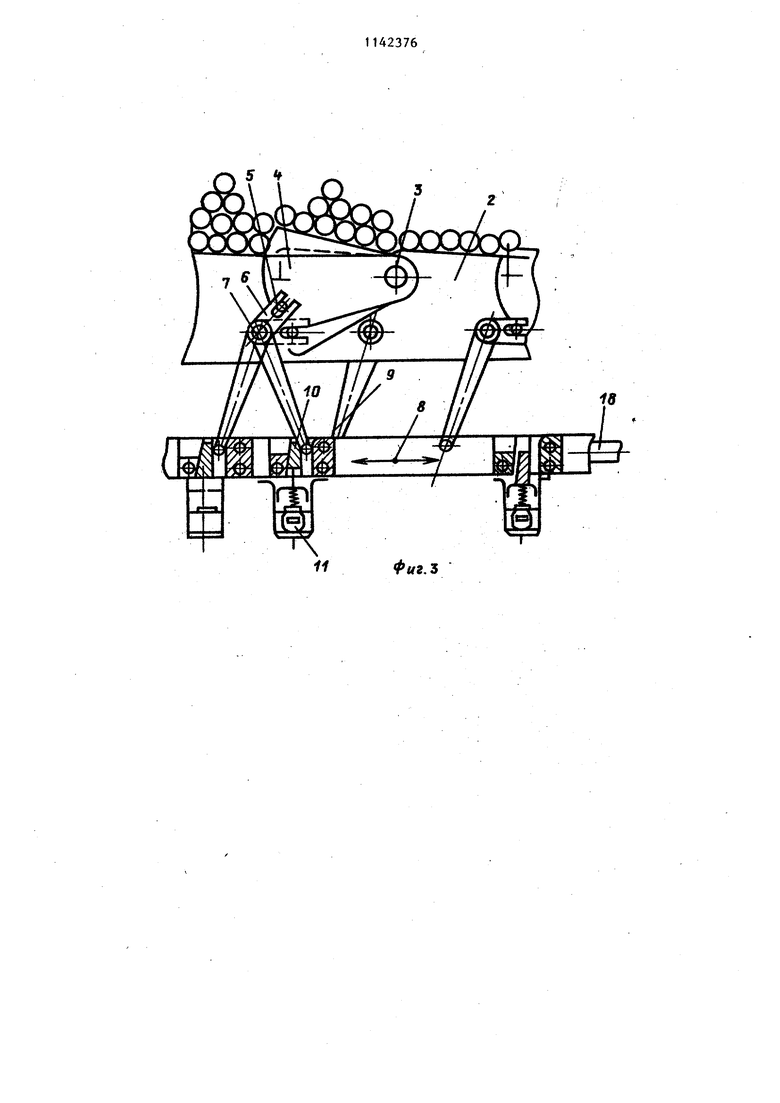
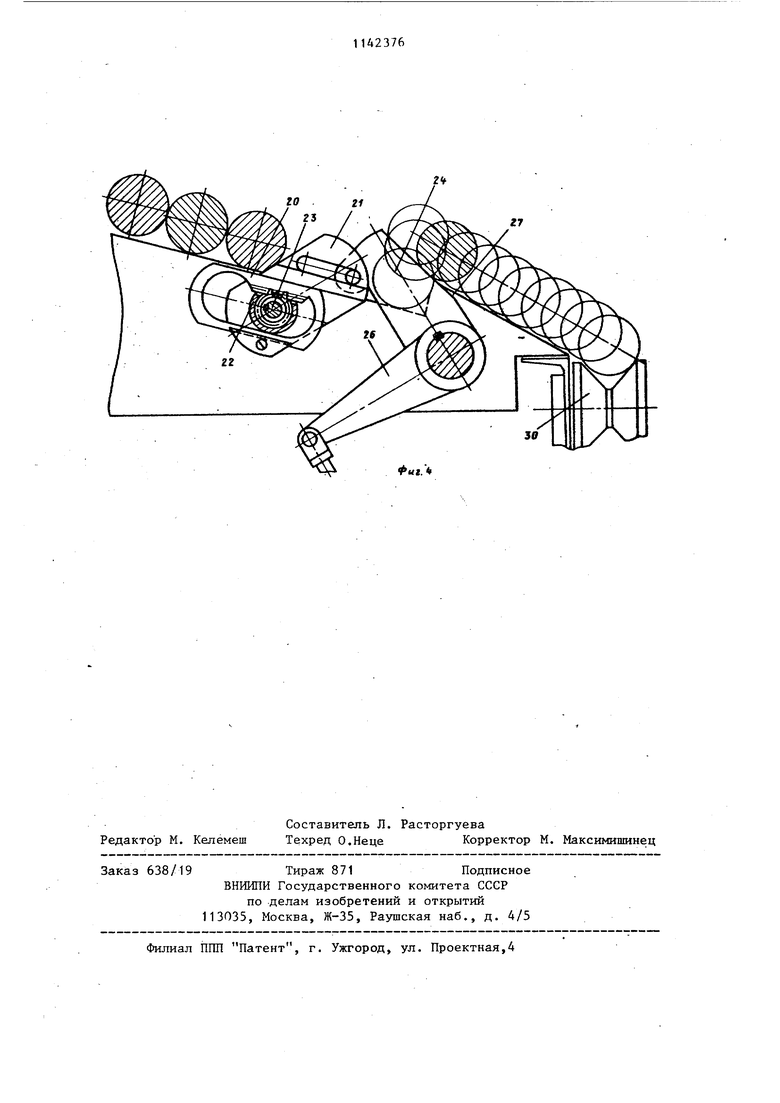
Изобретение относится к машиностроению, в частности к автоматической загрузке технологического оборудования, и может быть использовано в транспортных устройствах автоматических линий или загрузочных устройствах преимущественно длинномерных заготовок при транспор тировке их в перпендикулярном к их оси направлении. Известно устройство для поштучной вццачи цилиндрических деталей, включающее станину с неподвижными зубчатыми рейками, толкатели, шарнирно установленные на станине, механизм качания толкателей, связан ный с приводом возвратно-поступател ного движения Cl Недостаток известного устройства обусловлен тем, что поднятие толкателей в рабочее положение требует большого количества подпружиненных тяг, связанных с приводом. При этом количество кулачков и тяг равно чис изделий, находящихся из неподвижных зубчатых рейках, что усложняет конструкцию устройства. Наиболее близким техническим решением к изобретению является устро ство для поштучной вьщачи длинномер ных заготовок, содержащее неподвижные балки с наклонными участками, шарнирно закрепленные на неподвижны балках толкатели, механизм качания толкателей с расположенной вдоль неподвижных балок, траверсой -и прив дом возвратно-поступательного перемещения траверсы 2. Указанное устройство проще по конструкции, однако требует нерациональных затрат мощности привода н преодоление сопротивления, действую щего от массы транспортной пачки на преодоление усилия на -вырыв нижнего ряда заготовок из пачки и передвиже ние его. Кроме того, в устройстве не обеспечивается поштучная вьщача заготовок различного диаметра. Цель изобретения - снижение мощности привода за счет порционного разделения транспортной пачки з-аготовок. Указанная цель достигается тем, что в устройстве для поштзгчной вьиа длинномерных заготовок, содержащем неподвижные балки с наклонными участками, шарнирно закрепленные на неподвижных балках толкатели, механиз качания толкателей с расположенной 762 вдоль неподвижныхбалок траверсой и приводом возвратно-поступательного перемещения траверсы, толкатели выполнены в виде секторов, установленных на каждой балке в шахматном порядке, причем механизм качания толкателей снабжен установленными на неподвижных балках валами и жестко закрепленными на последних двуплечи ми рычагами, при этом одно плечо каждого рычага шарнирно соединено с соответствующим сектором, а другое плечо шарнирно связано с траверсой посредством приводного зажима,причем длина наклонных участков неподвижных балок равна iitary мейсду смежными секторами. При этом зажим выполнен клиновым. Кроме того, привод зажима выполнен в виде электромагнита. На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 то же, вид в плане; на фиг.З - положение устройства в конце рабочего хода траверсы; на фиг.4 - считывающее устройство в момент вьщачи и захвата очередной заготовки. Устройство состоит из станины 1, на которой перпендикулярно оси заготовок установлены неподвижные балки 2, с наклонными участками. На неподвижных балках 2 закреплены оси 3. На осях 3 установлены толкатели в виде качаюпр1хся секторов 4 с пальцами 5, шарнирно соединенными с одним плечом двуплечих рычагов 6. Секторы 4 шарнирно закреплены по обеим сторонам балок и установлены на них в шахматном порядке, при этом они образуют продольные секторные ряды, перекрьгоающие друг друга на величину, не менее минимального диаметра заготовки. Рычаги 6 жестко закреплены на установленных на неподвижных балках 2 валах 7 и вторым плечом входят в щель траверсы 8, в которой также жестко закреплены упоры 9 с подвижными клиньями 10, управляемыми электромагнитами 11. Упор 9 с подвижным клином 10, связанней с электромагнитом 11, представляет собой приводной клиновой зажим. Длина наклонных участков неподвижных балок 2 равна шагу между смежными секторами 4, пневмоцилиндр 12 своим фланцем 13 закреплен на станине 1, а его шток 14 через вилку 15, ось 16 и петлю 17 3 соединен с траверсой Ь, которая установлена на горизонтальные направляющие 18. Направляющие 18 жестко установлены на станине 1. Два последних вала с рычагами представляют собой считывающее приспособление 19, которое имеет регулируемые планки 20, находящиеся в пазах рычагов 21. Рычаги 21 жестко закреплены на пустотелом валу 22, через полость которого проходит вал 23. Планка 20 имеет фигурное окно, у которого верхний участок выполнен в виде зубчатой рейки и находится в постоя ном зацеплении с валом 23 посредством посаженной на нем шестерни.Нижний прямой участок этого окна обеспечивает надежное зацепление за счет взаимодействия с валом 22. Боковые поверхности паза являются направляющими в которых перемещается планка 20 при регулировке величи ны захвата. Часть окна планки 20 вьшолнена по дуге радиусом, соответствующим радиусу вала 22, и пред назначена для захода этого вала при монтаже с рычагом 21 и валом 23.Вал 22 имеет щель для захода рейки план ки 20, через которую шестерни вала 23 получает зацепление с ней. Рычаги 21 шарнирно связаны со сбрас вателями 24, приводимыми -в движение от пневмоцилиндра 25 через рычаг 26 Балка 2 с одной стороны заканчивает ся выступом 27, который служит упором для заготовки 28, ас другой стороны - ограничителями 29. Считывающее приспособление 19 осуществляет поштучную вьщачу по команде транспортного устройства 30. Механизм качания толкателей-секторов 4 включает в себя траверсу 8, соединенную сприводом возвратнопоступательного перемещения - пневмоцилиндром 12, и связанные шарнирн с траверсой 8 посредством клиновых зажимов двуплечие .рычаги 6, жестко закрепленные на валах 7. Устройство работает следующим образом. На балки 2 до ограничителей 29 укладьгоают пачку прутковых заготовок 28. Оператор визуально определяет на каком ряду секторов заканчивается пачка прутковых заготовок и нажи мает соответствующую кнопку упоявления этим рядом секторов. В этот момент напряжение от сети подается на электромагнит 11, который вводит клин 10 в прорезь упора 9, образуя шарнирную связь этого рычага с траверсой 8. Одновременно напряжение подано на управление цилиндром 12, в результате чего сжатьй воздух из магистрали подается в штоковую полость цилиндра 12, и поршень со штоком 14 через вилку 15, ось 16, петлю 17 сообщает траверсе 8 по горизонтальным направляющим 18 поступательное движение. Траверса 8 своим движением через упор 9 и клин 10 поворачивает рычаг 6 и сообщает валу 7 вращательное движение вокруг своей оси на заданный угол,а второй конец двуплечего рычага 6 через палец 5 проворачивает сектор 4 на оси вверх на угол, обеспечиваюш 1й скатывание заготовки по секторным поверхностям на один шаг, равный длине сектора . Остальные заготовки пачки в этот момент удерживаются радиусной поверхностью секторов. После достижения поршнем своего крайнего положения срабатывает конечньш выключатель системы управления приводом траверсы 8 и сжатый воздух подается в бесштоковую полость цилиндра 12. Поршень со штоком 14 через элементы соединения сообщает траверсе 8 возвратное движение, обеспечивающее возврат всей системы в исходное положение через кинематическую связь: упор 9, двуплечий рычаг 6, вал 7, палец 5, сектор 4. Сектор 4, достигнув своего нижнего крайнего положения, через концевой выключатель подает команду на отвод клина 10, освобождая двуплечий рычаг 6. Закончен полный цикл одного секторного ряда устройства. После отвода клина 10 этот цикл повторяется с секторным рядом, на который перемещены заготовки предыдущим рядом в автоматическом режиме Яо первого ряда, например четвертый, третий, второй, первый (первым секторным рядом необходимо считать секторный ряд, находящийся за считывающим приспособлением 19, а второй и последующие - справа налево против движения заготовок к подающему устройству). Если перед считывающим приспособлением 19 находится расчетное количество заготовок и концевой выключатель указывает на наличие таковых, то система управления секторными рядами отключена. Считывающее приспособление 19 осуществляет отделение очередной заготовки регулируемыми планками 20 установлеиньми на величину одного диаметра заготовки, а рычаг 21 в момент вьщачи очередной заготовки является упором. При возврате сбрасьгоателя 24 в исходное положение он через свою механическую связь поворачивает рычаг 21, а регулируемые планки 20 отделяют очередную заготовку, удерживая своей радиусной поверхностью заготовки, лежащие на наклонной поверхности перед считывающим приспособлением 19 поштучной вьщачн. После возврата сбрасывателя 24 в исходное положение его рабочая поверхность и поверхность рычага 21 образует наклонную, по которой под собственным весом перемещается отделенная очередная заготовка до упо ра 27. По команде от транспортирующего устройства 30 пневмоцшшндр 25 воздействует на рычаг 26, который приводит в действие приспособление 19, и цикл повторяется. Если перед считьшающим приспособ лением 19 находится на одну или две заготовки меньше расчетного, то концевой выключатель указьюакнций на 766 наличие заготовок в этой зоне, дает команду на управление секторным рядом на единицу больше номера ряда, с которого было начало работы устройства, например пятьй, четвертый третий, второй, первьй, шестой, пятый, четвертый, третий, второй, первьй и т.п. Далее цикл повторяется до передачи всех заготовок на наклонный участок балок перед считывающим приспособлением 19. Поштучная вьщача заготовок различного диаметра (без дополнительиой переналадки) осуществляется поворотом рукоятки вала 23, который изменяет величину захвата планки 20 в зависимости от диаметра вьщаваемых прутков. Вал 22 сяабжен диском, на котором имеются фиксированные положения для рукоятки вала 23. Применение предлагаемого устройства позволяет обеспечить разделение транспортной пачки по частям, что снижает мощность привода в 3- 5 раз и увеличивает производительность загрузки технологического оборудования за счет групповой передачи заготовок на шаг секторного ряда. Кроме того, исключается дополнительная переналадка при вьщаче заготовок различных диаметров.
5
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подачи заготовок и выдачи готовых задников к машине для формования задников | 1955 |
|
SU107378A1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
| Устройство для подачи труб к трубоотрезному станку | 1982 |
|
SU1031655A1 |
| Устройство для укладки деталей | 1983 |
|
SU1186336A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| Устройство для поштучной выдачи длинномерных изделий | 1987 |
|
SU1444038A1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Устройство для накопления и подачи листовых заготовок | 1974 |
|
SU578850A3 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий из пачки | 1989 |
|
SU1787910A1 |
1. УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ /ЩИННОМЕРНЫХ ЗАГОТОВОК, содержащее неподвижные балки с наклонными участками, шарнирно закрепленные на неподвижных балках толкатели, механизм качания толкателей с расположенной вдоль неподвижных балок траверсой и приводом возвратнопоступательного перемещения траверсы, отличающееся тем, что. с целью снижения Л1ощности привода за счет обеспечения порхщонного разделения транспортной пачки заготовок jr толкатели выполнены в виде секторов, установленных на каждой балке в шахматном порядке, причем механизм качания толкателей снабжен установленными на неподвижных балках валами и жестко закрепленными на последних двуплечими рычагами, при этом одно плечо каждого рычага шарнирно соединено с соответствующим сектором, а другое плечо шарнирно связано с траверсой посредством приводного зажима, причем дли. на наклонных участков неподвижных балок равна шагу между смежными (Л ceKTopaNm. 2.Устройство по П.1, отличающееся тем, что зажим выполнен клиновым. 3.Устройство по П.1, отличающееся тем, что привод зажима выполнен в виде электромагнита.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аговый конвейер | 1971 |
|
SU473651A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР 757413, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
