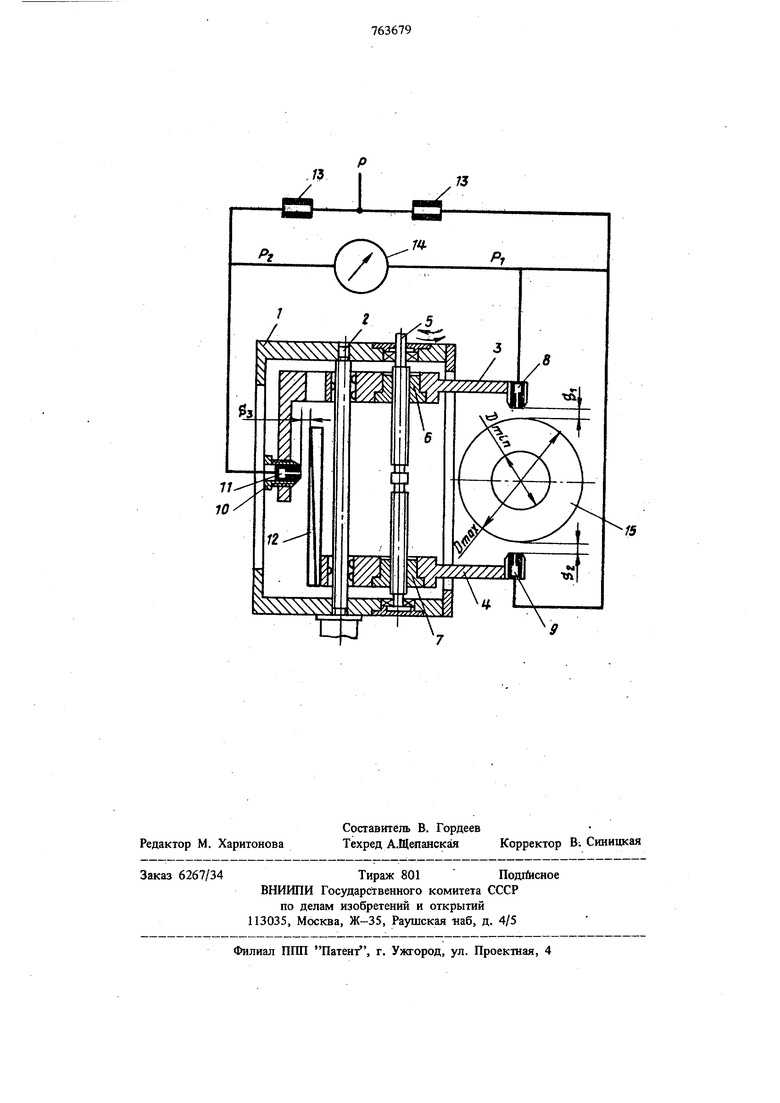
винтом П, размещенное в каретке 3; заслонку 12, закрепленную на кареже 4, входные дpoc сели 13, через которые сопла сообщены с источником сжатого газа (на чертеже не показан), и регистрируюший прибор И, сообщенный с измерительными 8 и 9 и компенсационным 10 соплами. Измерительные сопла 8 и 9 расположены оппозитно и их ось параллельна оси направляющей 2. Ось компенсационного сопла 10, перпендикулярна к направляющей 2 и направлению перемещения заслонки 12. Заслонка,, , 12 выполнена с переменным по длине радиусом кривизны.. Устройство работает сле;:1ую1цим образом. Сжатый воздух постоянного давления Р через входные дроссели 13 подается к измери тельным соплам 8 и 9 и к компенсационному соплу 10. Измерительное давление Р, опреде.ляется зазорами Sj и Зз между торцами сопе 8 и 9 и поверхностаю контролируемой де-. т.али 15. Давление Ра в компенсационной ветви определяется зазором Зз между торцом сопла 10 и поверхностью заслонки 12, устанав ливаемым при наладке с помощью юстировочного винта 11. Изменение размера детали вызывает изменение зазоров S и За и, соответственно, измерительного, давления Pj. Изменение размера регистрирует прибор 14, реагирующий на разность давлений -Р в ветвях пневматической схемы. Для переналадки скобы на измерение другого размера каретка 3 о соплами 8 и 10. и каретка 4 с соплом 9 и заслонкой 12 перемещаются в требуемое положение вращением винта 5. Взаимное перемещение сопла 10 и заслонки 12 вследствие переменной по длине кривизны поверхности последней приводит к изменению зазора 5з и давления Pj, компенсирующему влияние изменения кривизны поверхности детали 15. В качестве привода винта 5 может быть использован любой, удовлетворяющий по точности, реверсивный двигатель, например, шаговый. Формула изобретения Бесконтактное пневматическое устройство для измерения диаметра, содержащее скобу, закрепленные на скобе два измерительных оппозитно расположенных сопла, компенсационное сопло, сообщенный со всеми соплами регистрирующий прибор и подвижную перпендикулярно оси компенсационного сопла заслонку, отличающееся тем, что, с целью повыщения точности измерения, скоба выполнена составной из двух кареток, на одной из которых расположены измерительное и компенсационное сопла, а на другой - другое измерительное сопло и заслонка компенсационного сопла, каретки выполнены подвижными вдоль оси измерительных сопл, а заслонка выполнена с переменным подлине радиусом кривизны. Источники информации, принятые во внимание при зкспертизе 1.Авторское свидетельство СССР № 563564, кл. Q 01 В 13/08, 1976. 2.Балакщин О. Б. Автоматизация пневматического контроля размеров в мащиностроении. М., Мащиностроение, 1,964 с. 314 и 315 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ | 1990 |
|
RU2066843C1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ РАЗМЕРОВ ТОНКОСТЕННЫХ КОЛЕЦ В ПРОЦЕССЕ ОБРАБОТКИ | 1973 |
|
SU381886A1 |
| ПНЕВМАТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1991 |
|
RU2023981C1 |
| Пневматический прибор для контроля диаметра отверстия при бесцентровом шлифовании | 1977 |
|
SU679793A1 |
| СТРУЙНЫЙ ДАТЧИК ДАВЛЕНИЯ | 2019 |
|
RU2713088C1 |
| Бесконтактный пневматический прибор для измерения перемещений | 1975 |
|
SU534647A1 |
| ПНЕВМАТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1988 |
|
RU2039927C1 |
| Устройство для измерения диаметров валов | 1990 |
|
SU1719884A1 |
| СИСТЕМА АКТИВНОГО КОНТРОЛЯ ДЛЯ КОМПЕНСАЦИИ ПОГРЕШНОСТЕЙ И СПОСОБ ЕЁ РАБОТЫ | 2020 |
|
RU2772478C1 |
| Струйный пылемер | 1979 |
|
SU840703A2 |