Настоящее изобретение относится к системам активного контроля, применяемым на металлообрабатывающих станках, а конкретно на шлифовальных станках, и к способам работ таких систем.
При механической обработке заготовок деталей особенно с точными размерами для повышения точности применяют активный контроль. Применение активного контроля также создает возможность многостаночного обслуживания и использования рабочих более низкой квалификации. В широком смысле активный контроль это такой контроль, по результатам которого осуществляется вмешательство в процесс обработки (вручную или автоматически).
Повышение точности обработки с применением активного контроля достигается за счет компенсации ряда погрешностей, вызываемых, например, неточностью настройки технологической системы, износом и температурной деформацией режущего инструмента и др.
Согласно известным данным [Проектирование технологических процессов машиностроительных производств: учебник / [В.А. Тимирязев [и др.]. - Санкт-Петербург: Лань, 2014, С. 95], средства активного контроля (САК) размеров по выполняемым ими функциям делятся на четыре группы:
1. Устройства, контролирующие детали непосредственно в процессе обработки.
2. Подналадчики.
3. Блокирующие устройства.
4. Устройства, контролирующие детали до процесса обработки.
Наиболее точными из них считаются устройства, контролирующие размеры детали непосредственно в процессе их обработки (в дальнейшем речь идет об активном контроле в процессе обработки).
Из практики применения активного контроля последний удобнее всего реализуется на шлифовальных операциях ввиду отсутствия стружки, наличие которой затрудняет измерение размеров детали в процессе обработки.
Существует большое разнообразие систем, реализующих активный контроль [Гейлер З.Ш. Самонастраивающиеся системы активного контроля. - 2-е изд. перераб. и доп. М.: Машиностроение, 1978. - 224 с.], [Активный контроль размеров / С.С. Волосов, М.Л. Шлейфер, В.Я. Рюмкин и др.; Под ред. С.С. Волосова. - М.: Машиностроение, 1984. - 224 с.]. Традиционная схема активного контроля при круглом наружном шлифовании приведена в [3, с. 96, рис. 4.1-а]. Измерение детали ведется измерительным устройством, данные от которого поступают в сравнивающее устройство, куда также поступают данные о заданном размере с задающего устройства. При достижении заданного размера сигнал отсутствия рассогласования этих данный усиливается усиливающим устройством и станок выключается.
Однако не все погрешности могут быть компенсированы при применении активного контроля. Одной из некомпенсируемых погрешностей являются температурные деформации обрабатываемой детали. Доля температурных погрешностей может составлять примерно 40-60% от общей погрешности обработки.
Как известно, при механической обработке (особенно при шлифовании) происходит значительное выделение тепла от процесса резания, и деталь нагревается. Как следствие, из-за нагрева детали изменяются ее геометрические размеры. Если деталь измеряется нагретой, то это приводит к погрешности измерения. Если вмешательство в настройку станка осуществлять по таким результатам измерения, то это приведет к погрешности размера детали. А поскольку при применении активного контроля измерение детали может происходить непосредственно в процессе обработки, то и возникает данная погрешность.
Для компенсации температурных деформаций обрабатываемой детали при активном контроле предлагаются различные схемы и устройства. Они могут быть основаны на измерении:
- обрабатываемой детали;
- температурных деформаций обрабатываемой детали;
- температуры смазочно-охлаждающей жидкости и др.
В их основе - специальный дополнительный контур, который вносит поправку в настройку САК по результатам этих измерений.
Более широкое распространение получили САК в которых коррекция настройки производится по контролю температуры обрабатываемой детали.
Структурная схема САК с компенсацией температурных деформаций обрабатываемой детали по контролю ее температуры приведена в [Гейлер З.Ш. Самонастраивающиеся системы активного контроля - 2-е изд. перераб. и доп. М.: Машиностроение, 1978. С. 128, рис. 40]. Измерение детали ведется измерительным устройством, данные от которого поступают через преобразователь как изменение величины входного сигнала (размера обрабатываемой детали) основного управляющего контура, который в блоке управления непрерывно сравнивается с заданной величиной, соответствующей окончательно обработанному размеру детали. При достижении равенства заданной величины и входного сигнала блок управления дает команду на исполнительный механизм и подача прекращается. При определенных соотношениях заданной величины и входного сигнала скорость подачи может быть изменена. В компенсационном контуре его преобразователь учитывает изменение размера от температуры детали, передает данные задатчику, который пропорционально изменяет заданную величину.
Наиболее близким к предлагаемому, является одно из устройств, реализующее приведенную выше схему, в котором производится сравнение температуры обрабатываемой детали и измерительного устройства, осуществляющего контроль размера обрабатываемой детали, приведено в [Гейлер З.Ш. Самонастраивающиеся системы активного контроля - 2-е изд. перераб. и доп. М.: Машиностроение, 1978., С. 138, рис. 45].
Сжатый воздух от сети через блок фильтра и стабилизатора и входные сопла поступает в отсчетное устройство, к соплу измерительного устройства и к соплу противодавления компенсационного устройства.
Термосопротивление, измеряющее температуру скобы, встраивают непосредственно в каретку прибора. Измерение температуры детали производится термосопротивлением, которое контактирует с обрабатываемой деталью по ее торцу вблизи зоны обработки. Таким образом, измеряется усредненная температура изделия, по которой вводится поправка. Сигнал с термосопротивления, которое вращается вместе с деталью, снимается через коллектор, установленный на шпинделе бабки изделия станка. Оба термосопротивления включены в электрическую схему, управляющую положением заслонки противодавления, смещение которой регулирует величину зазора ветви противодавления. Поскольку измерительная ветвь и ветвь противодавления выполняются идентичными по характеристикам, изменение зазора ветви противодавления, соответствует изменению зазора измерительной ветви. Из этого следует, что если команда на окончание обработки давалась при установленных зазорах обеих ветвей, то при изменении одного зазора, выдача команды производится прибором при равном изменении второго зазор. Электрическая часть термокомпенсационной системы состоит из самобалансирующейся мостовой схемы, в которую включены термосопротивления, и сервоусилитель с реверсивным двигателем, смещающим заслонку противодавления. Термосопротивления образуют два плеча моста, два других плеча образованы сопротивлениями и реохордом.
С диагонали моста снимается напряжение разбаланса, которое усиливается усилителем напряжения и подается на серводвигатель. Последний смещает движок реохорда до баланса моста. Движок реохорда непосредственно связан с микровинтом, так что при повороте движка вследствие перемещения микровинта происходит поворот заслонки и таким образом изменяется зазор над соплом противодавления.
Перед началом работы любая САК настраивается на заданный размер. В процессе работы уровень первоначальной настройки, как правило, изменяется в нежелательном направлении под действием различных факторов. Причиной этого являются: износ измерительных наконечников, тепловые и упругие деформации, вибрации технологической системы. Смещение уровня первоначальной настройки может быть также вызвана смещением характеристик электрических, механических и пневматических устройств и факторов, появление и влияние которых невозможно учесть.
Для проверки уровня настройки приходиться останавливать процесс обработки, проверять уровень настройки и, при необходимости, производить поднастройку САК. Это приводит к потере производительности и требует определенной квалификации рабочего.
Для поддержания уровня первоначальной настройки предлагается вводить дополнительный контур и образцовую деталь (эталон), по результатам измерения которой принимается решение о необходимости поднастройки и при необходимости вносится коррекция в ее уровень.
Недостатком такой САК является возникновение дополнительной погрешности, вносимой самой системой, а именно смещение уровня настройки САК на заданный размер, особенно при продолжительной работе. Кроме того при наличии в САК образцовой детали такая схема для компенсации температурной деформации обрабатываемой детали не эффективна. Основным недостатком известной САК является отсутствие учета разницы температур образцовой и обрабатываемой деталей.
Очевидно, что температуры обрабатываемой детали и образцовой, находящейся вне зоны обработки, отличаются. Температура образцовой детали равна температуре окружающей среды, т.к. она не обрабатывается. Температура детали во время обработки значительно отличается от температуры окружающей среды. Для достоверности результатов измерения обработанной детали после ее снятия со станка температура последней должна не отличаться от температуры окружающей среды.
В случае применения образцовой детали для выдерживания требуемого размера обрабатываемой детали имеет значение разница температур обрабатываемой детали и образцовой, а не температура измерительного устройства. Главное, чтобы при измерении обрабатываемой детали и образцовой, температура измерительного устройства не изменялась. И если процесс проверки настройки по образцовой детали занимает незначительное время, то температура измерительного устройства не может значительно измениться.
Для устранения указанных недостатков предлагается САК с двумя дополнительными взаимозависимыми компенсационными контурами.
Система активного контроля размера детали при ее обработке на шлифовальном станке, содержащая измерительное устройство, соединенное с приводом и сравнивающим размерным устройством, соединенным с задающим устройством и блоком управления, который соединен с исполнительным устройством, причем система снабжена двумя термодатчиками, предназначенными для измерения температур обрабатываемой и образцовой деталей, настроечным преобразователем, связанным с указанными сравнивающим размерным устройством и задающим устройством, и сравнивающим температурным устройством, соединенным с указанными двумя термодатчиками и связанным с задающим устройством через температурный преобразователь, при этом система активного контроля выполнена в виде основного контура регулирования, обеспечивающего сравнение текущего размера обрабатываемой детали с размером образцовой детали, и двух взаимозависимых компенсационных контуров регулирования, один из которых - контур разности температуры, обеспечивает компенсацию температурной деформации обрабатываемой детали и включает указанные измерительное устройство, сравнивающее размерное устройство, задающее устройство, сравнивающее температурное устройство и температурный преобразователь, а другой - контур смещения уровня настройки, обеспечивает компенсацию погрешности от смещения уровня настройки относительно допустимой величины смещения системы активного контроля и включает указанные сравнивающее размерное устройство, задающее устройство и настроечный преобразователь.
Способ активного контроля размера детали при ее обработке на шлифовальном станке с использованием системы активного контроля, причем осуществляют настройку измерительного устройства на заданный размер по образцовой детали, запоминание полученного при измерении сигнала в задающем устройстве, непрерывное измерение размера обрабатываемой детали измерительным устройством во время обработки и передачу сигналов о размере детали в сравнивающее устройство для сравнения с запомненным сигналом задающего устройства, причем при их равенстве сравнивающее устройство подает сигнал в блок управления, который прекращает обработку детали за счет управления исполнительным устройством, при этом во время обработки измеряют температуру обрабатываемой и образцовой деталей посредством термодатчиков, сигналы от которых поступают в сравнивающее температурное устройство и при превышении допустимой разницы температур сравнивающее температурное устройство направляет сигнал в температурный преобразователь, который вносит коррекцию в сигнал заданного размера в задающем устройстве, а после окончания обработки измерительное устройство отводят от обрабатываемой детали и измеряют размер образцовой детали, при этом при
превышении допустимой величины смещения настройки, сравнивающее размерное устройство вырабатывает сигнал и передает его в настроечный преобразователь, который вносит коррекцию в сигнал заданного размера детали в задающем устройстве.
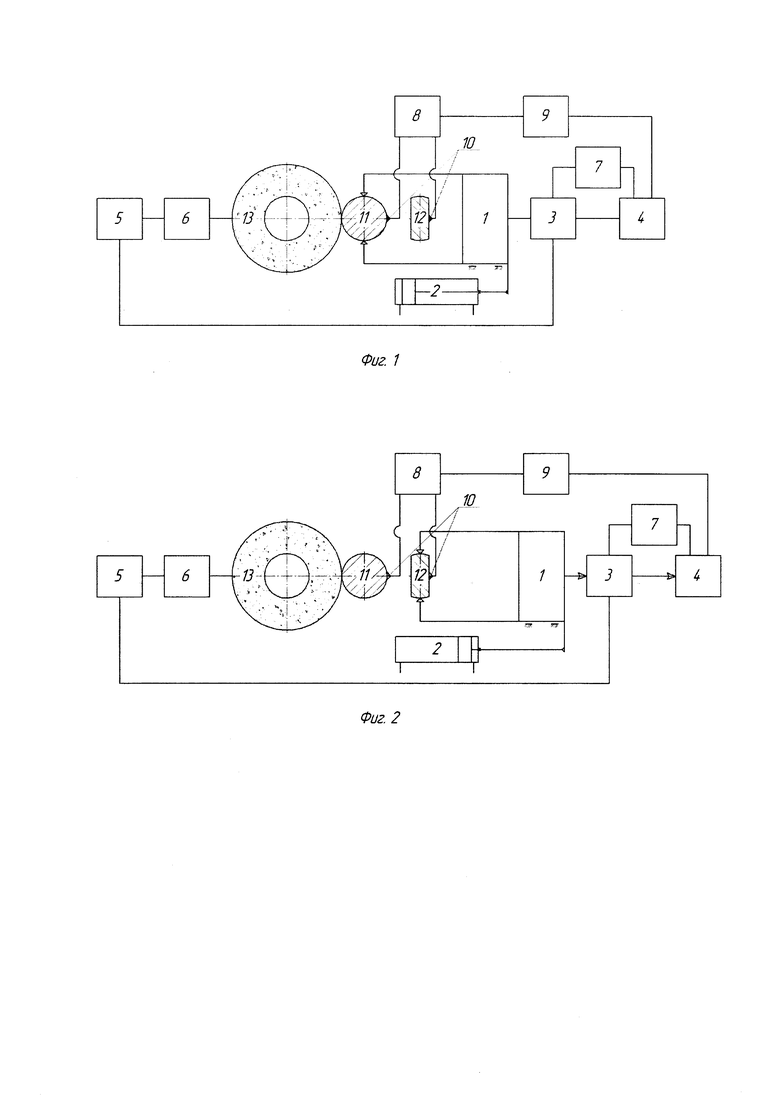
На фиг. 1 приведена схема устройства предлагаемой САК (на примере круглого наружного шлифования).
На фиг. 2 приведена схема устройства с сигналами, вырабатываемыми элементами, задействованными при первоначальной настройке на требуемый размер по образцовой детали.
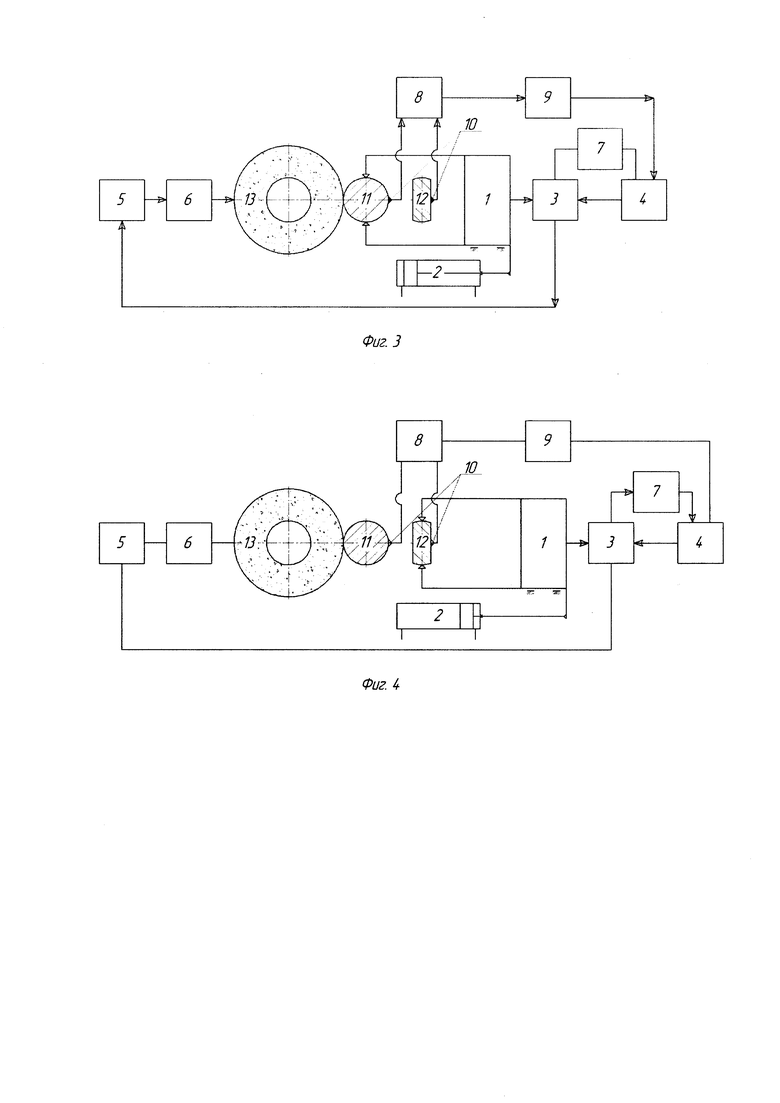
На фиг. 3 приведена схема устройства с сигналами, вырабатываемыми элементами, задействованными при обработке детали с использованием контура, компенсирующего температурную деформацию детали.
На фиг. 4 приведена схема устройства с сигналами, вырабатываемыми элементами, задействованными при внесении коррекции в уровень настройки после окончания обработки детали.
В соответствии с фиг. 1 система активного контроля состоит из измерительного устройства 1, соединенного с приводом 2 и сравнивающим размерным устройством 3, соединенным с задающим устройством 4 и блоком управления 5, который в свою очередь соединен с исполнительным устройством 6, сравнивающее размерное устройство 3 и задающее устройство 4 помимо непосредственной связи также связаны через настроечный преобразователь 7, кроме того задающее устройство 4 связано со сравнивающим температурным устройством 8 через температурный преобразователь 9, а сравнивающее температурное устройство 8 соединено с двумя термодатчиками 10.
Контур смещения уровня настройки включает в себя сравнивающее размерное устройство 3, задающее устройство 4 и настроечный преобразователь 7.
Контур разности температуры включает в себя измерительное устройство 1, сравнивающее размерное устройство 3, задающее устройство 4, сравнивающее температурное устройство 8 и температурный преобразователь 9.
В качестве измерительного устройства 1 может выступать измерительная скоба. Привод 2 может быть гидравлическим, пневматическим, электромагнитным или иным.
Предлагаемая САК работает следующим образом.
Обрабатываемая деталь 11 устанавливается на станок. Перед началом ее обработки измерительное устройство 1 настраивается на необходимый размер по образцовой детали 12, которая для удобства работы может располагаться между измерительными наконечниками устройства 1. Полученный при измерении образцовой детали 12 сигнал поступает в задающее устройство 4, минуя сравнивающее устройство 3, где запоминается.
Шлифовальный круг 13 подводится к обрабатываемой детали 11 и начинается процесс шлифования, при этом размер детали 11 непрерывно изменяется. С началом процесса обработки, измерительное устройство 1 подводиться приводом 2 к детали 11 и производит непрерывно измерение ее размера. Получаемые данные о размере детали 11 поступают от измерительного устройства 1 в сравнивающее размерное устройство 3, где сравниваются с заданным размером от задающего устройства 4.
При отсутствии возмущающих воздействий процесс регулирования происходит, как обычно при контроле в процессе обработки.
При достижении заданного размера детали 11 сигнал отсутствия рассогласования размера детали 11 и заданного размера, хранящимся в задающем устройстве 4, подается в блок управления 5, а от него на исполнительное устройство 6, и обработка прекращается. Шлифовальный круг 13 и измерительное устройство 1 отводятся от детали 11 для удобства и безопасности ее снятия и установки следующей.
В реальных условиях на систему действуют возмущающие воздействия, в первую очередь нагрев детали 11 от процесса резания.
В ходе обработки, температуры детали 11 и образцовой детали 12 измеряются термодатчиками 10, сигналы от которых поступают в сравнивающее температурное устройство 8. При превышении допустимой разницы температур сравнивающее температурное устройство 8 вырабатывает сигнал рассогласования и передает его в температурный преобразователь 9, который вносит коррекцию в сигнал заданного размера в задающем устройстве 4. Вследствие этого сигнал на окончание обработки, передаваемый в блок управления 5 будет дан раньше или позднее относительно первоначальной настройки без учета возмущающих воздействий.
Так компенсируется температурная деформация детали 11.
После окончания обработки детали 11 последняя снимается, а измерительное устройство 1 отводится из зоны обработки и измеряет образцовую деталь 12. Если смещение уровня настройки не превышает допустимой величины, обрабатывается следующая деталь 11. Если произошло смещение уровня настройки, превышающее допустимую величину, то начинает работать контур смещения уровня настройки.
Сигнал от измерительного устройства 1, измеряющего образцовую деталь 12, сравнивается с сигналом от задающего устройства 4 (имеющемся после первоначальной настройки) в сравнивающем размерном устройстве 3. При превышении допустимой величины смещения настройки сравнивающее размерное устройство 3 вырабатывает сигнал рассогласования и передает его в настроечный преобразователь 7, который вносит коррекцию в сигнал заданного размера в задающем устройстве 4.
Так компенсируется смещение уровня настройки САК.
Далее устанавливается новая деталь 11 и работа системы повторяется.
Таким образом, данная САК имеет два дополнительных контура регулирования, которые являются взаимозависимыми, т.к. температура и размер образцовой детали 12 используется для работы двух контуров.
Данные контуры должны работать последовательно: первый - в ходе обработки детали, второй - после окончания обработки детали и перед началом обработки следующей.
Техническим результатом является повышение точности обработки каждой детали, а также снижение числа бракованных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство активного контроля | 1986 |
|
SU1364451A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Устройство высокоточной обработки деталей на токарных станках с числовым программным управлением | 2017 |
|
RU2677443C2 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2001 |
|
RU2262662C2 |
| СПОСОБ АДАПТИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2528923C2 |
| Устройство активного контроля и управления для круглошлифовальных станков | 1987 |
|
SU1585129A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Устройство для контроля детали при шлифо-ВАНии | 1979 |
|
SU850365A1 |
| СПОСОБ АКТИВНОГО КОНТРОЛЯ ДИАМЕТРОВ | 1992 |
|
RU2119860C1 |
| Устройство активного контроля размеров | 1984 |
|
SU1178575A1 |
Группа изобретений относится к системам активного контроля, применяемым на металлообрабатывающих станках, и может быть использована на шлифовальных станках. Система активного контроля состоит из измерительного устройства, соединенного с приводом и сравнивающим размерным устройством, соединенным с задающим устройством и блоком управления, который соединен с исполнительным устройством. Сравнивающее размерное устройство и задающее устройство связаны через настроечный преобразователь. Задающее устройство связано со сравнивающим температурным устройством через температурный преобразователь, сравнивающее температурное устройство соединено с двумя термодатчиками. Основной контур сравнивает текущий размер обрабатываемой детали с размером образцовой детали, изменяет режим работы станка и прекращает обработку, когда деталь достигает заданного размера. Первый дополнительный контур вносит коррекцию в уровень настройки в ходе обработки детали по результатам сравнения ее температуры с образцовой деталью и компенсирует температурную деформацию обрабатываемой детали, а второй вносит коррекцию в уровень настройки после окончания обработки детали, измеряет образцовую деталь и компенсирует погрешность от смещения уровня настройки. Повышается точность обработки детали. 2 н.п. ф-лы, 4 ил.
1. Система активного контроля размера детали при ее обработке на шлифовальном станке, содержащая измерительное устройство, соединенное с приводом и сравнивающим размерным устройством, соединенным с задающим устройством и блоком управления, который соединен с исполнительным устройством, отличающаяся тем, что она снабжена двумя термодатчиками, предназначенными для измерения температур обрабатываемой и образцовой деталей, настроечным преобразователем, связанным с указанными сравнивающим размерным устройством и задающим устройством, и сравнивающим температурным устройством, соединенным с указанными двумя термодатчиками и связанным с задающим устройством через температурный преобразователь, при этом система активного контроля выполнена в виде основного контура регулирования, обеспечивающего сравнение текущего размера обрабатываемой детали с размером образцовой детали, и двух взаимозависимых компенсационных контуров регулирования, один из которых - контур разности температуры, обеспечивает компенсацию температурной деформации обрабатываемой детали и включает указанные измерительное устройство, сравнивающее размерное устройство, задающее устройство, сравнивающее температурное устройство и температурный преобразователь, а другой - контур смещения уровня настройки, обеспечивает компенсацию погрешности от смещения уровня настройки относительно допустимой величины смещения системы активного контроля и включает указанные сравнивающее размерное устройство, задающее устройство и настроечный преобразователь.
2. Способ активного контроля размера детали при ее обработке на шлифовальном станке с использованием системы активного контроля по п. 1, отличающийся тем, что осуществляют настройку измерительного устройства на заданный размер по образцовой детали, запоминание полученного при измерении сигнала в задающем устройстве, непрерывное измерение размера обрабатываемой детали измерительным устройством во время обработки и передачу сигналов о размере детали в сравнивающее устройство для сравнения с запомненным сигналом задающего устройства, причем при их равенстве сравнивающее устройство подает сигнал в блок управления, который прекращает обработку детали за счет управления исполнительным устройством, при этом во время обработки измеряют температуру обрабатываемой и образцовой деталей посредством термодатчиков, сигналы от которых поступают в сравнивающее температурное устройство, и при превышении допустимой разницы температур сравнивающее температурное устройство направляет сигнал в температурный преобразователь, который вносит коррекцию в сигнал заданного размера в задающем устройстве, а после окончания обработки измерительное устройство отводят от обрабатываемой детали и измеряют размер образцовой детали, при этом при превышении допустимой величины смещения настройки сравнивающее размерное устройство вырабатывает сигнал и передает его в настроечный преобразователь, который вносит коррекцию в сигнал заданного размера детали в задающем устройстве.
| Устройство высокоточной обработки деталей на токарных станках с числовым программным управлением | 2017 |
|
RU2677443C2 |
| Устройство с автоподнастройкой для активного контроля параметров | 1980 |
|
SU891393A1 |
| Устройство активного контроля размеров деталей | 1986 |
|
SU1404305A1 |
| 0 |
|
SU271824A1 | |
| JP 4359573 B2, 04.11.2009. | |||

